






NIAR consists of 22 labs spread out over 1.6 million square feet located in six facilities in and around the campus of Wichita State University (WSU). NIAR is focused on application of material and process technologies to help aerospace industry partners solve real-world aerospace manufacturing challenges. Photo Credit, all images: NIAR
If your impression of the National Institute for Aviation Research (NIAR) at Wichita State University (WSU) is that it is a typical but modest composites research lab located at a mid-sized, Midwestern state university in the middle of a mid-sized city, you would be mostly correct... but not about the modesty of the lab.
Over the last 36 years, NIAR has grown into one of the world’s preeminent aerospace research institutions, featuring 22 labs spread out over 1.6 million square feet in six locations in the greater Wichita area. It employs 1,300 people (50% of whom are students) and has research expenditures of over $190 million, funded by industry, state and federal research grants. NIAR has become not just an R&D engine for the Wichita aviation community, but a producer of graduates who have experience solving real-world aerospace challenges working with real-world aerospace manufacturers. CW visited NIAR in early 2022 and found a robust, sprawling, dynamic university R&D institute that is, arguably, one of a kind in the U.S., if not the world.



NIAR: The basics
WSU was founded in 1895 as Fairmount College, became Municipal University of Wichita in 1926, and then WSU in 1964. Today, it’s one of three major research institutions in Kansas, with a student body of 16,000 and a campus spread over 330 acres. Although Wichita might feel isolated, its location on the north-south I-35 corridor and close proximity to the east-west I-70 corridor gives it easy access to bigger cities such as Denver, Colo.; Dallas, Texas; and Kansas City and St. Louis in Missouri.
In 1985, WSU formalized its commitment to aerospace manufacturing with the creation of NIAR. The vision was to not just do basic and applied research for aerospace manufacturing, but to work directly with industry partners to help solve critical challenges with current and emerging technologies.
John Tomblin, senior vice president for Industry and Defense Programs and executive director of NIAR, says the goal of the institute is to immerse students in the materials and processes employed in aerospace manufacturing: “For a lot of students, even when they’re in college, the work world is highly theoretical and notional. And you’re lucky if you get a chance to be in an environment where you have direct exposure to what the world might look like. Here, you’re just completely surrounded by it.”

The ATLAS lab on the WSU campus features a Coriolis automated fiber placement (AFP) system and an Electroimpact AFP system, shown here. The primary goal of ATLAS is to give industry partners access to production-scale technology to help them develop pre-production processes and perform troubleshooting.
This model, although admirable, comes at a cost. According to the U.S. National Science Foundation’s 2020 rankings, WSU ranked fourth nationally with total aerospace R&D expenditures of $131 million. More impressively, and not surprisingly given its model, WSU ranked first nationally with total industry-financed aerospace R&D expenditures of $74 million, well ahead of the second-place finisher, at $8 million.
This investment, and the model it funds, is evident at and around the WSU campus, with multiple labs in multiple locations, each pursuing a specific technology or discipline, many of which intersect with composites materials and processes (M&P). These include additive manufacturing (AM), virtual engineering and testing, ballistics and impact dynamics, composites and advanced materials, environmental testing, mechanical testing, CAD/CAM, advanced coatings and more.
CW spent a day at NIAR on a tour led by Pierre Harter, NIAR director of R&D. Harter is a Kansas native and has spent much of his career in aerospace and composites manufacturing, including work at Adam Aircraft, Bombardier and Spirit AeroSystems.
NIAR: NCAMP
NIAR is possibly best known for its National Center for Advanced Materials Performance (NCAMP), which for decades has worked with the U.S. Federal Aviation Administration (FAA, Washington, D.C., U.S.), the U.S. Department of Defense (DoD, Arlington, Va., U.S.) and industry partners to qualify composite material systems and populate a shared materials database that can be viewed and accessed by the public.
The key word here is “public.” Many materials have been characterized and qualified for aerospace applications, but such qualifications are typically performed by OEMs who tend to hold their data very close. The time and expense of qualification makes the data such OEMs produce too valuable for public access, and the data’s association with a specific application often makes it proprietary. NCAMP’s testing program absorbs that time and expense and produces qualification data that can be used across the supply chain as a starting point to qualify a material for a specific application.
ATLAS Sector A, located adjacent to the campus of Spirit AeroSystems in Wichita, features this Engel manufacturing cell for automated compression molding and overmolding of thermoplasctic materials.
