
Plant tour: BeSpline/Addcomp, Sherbrooke, QC, Canada
Composites automation specialist increases access to next-gen technologies, including novel AFP systems and unique 3D parts using adaptive molds.



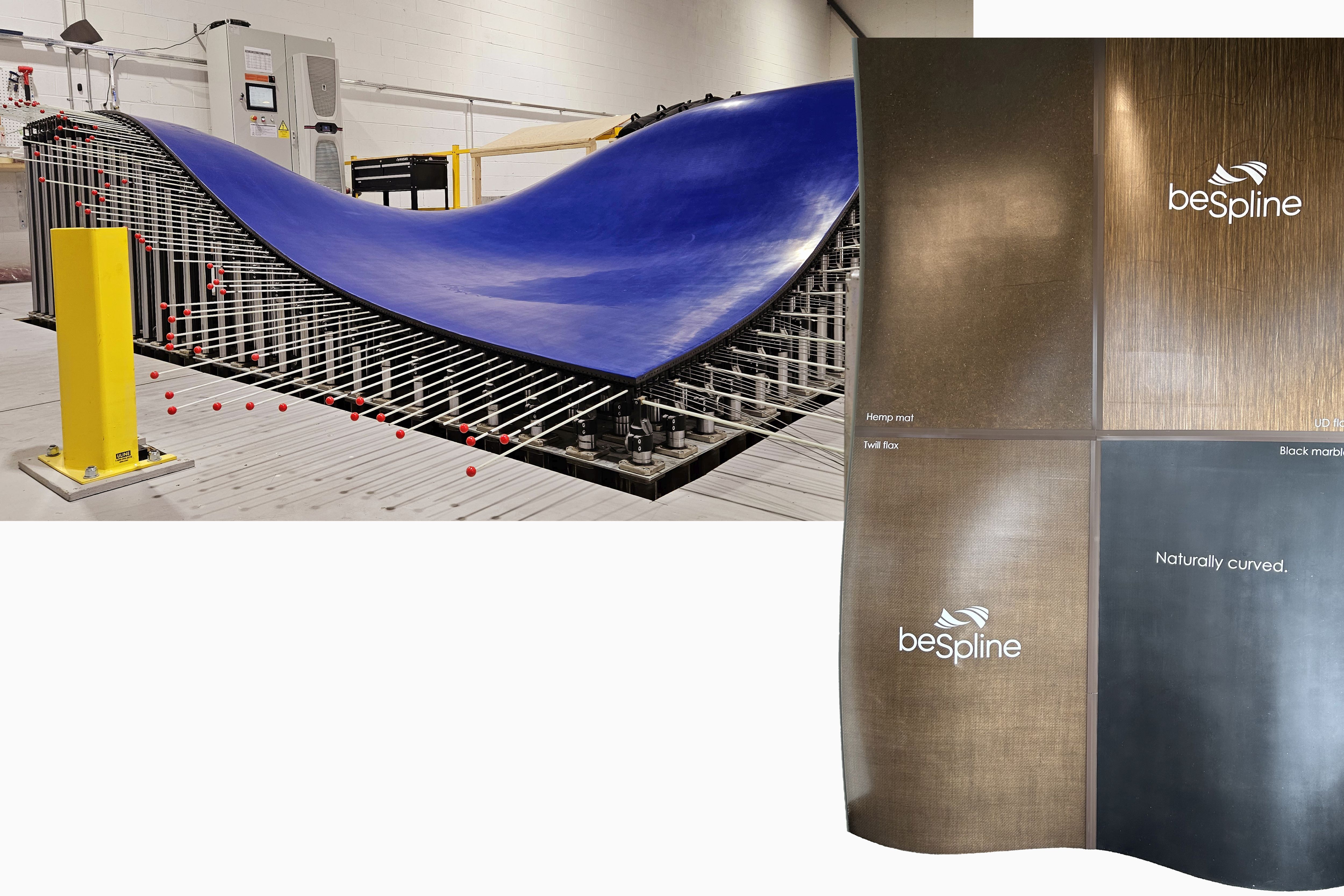
BeSpline uses Adapa adaptable mold systems to produce 3D curved composites with carbon, glass and/or natural fibers, as well as a variety of resins and bio-resins. Photo Credit: beSpline
Many of the composites facilities CW has toured are notable for their sheer scale. Most are also involved with advancing new composites technologies and/or markets. The latter is indeed what distinguishes beSpline and Addcomp, two companies housed in the same location about an hour east of Montreal in Sherbrooke, Canada. Their facility — a new, multi-tenant industrial building with plenty of room for growth — is ample in size, but not the focus. Instead, what stands out is this group’s push for innovative composites technologies and making these available to companies and markets outside the norm.
