
Plant tour: A&P, Cincinnati, OH
A&P has made a name for itself as a braider, but the depth and breadth of its technical aptitude comes into sharp focus with a peek behind usually closed doors.


A&P Technology’s operations include manufacture of braided carbon fiber and glass fiber preforms for a variety of end-markets and applications. Here, A&P makes 290 frames per aircraft for the Boeing 787, 161 of which are unique. One of these A&P braider/ mandrel systems can produce 4 preforms, enough to make 8 frames, in one shift, and the system is operated by one of the most complex and highly engineered programs that the company has developed.
Source (all images) | A&P Technology
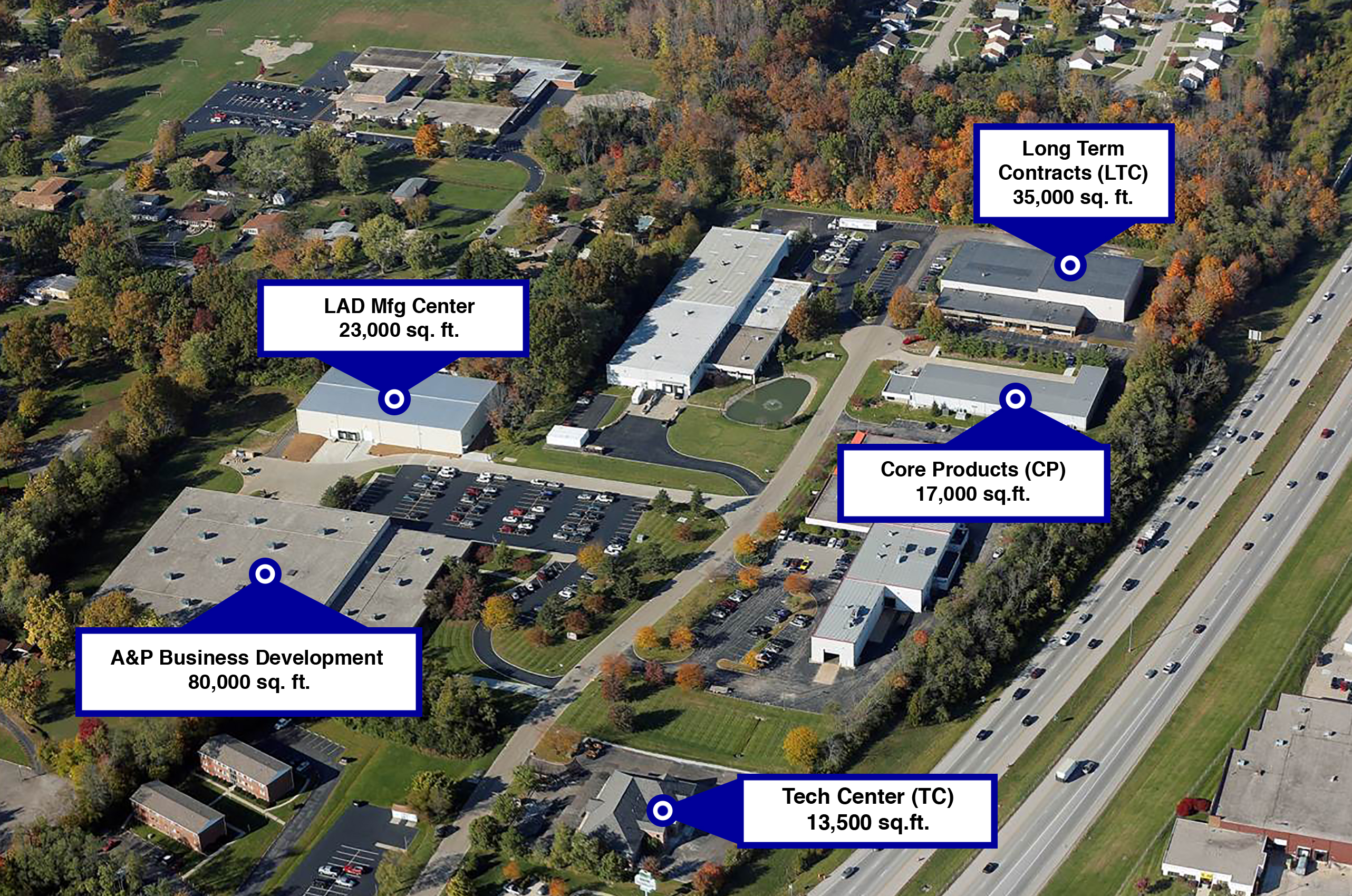
Aerial view of the A&P Technology campus in Cincinnati, OH, US.