However, because qualification takes time and is costly, NCAMP must be selective about the materials it tests. These have included, over the years, Solvay 5320-1, Hexcel 8552, Toray TC250 and several others, and qualification data for all can be accessed via the NCAMP website.
NCAMP is led by NIAR director of advanced materials and processes Royal Lovingfoss, who oversees a bustling test facility full of students, researchers and equipment in various stages of material assessment. NCAMP’s facilities consist of two labs and a large-frame “house” where NCAMP operates 66 test frames. Lovingfoss says NCAMP tests, on average, 1,200 coupon tests per week, has 30,000 strain gauges on hand, offers 50- to 500,000-pound testing capability and can generate up to 60,000 pounds of torque. NCAMP also offers environmental testing systems, impact testing systems, a 13- x 26-foot autoclave and CNC machining.
Lovingfoss notes that 99% of the work done at NCAMP is for industry, thus documentation and traceability are critical to the lab’s credibility. “When a material fails here, we have to determine where that failure occurs,” Lovingfoss says. “How does it fail? And then does it actually meet any of the statistical modeling that the customer has in-house? It’s all tracked. We know exactly where everything’s supposed to be when it’s supposed to be there and who did it and why they did it. So full traceability for everything we do is very important.”

One of the newest manufacturing cells at ATLAS Sector A is this Cevotec fiber patch placement (FPP) system. ATLAS Sector A also features a Mikrosam toolless AFP system, a 13- x 26-foot autoclave, a prepregger and more.
That full traceability is an in-house developed coding system for tracking material as it moves through NIAR’s labs. Many of the staff here are students who, Lovingfoss notes, are as valuable to NCAMP as NCAMP is valuable to them. “They are a good labor source for me,” he says, “but it’s good for the university because these students get true hands-on experience. It’s one thing if you can regurgitate stuff back to a professor on the test. It’s different if you can say, ‘Yes, I’ve actually run a Keyence [measuring] machine or I’ve actually machined composites or I’ve performed testing.’”
NCAMP, he notes, is also adding other capabilities, primarily to enable testing of high-temperature materials. This includes installation of a 5,000°F mechanical testing system, as part of cooperation with Spirit AeroSystems (Wichita, Kan., U.S.) to evaluate ceramic matrix composites (CMC) and carbon-carbon materials. Environmental testing is also done at NCAMP, which, Lovingfoss notes, includes almost any environment.
One feature of NCAMP that Lovingfoss is quick to highlight is the fact that the labs employ a number of U.S. and non-U.S. students. The latter, he says, were a challenge because security limits restrict the data they can access. To address this, Lovingfoss directed development of a data management system that shields sensitive information while still allowing non-U.S. students access to the data they need to perform testing. “There’s enough here for the students to do their job,” Lovingfoss says, “but not so much that they know how many plies or the specific material system. They don’t know the customer, they don’t know how it applies. They don’t know what the end result is.”
Harter says NCAMP’s qualification efforts tend to follow composites industry material trends, thus some recent testing programs have focused on thermoplastic materials and, very recently, AM materials. Most notably, NCAMP has qualified ULTEM 9085, a PEI material supplied by SABIC (Houston, Texas, U.S.), in a Stratasys (Eden Prairie, Minn., U.S.) 900MC FFF 3D printer. Harter says this 24-month, $4.4 million qualification, funded by the U.S. government and industry partners for a defense application, was notable because it required use of a 3D printer that could provide the process control and repeatability necessary for the testing regime that NCAMP employed. Further, the characterization methods used are feeding new ASTM F-42 and D-20 industry standards. The ULTEM qualification, says Harter, has enabled a number of aerospace applications, including, among others, C-17 cooling ducts, a C-5 pressure door bell-crank and a C-5 window reveal.
NIAR: ATLAS
Leaving NCAMP behind, Harter leads us next to the Advanced Technologies Lab for Aerospace Systems (ATLAS), a multi-disciplinary manufacturing environment that features the who’s who of composites manufacturing technologies and processes. We were greeted there by the director of ATLAS, Waruna Seneviratne, who has managed ATLAS since it was founded in 2019 and clearly thrives in the technological playground he has created.

One of the newest additions to NIAR is the Innovation Campus, an amalgamation of technologies designed to help accelerate and optimize aerospace manufacturing processes. One of these technologies is robotics, shown here being worked on by a team of WSU students.