“Tier 1 aerospace companies have large budgets to buy bespoke composites automation and advanced technology,” says Yoann Bonnefon, CEO of beSpline and Addcomp. “Our goal is to lower the barrier for SMEs to implement such technologies. We have shown through multiple studies with U.S. clients that we can provide not only cost and time savings, but also increase the quality and performance of their products and reduce waste.”



Composites, automation to technology portal
The history of beSpline and Addcomp begins with Bonnefon’s background in composites. Born in France, he completed his Master’s thesis in mechanical engineering with Airbus Filton in the U.K. and then worked as a stress engineer for Atkins Aerospace (Epsom, U.K.) on the all-composite Airbus A400M wing and spar, followed by optimization of A350 wingskins and stringers. Subsequent tenures included work on the 787 movable trailing edge for Boeing Australia, crash simulation/design of train structures for Bombardier Transportation France, 4 years on Bombardier’s Learjet 85 program and 5 years at Composites BHS, where Bonnefon worked to develop new projects and became manager of innovation. “My background has been really helpful because I’ve seen so many aspects of composites,” he notes. “I began to really feel passionately about the need to make new technologies more widespread.”

Figure 1. Integrating low-cost AFP for North America. Addcomp works with North American customers of Addcomposites to design, optimize and install complete integrated cells for its modular, multi-material-capable AFP-XS systems. Photo Credit: Addcomp
In 2018, Bonnefon and a partner started the IND Group in Sherbrooke to provide design and project management for automation. “With one of my partners having a background in robotics and mine in composites, that’s where we started. And then the business grew to a broader set of applications, so Effman became the name of our composites services division,” says Bonnefon. “After 2 years, the IND Group started to make systems in a more series fashion, but for composites this isn’t really possible. EveryKawaY application is somewhat unique due to the different products and markets that companies are targeting. And then I saw Addcomposites [Espoo, Finland] and worked with them to form Addcomp as the North American integrator.”
In 2019, CW reported on Addcomposites as a startup trying to democratize automated fiber placement (AFP) and tape layup (ATL) by developing a plug-n-play solution called AFP-XS. This compact and lightweight tool head (12 kilograms without material) mounts onto most robotic arms (e.g., KUKA, Fanuc, ABB, Kawasaki, Yaskawa), comes with its own proprietary path planning and digital twin software, AddPath, and is modular, offering automated layup at a fraction of the cost for traditional large gantry and robot AFP/ATL systems. Users can lease a system for ≈€3,500 per month or buy an AFP-XS head outright.
Bonnefon explains that if Addcomposites sells a simple AFP-XS head, then it will just ship that directly to North America. “But if the customer wants a full AFP cell, then Addcomp works with them to design, optimize and install a complete integrated system. We wanted our brand name for this work to be close enough to the technology developer, but also to differentiate us as an integrator.” A first system was installed at the Quebec Composites Development Centre (Saint Jérôme, QC, Canada) in 2020 and Addcomp now has four installations in process.