Carbon fiber fabric like this is braided as a tube and then either flattened or slit before being wound onto a spool for shipment. Aircraft engine fan cases manufactured by A&P use material in this format.

A&P’s lab is where the company does prototyping, builds layup tools and conducts hydraulic burst tests. Also included is a large layup table, a small commercially available braider, nondestructive testing equipment, a freezer for prepreg storage and a walk-in Wisconsin Oven.

Shown here is the other half of A&P’s lab. During CW’s tour, products in development included a next-generation jet engine fan case, a composite gear for a helicopter project, a nacelle tool and a few proprietary products that, curiously, have nothing to do with composites, but a lot to do with braiding.

This radio dish, made with A&P braided carbon fiber fabrics, is part of the Square Kilometre Array, a multinational effort to deploy thousands of high-performance radio telescopes in remote regions of South Africa and Australia to receive space-based radio signals. Read more about the Square Kilometre Array here.

In its Fabrics Building, A&P manufactures a braided thermoplastic preform for Expliseat’s trademarked TiSeat (Titanium Seat). Weighing in at just 4 kg, it features composite preforms made by braiding narrow slit thermoplastic tapes. TiSeat is being outfitted for the Airbus A320, saving Airbus about 2,090 kg per aircraft compared to competitive materials and products.

Bridge pillars and other support systems like this can be rehabilitated and strengthened by the application of A&P carbon fiber fabrics.



In the composites industry, there are a few manufacturing processes that, on the face of it, appear relatively straightforward and easily done. The braiding of fiber reinforcements is, arguably, one of them. Braiding, in fact, is done by a fair number of fabricators. Indeed, acquiring and using a braider to make carbon fiber or glass fiber preforms, sleeves and/or fabrics can be accomplished without a monumental investment of money or time.
There are few companies in the world, however, that have made braiding the focus of all of their attention, expertise, investment and strategy. Fewer still enjoy the reputation established by A&P Technology Inc. (Cincinnati, OH, US) for technical and artistic excellence and breadth of experience with virtually every fiber reinforcement in use today.