ATLAS is spread over two buildings: ATLAS (Sectors C, E, T and X) on the WSU campus, and ATLAS Sector A in a larger facility about 10 miles south, located in the Air Capital flight line on McConnell Air Force Base near the eastern edge of the Spirit AeroSystems campus. The facility is a former Boeing Military building NIAR now leases and operates. Combined, the two facilities offer a range of composites manufacturing technologies that span the gamut of composites fabrication.
Activity at ATLAS on the WSU campus revolves around two large systems. The first is an eight-tow Coriolis (Queven, France) automated fiber placement (AFP) machine, mounted on a multi-axis robot. The second is a monumental Electroimpact (Mukilteo, Wash., U.S.) AFP and automated tape laying (ATL) machine. It can lay down tows 0.25 or 0.5 inch side or, after a 10-minute head change, lay down 6-, 9- or 12-inch wide tape. It provides heating of fiber via infrared heaters, laser or from a Hereaus Noblelight (Gaithersburg, Md., U.S.) humm3 pulsed light system. The entire system is mounted on a robot that travels along a 36-foot rail. It also has a 20-foot rotator for a mandrel. A third bit of machinery — smaller but not less important — is a Mikrosam (Prilep, Macedonia) tape-slitting system with eight rewinding stations, which allows the lab to slit its own tows. It features an inline/in-process automatic inspection system.
“One of the things you’ll notice when you walk around is that this is not the tabletop typical university-type of equipment,” Seneviratne says. “The problem is, if you are from industry, when you take a project to production, you still have to do a lot of scaling studies. If you go to some of the manufacturing plants in industry, the AFP machines they have are pretty similar to the [Coriolis] machine as you see here. As a matter of fact, this one has more bells and whistles. Because of the industry-scale of this equipment, our partners don’t have to do all the scaling studies in between, which saves them a tremendous amount of time and money.” ATLAS, Seneviratne adds, can also serve as a pre-production facility, helping customers do process optimization and qualification over short runs, and then transfer that knowledge to the customer location for full-rate production.