“And then in 2020, I came across Adapa’s [Aalborg, Denmark] adaptive molding technology at CAMX,” says Bonnefon (see “Reconfigurable tooling revolutionizing composites manufacturing” and “Composites enable epic interior for Museum of the Future”). “We started beSpline, acquired the first equipment and started operations in December 2021. We are the first company to use this technology to make 3D composite panels in North America.” BeSpline is supplying Shaped Foam Kits to the marine industry and a variety of shaped composites into architecture/construction and special projects. “We use different types of resins, reinforcements and cores and have developed different recipes and techniques that provide 3D shapes while saving time, cost and waste because we eliminate building a mold,” adds Bonnefon.
Shaped Foam Kits
One of the first products beSpline developed was its Shaped Foam Kits. “We connected with Curve Works [Alphen aan den Rijn, Netherlands], the first company in Europe to use the Adapa reconfigurable molds for composites manufacturing,” says Bonnefon. “And we licensed the technology, drawing on the knowledge, software and techniques Curve Works developed for its 3D Core Kit. We changed the name because when I talked to companies here about 3D Core Kits, they didn’t seem to understand. They would always come back that it was shaped foam. Having foam core precut into kits has been done for many years. What we are doing goes further, thermoforming the foam into preshaped pieces to fit each boat hull.”


Figure 2. Shaped foam for innovative boats. BeSpline supplies its Shaped Foam Kits to innovative builders such as Lyman Morse (top) and Boston Boatworks (bottom), using each boat’s 3D CAD file to thermoform cut foam pieces to the precise shapes needed for the hull, speeding installation and improving hull weight and performance. Photo Credit: beSpline, Boston Boatworks
But isn’t it expensive having precut foam that is also preshaped? “There is a cost,” concedes Bonnefon, “but there are companies that value the improved hull performance as well as increased production efficiency — it’s almost five times faster to install a kit because it’s preshaped. And customers also see a roughly 20-25% weight reduction because the preshaped foam doesn’t need to have all the cuts to enable bending, but which also absorb resin.”
Bonnefon notes these advantages are well known by builders of racing yachts (see 2012 article on Farr 400, step 4). “We’re not reinventing anything. We are just industrializing the process, making it easy for boatbuilders to access this technology. We are also reducing waste because molds don’t have to be built for this thermoforming or disposed of afterward. We are using the digital file from the builders to guide the adaptable molding system. And we reuse this over and over to make all of our Shaped Foam Kits and composite panels, so we have a very low carbon footprint. This process also doesn’t use much energy. The actuation happens in minutes and we’re currently using infrared heating when needed.”
He notes that beSpline has qualified for green technology funding in Canada and also won the innovation award at the 2023 IBEX boatbuilding show. It also announced its partnership with Boston Boatworks (Charlestown, Mass., U.S.) which is integrating beSpline Shaped Foam Kits into its newly launched BB offshore series (Fig. 2).
Boston Boatworks and Shaped Foam Kits
Boston Boatworks is in its 28th year as a builder of advanced composite, high performing yachts, says CEO and co-founder, Scott Smith. “We started out building custom race boats and blue water performance cruising boats using post-cured, vacuum-bagged epoxy prepreg sandwich construction,” he explains. “We used our own wetpreg machine with stitched biaxial glass fiber skins and we thermoformed ATC’s CoreCell foam core [now Gurit, Wattwil, Switzerland] by hand to achieve the slam load dissipation advantage that a plain sheet of foam has over foam core with cuts in it. We would heat the foam in an oven and vacuum bag it onto the hull plug. It was labor- and time-intensive, but we took weight out and improved the mechanical properties of the hull.”
“Prior to our current series production of the Zurn-designed Daychaser 48, a luxury USCG-certified commercial passenger vessel built with our partner the Barton and Gray Mariners Club, Boston Boatworks built the first 340+ high-performing motor yachts for MJM Yachts, most of them ISO CAT A ocean-rated,” notes Smith, “all using epoxy construction. Now, we're introducing our BB offshore express cruiser series, designed with a priority on offshore safety, comfort and range. We're starting with a 44-foot model and then following with a 52-foot model.”