What’s in the name?
The A&P is derived from Atkins & Pearce Manufacturing Co., founded in 1817 to produce cotton processing machinery. Atkins & Pearce eventually began braiding cotton for a variety of end-markets. This continued through the middle 19th and into the 20th Centuries. In 1986, as the modern composites industry began to take shape, Atkins & Pearce saw an opportunity to apply its braiding know-how to composites fabrication and created A&P Technology as an R&D unit to evaluate braiding of technical fibers. The A&P Technology business grew during the following decade and, in 1995, became a wholly owned subsidiary of Atkins & Pearce. In 1997, the company took the additional step of spinning off A&P Technology as an independent company. Today, it is wholly owned by its president, Andrew Head.
A&P Technology is spread out over five buildings on a campus located on the east side of the Cincinnati metropolitan area. Visitors are welcomed at the 1,255m2 Tech Center, a building near the main entrance of the campus. It was here that Pam Schneider, COO, and Mike Braley, VP, application engineering, greeted CW for this tour. Schneider traces her A&P roots back more than 30 years to the company’s founding. Braley joined A&P more than 20 years ago, coming from GE Aviation (Evendale, OH, US), one of A&P’s longstanding customers.
Sitting on the top floor of the Tech Center, amongst samples of parts derived from A&P’s braiding contracts, along with legacy photos from Atkins & Pearce’s early days, Schneider explains that A&P’s success derives primarily from its ability to custom-engineer material solutions to meet myriad mechanical and physical requirements. And this is possible because A&P’s braiding equipment is developed and manufactured in-house, which means that the company is intimately tied to its technology, from concept to development to fabrication.
Braley claims that the braiding of fiber reinforcements offers a set of material capabilities not found anywhere else in the composites industry. “Basically,” he says, “we can change fiber architecture to meet any specific dimension and any specific mechanical requirements.”
Braiding 101
Understanding this statement requires an understanding of braiding itself. At the most basic level, a braid is a system of continuous, mechanically interlocked fibers of either two or three orientations. The yarn is wound around a cylindrical bobbin and the bobbin is mounted on a carrier. Multiple carriers are then attached to a braider plate with a serpentine track that guides the carriers. Yarn is drawn from each carrier to the formation plane above the braider track. The braider can be oriented horizontally or vertically, and its size (number of carriers) dictates the diameter of the finished braided part.
The geometry of the finished braid depends on the mandrel shape and size, as well as braider configuration, and is used to make sleeves, 2D preforms and flat fabrics. In all cases, braiding done well offers a fiber structure that is continuous, consistent and evenly distributed, which conveys to the finished composite part excellent impact and crack propagation resistance.
The customization of fabric architecture that Braley referenced is made possible by the variables that can be tuned for a braid: Number of fiber types (carbon, glass, aramid, natural, thermoplastic or hybrid), architecture (biaxial, triaxial, triax/biax or unidirectional), number of carriers, yarn angle (fixed or varying), yarn tension, braiding speed and mandrel shape.
A&P Technology, says Schneider, operates braiding machines ranging in size from 3 to 800 carriers, with more than 40 sizes in between, producing a range of preforms and products using carbon fiber, glass fiber, aramid fiber and more. The 800-carrier braider is massive — more than 13m in diameter — the largest in the world. A&P’s line of machinery is constantly evolving, with new machine sizes added often to meet specific customer requirements. In 2016, A&P produced more than 453.6 MT of braided products, with annual growth of 15-20% expected during the next few years. A&P’s largest end-market is aerospace, says Schneider, but the company also makes braided products for automotive, recreational and infrastructure applications.
Braley says A&P owes much of its success to its ability to braid well and, in the process, help customers solve difficult problems. Most often, he says, customers will come to A&P with a metallic part that is failing in some way, and all other solutions have fallen short. “We’ve been extremely focused on this for a very long time,” he says of braiding. “We have the equipment, history, knowledge and expertise to develop customized solutions. In fact,” he contends, “some of our customers are a little overwhelmed by our custom capabilities.”
The tour’s first stop after leaving the Tech Center’s display area is downstairs in the prototype lab, where the “tech” is actually done. A&P does not make composite parts for sale, but instead created a space for customers to expedite their prototyping processes. Down here, A&P does prototyping for customers, and also builds layup tools and conducts hydraulic burst tests. Also included is a large layup table, a small commercially available braider, nondestructive testing equipment, a freezer for prepreg storage and a walk-in Wisconsin Oven (East Troy, WI, US).
Visible throughout are a variety of parts in differing stages of manufacture and assessment. Among them are a next-generation jet-engine fan case, a composite gear for a helicopter project, a nacelle tool and a few proprietary products that, curiously, have nothing to do with composites. These are not out of place, however, says Braley: “We are engineered to pursue high-risk, high-payoff-type projects. We are always looking for opportunities to put our technology to work.”
Behind closed doors
From here the tour proceeds behind closed doors to an area CW is allowed to visit with the understanding that all observations specific to applications and machinery will be kept confidential. A&P, in fact, typically does not permit plant tours in order to protect the proprietary nature of its customers’ designs and its state-of-the-art technology. In fact, only US astronaut Neil Armstrong has been given a full tour. CW’s visit, a rare exception, had been arranged to enable the industry it serves to better understand A&P’s broad capabilities.
Next stop is the Long-Term Contracts building, a 3,250m2 facility on the north edge of the campus. It’s here that we find A&P systems at work, as the name implies, on braiding projects for multi-year projects — those which, Braley says, are static and cannot change. The first on view involves an impressive and complicated array of braiders and mandrels that manufactures carbon fiber preforms for fuselage frames destined for the The Boeing Co.’s (Chicago, IL, US) 787-8 Dreamliner. A&P makes 290 frames per aircraft for Boeing, 161 of which are unique. In one shift, one of these A&P braider/mandrel systems produces four preforms, from which are made eight frames, and the system that does this is operated by one of the most complex and highly engineered software programs the company has yet developed.