Work at ATLAS, all industry-driven, says Seneviratne, obviously revolves around AFP/ATL and includes research on tow steering. While passing through the lab, it was impossible not to notice the students — 60-70 work here — programming and controlling the Coriolis and Electroimpact machines. And it was impossible to not wonder if these students fully comprehended the enormous opportunities labs like this offer.
“We are creating a pipeline of future engineers. NIAR has become an extension of our partners’ R&D labs,” Seneviratne contends, “and our students do the work. Even the large OEMs and Tier 1s want and need to come and use these machines because their R&D machines are tied up with production. Because of this, some of our students are getting four to six years of experience manufacturing real parts before they’re even out in industry.”
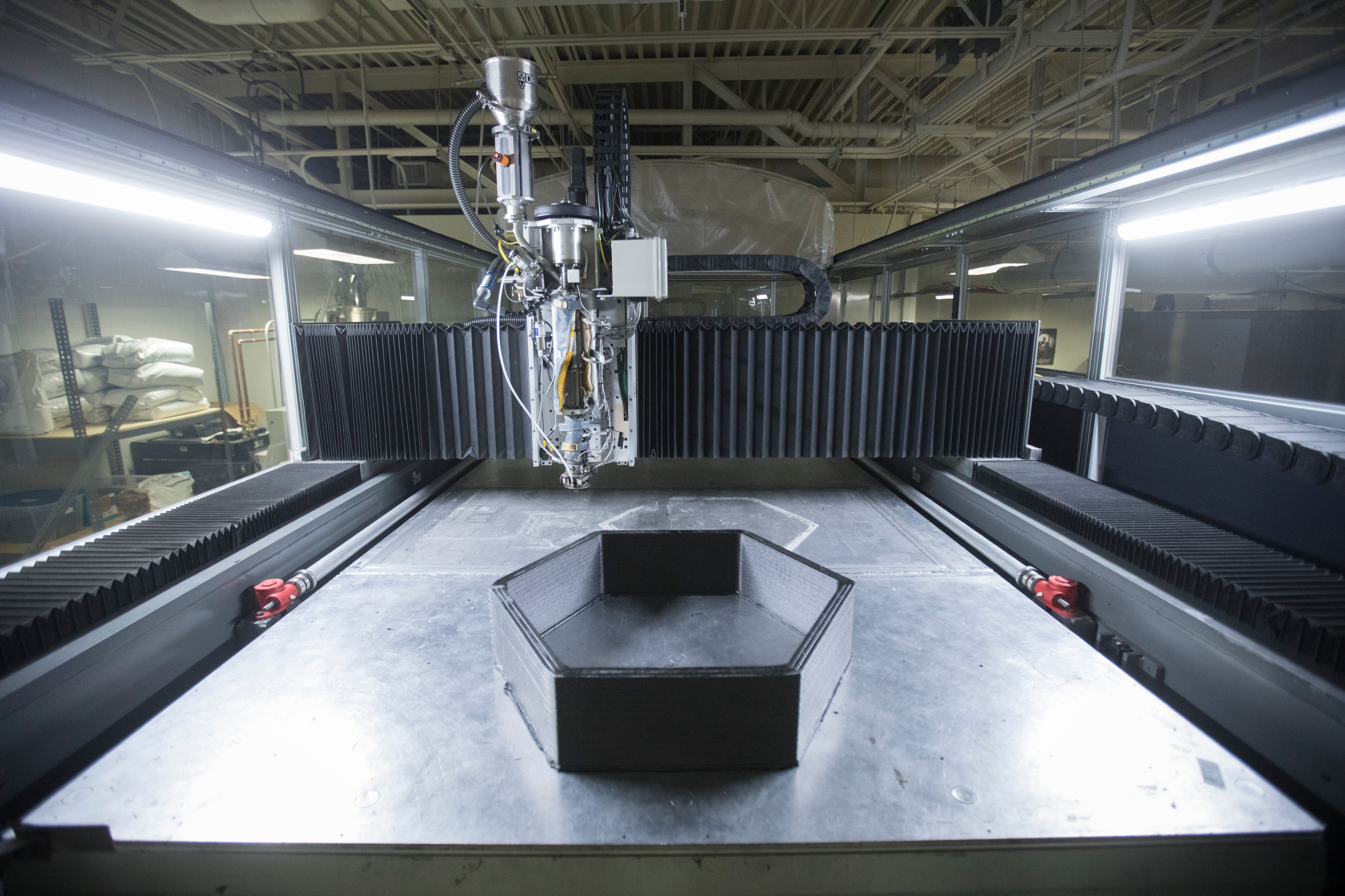
NIAR is increasingly focusing on development and deployment of additive manufacturing (AM) for aerospace production. This shows a large-format AM system at work in a NIAR lab. NIAR also recently qualified an AM material and system at NCAMP, NIAR’s qualification lab.
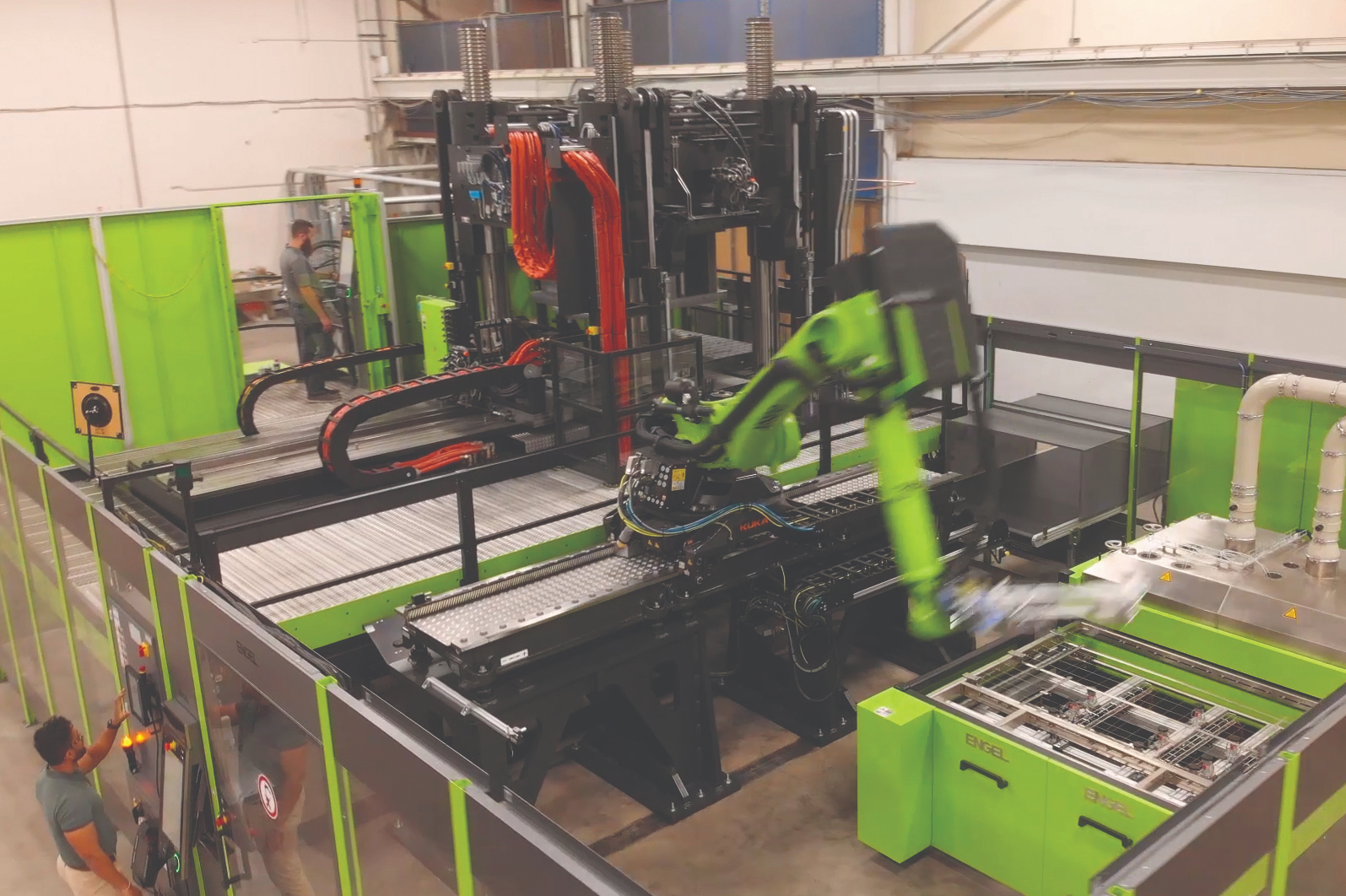
At ATLAS Sector A, one finds a next-gen version of ATLAS — substantially larger, with many more processing systems and equipment. This massive 120,000-square-foot space features another Electroimpact AFP machine, an enhanced SCRAM multi-axis 3D printing system (also from Electroimpact), a Cevotec (Unterhaching, Germany) fiber patch placement system, a Mikrosam dual-robot AFP system capable of toolless manufacturing, a fully-automated Engel (York, Pa., U.S.) 1,900-ton compression/injection/overmolding cell, an ASC Process Systems (Valencia, Calif., U.S.) 13-by-26-foot autoclave — “sized,” says Seneviratne, “for a next-gen single aisle fuselage section” — and in-situ AFP inspection capability.