Boston Boatworks production. For the BB series, a new boat will start every 6 weeks, demanding quick cycling of the mold. Photo Credit: Boston Boatworks
Smith notes these boats, “will also have a fit and finish that puts them in a class by themselves. So, we wanted to continue to reduce weight and improve performance and safety margins. We want to use thermoformed foam core, but we’re also seeking the efficiencies and value of series production for dozens of boats per year. To do that, we are taking advantage of advances in manufacturing like adaptive mold technology. The same 3D CAD file that controls precision throughout the build of our boats is what beSpline uses to create the 3D thermoformed core kit. This matches what we were doing by hand, but without the elapsed time and the labor-intensive approach.”
Smith notes a BB series boat will start every 6 weeks. “And we couldn’t do that if we couldn’t cycle the hull molds,” he explains. “With beSpline, we can do that and improve the properties.” These will be 40-knot offshore vessels, built with E-glass/epoxy (Pro-Set, Bay City, Mich., U.S.) wetpreg sandwich construction — except for the solid keel centerline and chines — and a lot of carbon fiber laminate in the topsides up to reduce weight. Smith notes the glass laminate hull gives impact resistance and is quieter through the water than a carbon fiber laminate.

Viceroy 12-passenger Seaglider vehicle by Regent. Photo Credit: Regent
“I think it’s fitting that we started Boston Boatworks almost 30 years ago,” he continues, “based on the foundational work that co-founder Mark Lindsay did in the ‘70s and ‘80s, adapting DARPA aerospace epoxy construction techniques to build boats that are lighter, stiffer, stronger and more durable. And it doesn’t surprise us that Regent [North Kingstown, R.I., U.S.] is using the same techniques for their Seagliders and is also using beSpline.” Here, he refers to Regent’s electric propulsion, low-altitude flying ground-effect vehicles being commercialized to carry passengers along coastal routes. The company has announced $8 billion in seaglider orders from airlines and ferry operators on six continents. “Having one of our suppliers also participate with Regent in an aerospace segment of the industry is something our clients understand and appreciate.”
Bonnefon says he’s very grateful to Boston Boatworks, “and for the trust they’ve put into beSpline. It's already been a great experience, with our teams working together on the engineering and fine-tuning our products for their operations.” He notes beSpline’s work with other high-performance boatbuilders, such as Lyman Morse and with Moore Brothers on the initial prototypes for Regent: “I’m looking forward to the continued success of these boats in 2024 and for our Shaped Foam Kits being shown to the world.”
Innovative solutions for architecture
Construction/architecture is another key market for beSpline “with so many opportunities,” says Bonnefon. “For example, we are fabricating cladding for a U.S. company that specializes in architectural stairs. This is for a four-story set of stairs, for a spectacular building in New York City, and we are looking at a second project as well. We can give architects access to curves and different 3D shapes without the time and cost of making molds. And this makes a big difference to help them win projects. For example, compared to 3 months for steel panels, which I could barely lift, our composite cladding takes only 3 weeks and is so much lighter that less structure is needed in the stairway, which further reduces time and cost. So, that was an easy decision for the architect.”




Figure 3. Innovating composites for new markets. BeSpline uses its 7 × 11-foot adaptable mold (bottom) to make (from top) felt-faced acoustic panels for ceilings, domes for simulators and modules for customized tracks for motocross events. Photo Credit: beSpline
“But our panels are also a good fit for curved walls and ceilings,” says Bonnefon. “And we’ve also produced curved acoustic panels.” These are sandwich panels with felt facings that are shaped into wave-shaped strips using the adaptable mold. Suspended from ceilings, they provide aesthetic but efficient sound dampening. They can also pass the UL 94 flammability test with 6-millimeter-thick felt facings bonded to Gurit’s Kerdyn recycled PET foam core. Prototypes are being trialed by a very large multinational supplier of acoustic ceilings for commercial buildings and airports.