Schneider and Braley then point out a large workcell with a braider in operation to make carbon fiber fan case preforms for GE Aviation’s GEnx engine. This preform comes off the braider as a cylinder, which is then fed up to a mezzanine over the braider, flattened and slit to create a two-layer fabric, wound onto a spool and then shipped to GE Aviation’s jet engine facility in Batesville, MS, US (see “Plant Tour: GE Aviation”). Braley says consistency here is critical, because a fan case is engineered to contain a “blade out” event, where a fan blade detaches during operation (a rare occurrence) and impacts the case: “Every layer must be, and is, the same,” he says. “From an impact standpoint, it’s extremely consistent.” In addition to the GEnx, A&P provides braided fan case preforms for the GE CF6-80C2, Honeywell Aerospace’s (Pheonix, AZ, US) HTF7000 family of engines and for Williams International’s (Commerce Township, MI, US) FJ44-4 engine.
Next is a 336-carrier braider, making carbon fiber preforms for the LEAP 1B/2B engines, as well as the GEnx. Following that is a complex system braiding carbon and aramid fibers to make preforms for stator vanes on a Honeywell engine. This braider, CW is told, accommodates seven design variations, yet functions entirely without human supervision.
Schneider and Braley lead the way out of the LTC building and head on to the Core Products Building. Built just 2 years ago, it’s A&P’s newest. There are 20 different-sized braiders here (the largest equipped with 400 carriers), multiples of many sizes, and the majority are running at any given time. The constant “clack-clacking” of rotating carriers makes it one of the noisiest facilities on the campus. The all-new equipment housed here focuses on high-speed braiding of sleevings for a variety of applications, including over-road trucking emissions insulation, aircraft wing structures, prosthetics, hockey sticks and baseball bats.
Next stop is the Fabrics Building, where A&P makes its four off-the-shelf braided fabrics, QISO, Bimax, ZERO and TX-45, for a variety of applications. QISO, on the market for about five years, is a quasi-isotropic fabric designed for composite tooling, infrastructure repair and automotive applications. Material combinations vary depending on the application and include aerospace-grade and industrial-grade carbon fiber. Fabrics come in several areal weights and widths.
Bimax is a stabilized ±45° material commonly used in hockey sticks, large radio signal dishes and automotive parts. Fiber type here is a hybrid of carbon and glass, with thermoplastic axials added to stabilize fabric architecture during layup. Bauer Hockey Corp. (Exeter, NH, US), A&P tells us, switched from woven carbon fiber to Bimax for its hockey sticks and, in the process, reduced material use by 7%.
ZERO, A&P’s only unbraided fabric, was originally designed for the F-22 program. This nonwoven unidirectional fabric has virtually no crimp and is offered in various ounce weights.
TX-45 is A&P’s newest fabric, a ±45°, 193-g/m2, 2x2 twill delivered on carrier paper to enable easy handling and consistent fiber orientation. Braley says TX-45 was developed by A&P for an aerospace customer interested in a substitute for ±45° plain-weave prepreg.
Also in the Fabrics Building, A&P manufactures a braided thermoplastic preform for Expliseat’s (Paris, France) trademarked TiSeat (Titanium Seat). Weighing in at just 4 kg, Expliseat calls it the lightest aircraft seat in the world. It features composite preforms made by braiding narrow slit thermoplastic tapes, which Braley says tend to be stiffer than yarn and, thus, are more difficult to braid. TiSeat is being outfitted for the Airbus A320, saving Airbus about 2,090 kg per aircraft compared to competitive materials and products.
The largest structure on the A&P campus is the Business Development Building, a 7,430m2 facility that serves as a manufacturing hub for a variety of military, industrial and aerospace projects — particularly engine-related. On the walk-through, Braley points out braiding systems in development for GE engine flow-path spacers, a GE9X engine preform system undergoing qualification (the GE9X will power the forthcoming Boeing 777X), GEnx body plies, a fan case braider for a Williams engine and a Honeywell engine fan case preform.
Here, too, is the Automation Room, in which A&P assesses robotics and similar technologies to help speed braiding production rates. This includes a multi-axis robot to assist mandrel loading and development of more advanced overbraiding techniques. Also under evaluation is dynamic scheduling software with real-time braider feedback and vision systems used for in-process inspection. “We feel like we are at the forefront of braiding capability,” Braley notes, “but there is always opportunity to improve, and we have to drive that.”
Going forward
Back in the Tech Center, CW meets Andy Head, who is universally described as A&P’s technical and mechanical driving force. Asked to describe A&P’s place in the composites supply chain, he lists four strengths: Strong numerical control, good digital design, excellent in-house mechanical capability and flexibility inherent to the braiding process itself.
This capability mix, says Head, has put A&P in a unique position in the composites industry: A source of highly engineered, advanced braided solutions that are difficult to find elsewhere because of braiding’s high barrier to entry.
“Our organization is based on the mutually compelling interest in making our customer successful,” he adds. “Our ability to design and build machinery in-house allows us to provide our customers with optimal solutions within a short timeframe. This design flexibility puts A&P at the forefront of braiding technology, a position we take very seriously.”
“Admittedly,” says Head, “our sole source position is unique, but we have a long history of supporting large-volume programs, programs with requirements met only by our machinery. We pride ourselves on our ability to not only meet these requirements, but to surpass our customers’ expectations of quality and service.”
Looking back on how far A&P has come, and at the composites industry’s focus, today, on speed of manufacture, cycle time, automation, process control and consistency, Schneider sees A&P well aligned with these goals and ready to meet preforming needs in the aerospace, automotive and industrial sectors and beyond. “It’s been a great 20 years,” she says, “but we’re not done.”







.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
The lessons behind OceanGate
Carbon fiber composites faced much criticism in the wake of the OceanGate submersible accident. CW’s publisher Jeff Sloan explains that it’s not that simple.
Read More
Recycling end-of-life composite parts: New methods, markets
From infrastructure solutions to consumer products, Polish recycler Anmet and Netherlands-based researchers are developing new methods for repurposing wind turbine blades and other composite parts.
Read More
TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read MoreRead Next

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More