Because ATLAS Sector A is new, not all of the machinery was up and running, but the Engel cell has been in place for some time and is fully functional. It is fully automated by a KUKA Robotics (Shelby Township, Mich., U.S.) six-axis robot and features an IR oven for preform heating and an injection system with 1,900-ton clamp for overmolding. During CW’s visit, the cell was processing Solvay Composite Materials (Alpharetta, Ga., U.S.) and Victrex (West Conshohocken, Pa., U.S.) thermoplastic tapes as part of a testing program to develop allowables for continuous fiber preforms combined with a discontinuous overmolded material.
Solvay’s presence at ATLAS Sector A is a strong one. The company has offices on the mezzanine overlooking the main floor and, in exchange for technical interchange and material support to NIAR, has access to ATLAS equipment to test new materials and formulations and conduct customer trials. Seneviratne notes that NIAR does not have strong materials science capabilities and thus sees the Solvay partnership as a way to augment its services “It’s a real partnership. It’s really a missing piece for us. And then this is just the beginning. This partnership can go in all kinds of directions.” Solvay, during CW’s visit, was using one of ATLAS’ AFP machines to conduct pre-production trials of a thermoset product.
Dominating the center of the ATLAS Sector A facility is JARVIS II (Joint Automated Repair Verification and Inspection System), a sizable automated system developed by NIAR to inspect composite rotor blades from Black Hawk helicopters. Seneviratne explains that Black Hawk blades are routinely inspected, but doing so means replacement blades must be available to support the fleet’s need, which can be a challenge. The U.S. Army needed a technology to efficiently inspect blades, identify areas in need of repair, repair the damaged region, inspect the repair that follows and provide a blade qualified for re-use.
Seneviratne says blades are mounted in JARVIS II in a wide bay that is serviced by a multi-axis, rail-mounted robot. The robot uses laser ablation to surgically remove paint from the blade, and then deploys laser shearography and thermography to identify the location of damaged areas. This is followed by automated scarfing of the damaged region and surface preparation using atmospheric plasma system. The repairs themselves are done by hand, followed by a final automated inspection to verify repair integrity.