“The next step for us in architecture would be to make exterior facade panels and cladding for bridges,” says Bonnefon. “But for now, we are concentrating on interiors and meeting the industry’s demand for more ecological materials. The embodied energy of our products is much less than many conventional materials, but we are also using VOC-free resins.” For the stairs, beSpline is using Acrylic One from Active Composite Technologies (Stellendam, Netherlands). It has also completed thermoforming tests with Elium from Arkema (King of Prussia, Penn., U.S.) and is now prototyping composite panels with a wood veneer finish.
Simulator domes, X-Track
BeSpline is also making cockpits and domes for simulators (Fig. 3). “These are essentially large composite screens,” explains Bonnefon. “Instead, we make panels and attach them together providing a smooth, curved surface onto which they can project the simulations.” BeSpline provides a good solution here because simulator manufacturers don’t normally produce multiple domes of the same type. “Using our panels eliminates molds, so they can afford to make one dome at a time,” he says. “This saves tens of thousands of dollars for tooling that they may or may not be reused. And we make the simulator cockpits in the same way as the domes, assembling them into a finished product that looks like a real cockpit.”
Another niche market is making indoor tracks for motocross races and X sports events. This is for a local company with a patented approach called X-Track. “Instead of bringing loads of dirt into the middle of a downtown arena, you use a lightweight modular track made of aluminum and composites,” says Bonnefon. “We thermoform foam core, lay that up with glass fiber skins and infuse the 6 × 10-foot composite sandwich panels. We then attach these to aluminum frames. There are currently eight different shapes that they can mix and match to make a course, allowing them to customize tracks without building molds. If one of their customers wants a different bend or size, we can make that quickly.”
Touring the beSpline/Addcomp facility

Architectural finishes. BeSpline sample panels made with AOne acrylic resin and sand (left) and various biofibers and finishes (right). Photo Credit: beSpline
Bonnefon begins in the company’s lobby, where various Shaped Foam Kit pieces and composite panels are displayed. “For the architects, we’ve started to develop different kinds of finishes,” he says, pointing to a panel made with AOne acrylic resin with sand added to replicate limestone. The one next to it was made using vacuum infusion of flax fiber and Gurit’s Prime 37 bio-epoxy resin and recycled PET foam core.

The 3.6 × 2.2-meter Adapa molding system at beSpline is used to produce its Shaped Foam Kits as well as composite panels, shown above in Fig. 3. Photo Credit: beSpline
Next, we walk into the facility’s 930-square-meter main production hall and up onto the mezzanine which houses the adaptable mold system (Fig. 3). Sized 3.6 × 2.2 meters with 600 actuators, it can form a 350-millimeter radius of curvature. “We have another one on order that will be slightly smaller, but with higher resolution to achieve a radius of curvature between 150 and 200 millimeters,” says Bonnefon. “This will be dedicated for thermoforming core. And we designed this mezzanine so that we can extend it to accommodate more molding systems as we grow.”
As we walk around the molding table, technicians are laying up stair cladding segments using the AOne acrylic resin. Bonnefon points out the lack of smell and VOCs, “and it’s ready to demold in 45 minutes. Right now, we are making about three panels per day, but we can increase this rate, if needed.” After demolding, the panels are painted and readied for shipping. “When we make the sandwich panels, we integrate flanges and this allows us to connect the panels for the finished cladding. It sounds easy, but it took us a while to optimize how to do this.”
Addcomp AFP cell assembly
We walk down from the mezzanine and through a door that leads from the open production hall into an enclosed smaller area where Addcomp AFP cells are assembled. “This system is going to Purdue University,” notes Bonnefon. “It will be approximately 14 × 16 feet. We just received the robot last week, a FANUC R-2000 [Rochester Hills, Mich., U.S.]. We have been using smaller M710, but Purdue wanted to have a large robot so they could use heavier equipment with it in the future. We have started to stake where the fences will go and setting up the rotary table to laminate on top of.”