JARVIS II, says Seneviratne, features a modular design so that it can be easily disassembled into multiple sections and shipped for delivery to the repair depot — “or anywhere that has an adequate power supply.” The particular JARVIS II that CW saw was being tested and qualified prior to delivery to the U.S. Army Corpus Christi Army Depot in Corpus Christi, Texas, U.S. In the meantime, Seneviratne notes, NIAR is working on development of JARVIS II.2, a gantry-based system that he hopes will be attractive to other industry partners. “This could really open some doors for us,” he says.
As we depart ATLAS Sector A, Seneviratne looks out on the construction work still being done. “This will be completely full very soon,” he notes. “And it is really a unique place, where any small to medium to large company can come and take an idea all the way to prototyping or prove out technologies and concepts without any capital expenditures or risks to them. On top of that, it’s a great opportunity for students to gain exposure not just to the technologies, but our industry partners as well.”

As the WSU campus has expanded, so has NIAR. The most recent addition to the NIAR labs is the Advanced Virtual Engineering and Test (AVET) lab, which focuses on development of virtual testing systems via correlation with data from physical testing regimes. The computational capability of AVET is a major strength of the lab.
NIAR: AVET
Perhaps the most startling and eye-opening laboratory at NIAR is the Jerry Moran Center for Advanced Virtual Engineering and Test (AVET) lab, located in a new facility that opened in early 2020 on the eastern edge of the WSU campus. Work here is led by director Gerardo Olivares, who explains that the primary goal of AVET is to pursue the development and validation of virtual mathematical modeling techniques that allow aerospace manufacturers to minimize full-scale physical testing from the Conceptual Design state to Certification by Analysis. Such virtual testing or virtual qualification has been a dream of composites aerostructures manufacturing for years, and it seems likely that AVET possesses one of the densest concentrations of such technology in the world.
“What I have been working on for the last 25 years is developing what I call a physics-based modeling approach,” Olivares explains. “The idea behind the physics-based modeling approach is to reduce full-scale physical testing and replace it with numerical models supported with coupon and component level testing using the traditional building block approach. This physics-based modeling approach does not require me to conduct a full-scale test to calibrate my model. Instead, I can do that with very simple building block experiments. Then, I should be able use the model to predict the outcome of the full-scale test. So, as we get into this type of physics-based modeling, the whole idea is that little by little through the years, we’re going to start transitioning from everything being based on full-scale physical tests to virtual testing.”
Olivares says most of AVET’s efforts revolve around five basic functions: Methods, workforce, computation, experimentation and software. As a result, not surprisingly, high-performance computing dominates at the facility. That said, however, Olivares points out that the core of AVET’s work stems from good physical testing data at the coupon and component level. He explains that reducing the amount of physical testing demanded by the traditional testing pyramid — with coupon testing at the base, followed by element testing above that, subcomponent testing above that and then final full component testing at the top — can be done only if the basic physical testing of coupons is preserved. It’s easy, he says, to apply physical coupon test data to component testing in a virtual environment, but it’s not possible to convert virtual component testing to create virtual coupon data.
“If I don’t have good experimental techniques at the coupon level, and if I don’t have good protocols, then my model will be garbage,” Olivares stresses. “So the core of the simulation starts by having good experimental data that captures the physics of the simulation, and one of the challenges that we have had is that a lot of the international standards that you have for material testing don’t cover all the parameters that we need to collect for dynamic simulation. So, we have spent a lot of time developing our own standards. That way, we have consistency in how we conduct our testing, and the traceability that comes with that is very important if we want to do certification by analysis.”
Because physical building block testing is so important, Olivares says students who want to work at AVET must first gain experience in a physical testing environment so that they can develop an understanding of the discipline that the virtual testing is attempting to replicate. This is typically done in AVET’s building block test lab, which features three traditional MTS test frames, a servo-hydraulic MTS biaxial load frame and a drop tower. But the biggest physical testing system in the lab is a large crash sled, used to evaluate seat performance in aircraft emergency landing events. Anthropometric Test Dummies, in a variety of shapes and sizes, are placed in seats on the test sled and then accelerated on the sled into a barrier to assess the horizontal and vertical force effects on passengers (dummies). The sled, which Olivares says can replicate any type of dynamic aircraft emergency landing event, can generate up to 99G of forces and accommodate a payload of up to 3,000 pounds. The system also produces prodigious amounts of data — 10,000 data samples per second and 1,000 frames per second video. These data are then correlated with virtual test data to optimize the latter.

Gerardo Olivares, who directs AVET, says development of reliable virtual testing protocols depends on deployment of reliable physical testing systems. A centerpiece of AVET is this test sled system, designed to evaluate performance of seat structures in dynamic crash events. The sled can generate up to 99G of force and produces 10,000 data samples per second.
In fact, this robust exchange of data between physical and virtual testing has made AVET an expert as well on the use of test data to drive design optimization. This leads as well to the digital twin — correlating as-manufactured to as-design data — which Olivares believes will drive innovation at AVET and in the composites industry by forcing different testing disciplines to work together more collaboratively. “One of the things that we’re trying to do with digital engineering is link the source of truth to a virtual engineering multi-physics environment,” Olivares says. “So, as you start designing and optimizing a new system, you always take into consideration the latest revision. By using this multi-physics virtual environment, as you’re optimizing for aerodynamics, you can link the aerodynamic model to the structural model and evaluate the effect of optimization on the structural performance. Sometimes what you optimize for one discipline is not necessarily good for the others, right? And you don’t find that you have a problem until you throw it over the wall. But if we start optimizing and linking all those disciplines together early on in the process, then you can start gaining a better understanding of the overall system performance.”
NIAR: ASTEC
The NIAR facility furthest afield is located on the outskirts of northern Wichita, in what was originally built as a stadium. Today, it is the home of NIAR’s Aircraft Structural Test & Evaluation Center (ASTEC), and in terms of size and scope, it is the most impressive facility in the institute’s arsenal, and the third largest structural testing facility in the world.
Entering the building, walking onto what used to be the main floor of the stadium, and surrounded by what used to be seating, we are immediately confronted by multiple aircraft test rigs in various states of use, dominated in the center by a Northrop Grumman MQ-4C Triton unmanned aircraft system (UAS) mounted in a massive rig undergoing a maximum wing deflection load test for the U.S. Navy. The MQ-4C, with a wingspan of 130 feet, is being acted on by over 100 cylinders and measured by thousands of channels of load, strain, pressure and temperature feedback.
Harter notes that testing here is highly methodical and performed very carefully, so a typical multiple life-time full-scale test program takes several years to complete. The Triton, because of its physical size, breadth of inspections and overall complexity will take more than five years to complete testing. The advanced AeroPro load control software, provided by MTS Systems (Eden Prairie, Minn., U.S.), used on the setup is programmed to ensure hundreds of control inputs all deliver applied loading to the test setup very accurately. If any portions of the test loads are lagging others, the logic slows the control channels until the lagging ones catch up within tolerance before advancing to the next test sequence, Harter says. “So there’s just there’s a lot of moving parts.”
Harter notes that the wing tips, under maximum load, will deflect several feet. At intervals between test portions, NIAR will inspect the airframe, assess for damage and repair or document damage found following guidance from the Navy. One of the broader goals of the Triton test, says Harter, is to help the Navy extend the service time of the aircraft between inspections. If, with NIAR’s help, the Navy can identify structural “hotspots” on the plane, then inspections can be more targeted and may be performed less frequently.

NIAR’s Aircraft Structural Test & Evaluation Center (ASTEC) is located on the north side of Wichita in what used to be a coliseum. It’s the third largest aerostructures test facility in the world and home to NIAR’s aircraft digitization programs.
Also here is a General Atomics MQ-9B SkyGuardian UAS, which will be going through a full-scale cyclic test as part of an effort to certify the plane for flight over populated areas. “This is a potentially big problem in Europe, where population is more dense,” Harter says. “If there’s an emergency situation, you need the ability to fly a UAS in civil airspace. The goal is to certify it like a manned aircraft to give you the confidence that you’re going to have minimal structural failures and thus minimal risk of catastrophic failure over a residential area.”
Just past the MQ-4C test rig, and just as difficult to miss, is a 137-foot wingspan B-1 bomber in the midst of teardown. The Air Force, in an effort to improve the readiness level of the B-1, retired 17 B-1s from service, many of which required a high amount of maintenance, so that parts from them could be harvested for the remaining in-service craft. One of those was sent to NIAR and had logged the most service hours — approximately 10,500. NIAR also has another B-1 that was retrieved from AMARG after being retired nearly 20 years ago. “We received wings, tails, nacelles and fuselages. Between the two physical articles, we will be able to create a full digital twin,” Harter says. “We’re tearing it down completely, we’re using high fidelity inspections to find all the cracks, the corrosion, basically anything that’s going to affect safety of flight.” NIAR is also digitally scanning and cataloging each part, correlating it to 2D data from the original design, and then sharing that data with U.S. Air Force repair depots to help guide and simplify work on the planes. NIAR will continue to support the B-1 program through 2028 and will be expanded to systems and weapons digital integration.