Each cell is different, notes Bonnefon. “We do have a standard 10 × 10-foot cell but sometimes the customer wants a larger cell or a different robot. So, we do work with them to customize the cell, and then we first build the system here, making sure everything works. We bring the customer in and get acceptance, and then we ship it and do the installation and commissioning at the customer’s site. That typically doesn’t take more than a week once we get there.”
The system is also easy to install, says Bonnefon, because it has been designed that way. “It is the simplest, easiest-to-use system on the market. For example, it only takes us a couple of days to teach a technician how to use it. The system, in fact, has been designed around the user, including the software, which is open-access, simple, user-friendly and it works well. It gives the user flexibility to build their own scripts if they want to and access digital twin capabilities for real-time quality control. Most users start simply, building their expertise in laying up single tows and then simple laminates, and then move quickly from there.”
“After the system for Purdue, there is one for the Polytechnic Montreal which we will be installing shortly,” he continues. “And then CET Composites in Rhode Island is the first industrial company to purchase an Addcomposites system here in North America. We then have another another industrial group in discussions for installation in 2024 as well.”
Materials and future developments
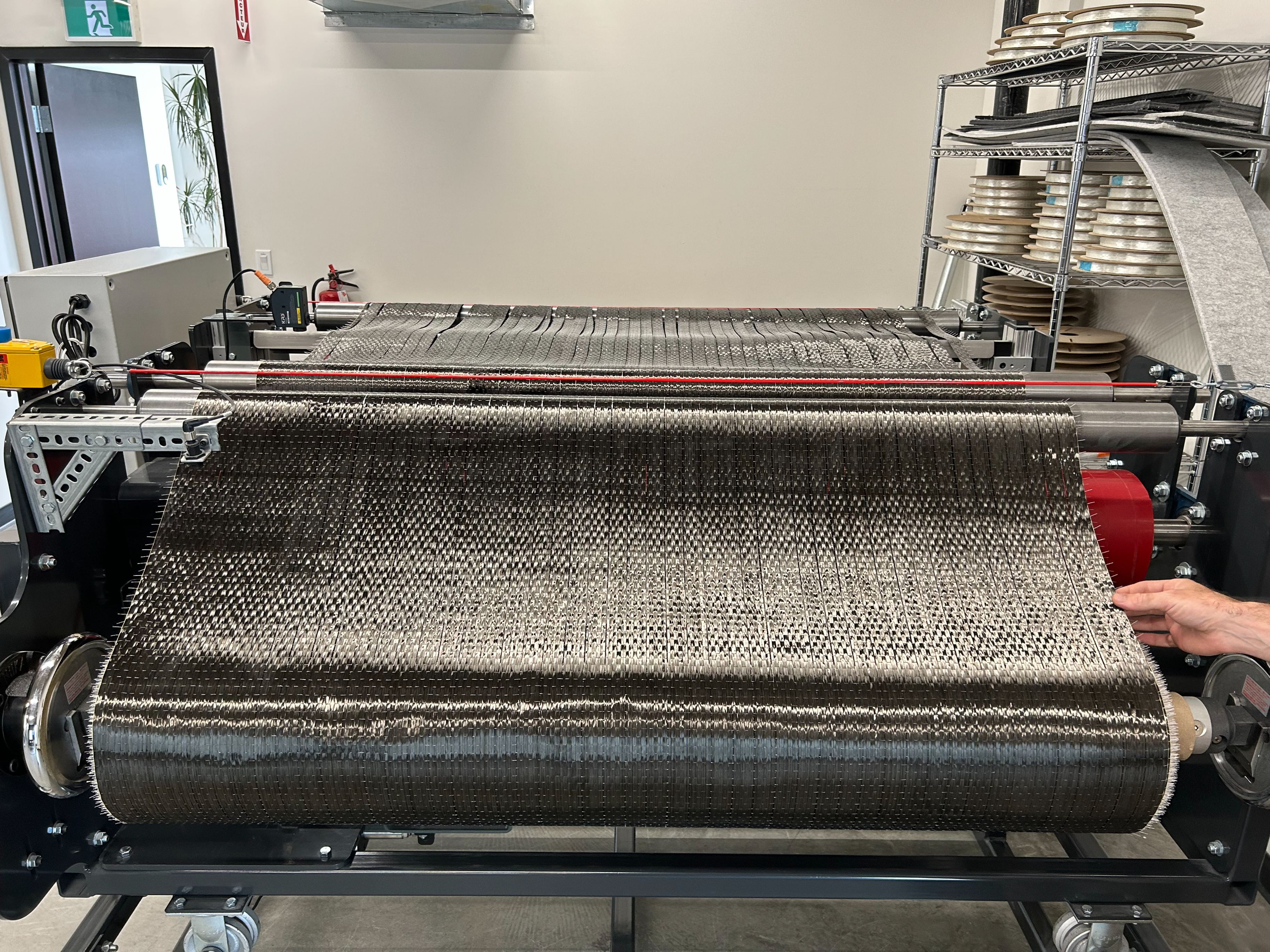

Figure 4. Innovating materials. Addcomp worked with Texonic to develop new UD tapes for AFP-XS customers for improved performance and recyclable cardboard spools. Photo Credit: Addcomp
We turn from the AFP cell being assembled for Purdue and walk a few step to where a unidirectional (UD) carbon fiber fabric sits on a loom (Fig. 4). This is being slit into tapes and was developed with Texonic (Saint-Jean-sur-Richelieu, QC, Canada), says Bonnefon. “The idea was to develop the ability to better position dry fiber using the AFP-XS system. We also have a glass fiber version. We use thermoplastic filament to hold the UD fibers together and also some thermoplastic binder so that the tape adheres as it is heated and applied during layup. We wanted to have a fabric that is easy to use for our North American customers, and that is also easy for us to cut and convert into spools. So, we developed this system in-house to provide dry fiber tapes loaded onto enviro-spools made with cardboard, which we can recycle when the spools are empty.”