Leaving the stadium, Harter leads us into a smaller, low-ceiling building due east, where NIAR’s other teardown work is done. Here, we find several military vehicles — ground- and air-based — also lacking digitized designs, being deconstructed and, like the B-1, digitally scanned and cataloged to create a digital twin. Craft in here include an F-16 fighter, an F-18 fighter and an M113 armored personnel carrier.
While walking this space, Harter notes that one of the choke points of the teardown process is digitization. Converting a physical part to a digital model and correlating it with a 2D design requires expertise in reverse engineering and CAD. WSU students are obviously good candidates, but the volume of work is such that staffing has become a challenge. One solution has been for WSU to work with area high schools to train students on how to use Dassault Systèmes’ (Waltham, Mass., U.S.) 3DExperience platform and then hire those students to work at NIAR.

Inside ASTEC is a series of static testing rigs. Shown here is a General Atoics MQ-9 Reaper UAS going throught structural testing as part of an effort to certify the plane for use over civil areas. During CW’s visit, ASTEC was testing a Northrop Grumman MQ-4C Triton UAS for the U.S. Navy as part of an effort to help the Navy optimize the aircraft’s maintenance plan.
“The director of our CAD/CAM lab set up a program with local high schools and now we’ve got a full $30,000 CATIA license in almost all the high schools around Wichita,” Harter reports. “We’ve just expanded to Oklahoma. These students get college course credit, they’re learning CATIA and we can hire them right out of high school. I spoke with the dean of engineering about this. He said their retention rate is going up because kids are learning early on what engineering is about, which is invaluable.”
Where it all began
The NIAR tour ends back on the WSU campus in NIAR administration offices, sitting with John Tomblin. He’s led NIAR since 1994 and has, obviously, been a major force behind the growth and expansion of the institute. Tomblin says NIAR’s success is rooted firmly in its founding premise — collaboration with industry. All of the innovation and creativity found at the institute is focused on helping aerospace industry partners solve manufacturing challenges, supported and augmented by a teaching/learning environment that produces graduates with a uniquely significant amount of on-the-job training.
“We are heavily focused on applied learning,” Tomblin says. “At a lot of universities, people obtain research grants and get grad students to work on research projects. This is great, but what about the undergrads? At NIAR, we bring industry projects that allow undergrad students to work on actual problems and actual programs, and they then build up their experience and leave WSU ready to work. And then we layer that manufacturing capability with testing. It’s a great combination.”
What does the future hold for Tomblin and NIAR? “I have too many years left,” he says. “We’re having too much fun. ATLAS has been a big step for us. We are just so constrained here on campus, but if you can get into some of those old Boeing facilities, your potential for expansion grows enormously.”
Beyond the technology, however, Tomblin sees clearly how industry is putting pressure on the composites supply chain — and NIAR — to expand material applicability. And much of that depends on NCAMP. “NCAMP is a huge cornerstone for us,” Tomblin says. “Being able to qualify advanced materials for emerging markets like advanced air mobility, we can link up allowables for thermosets, and then AFP for thermosets, and then thermoplastics as well. And then you throw 3D printing into the mix, chopped fiber, overmolding. Technologies are coming together.”
A decade from now, Tomblin says, expect more of the same from NIAR: “We’ll be supporting industry, solving problems, qualifying materials and providing a space for industry to try before they buy.”








Related Content

Milliken & Co. partners with MMI Textiles to offer Tegris thermoplastic
The commercial market partnership enables easier access to the Tegris thermoplastic composite fabric for defense customers in the quantities that they require.
Read More
US Air Force selects Integris Composites ballistic body armor
Cratus Wave armor is thin, lightweight and reduces heat stress, providing buoyant personal protection for the 582nd Helicopter Group.
Read More
Farnborough Airshow 2024 brings together aerospace innovation, collaboration
The week-long international airshow provided a hub for new announcements made by Boom Supersonic, Airbus, Boeing, GKN, GE, ZeroAvia, Eve, Bell, VoltAero, Eve and Lilium. CW has compiled several below.
Read More
LifePort acquires Aeromatrix Composites advanced materials line
The aircraft manufacturer solidifies its capability to provide next-generation advanced materials solutions to aerospace and defense customers.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More