Bonnefon points out that with the AFP-XS system, “you can lay down dry fiber, thermoset prepreg or thermoplastic composite tape. So, the user can play with different kinds of materials and create a wide range of layups. For example, we are working on a project with CDCQ and a bike company in Montreal, to explore different types of tailored thermoplastic composite preforms for production of bike frames and other components such as handlebars.”
“We will continue to develop materials and capabilities,” says Bonnefon, “and are working with a lot of different companies, from boatbuilders and mobility companies to architects and major players in the construction supply chain. We see growing opportunities as these companies understand what our beSpline and Addcomp technologies can provide. And there is a good connection between these — in the future, we could see Addcomp robots applying AFP layups onto an adaptive mold. We will continue to advance what is possible with composites.”






.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Manufacturing the MFFD thermoplastic composite fuselage
Demonstrator’s upper, lower shells and assembly prove materials and new processes for lighter, cheaper and more sustainable high-rate future aircraft.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
Plant tour: Teijin Carbon America Inc., Greenwood, S.C., U.S.
In 2018, Teijin broke ground on a facility that is reportedly the largest capacity carbon fiber line currently in existence. The line has been fully functional for nearly two years and has plenty of room for expansion.
Read MoreRead Next

Reconfigurable tooling: Revolutionizing composites manufacturing
Shape-changing molds eliminate tooling for large 3D panels while automated assembly fixtures go modular, using metrology to reduce cost and shimming.
Read More
Addcomposites highlights novel composites manufacturing developments
AFP-XS and AddPath updates, new AFP and continuous AM systems, upcoming webinars and blog content are available to interested industry members.
Read MoreCW Top Shops 2023: Honoring global top-performing facilities
CW congratulates the 2023 CW Top Shops honorees and composites fabricators whose leaders cite team expansion, focus on Industry 4.0 and adaptation to emerging markets among this year’s top achievements.
Read More