
AFP/ATL design-to-manufacture: Bridging the gap
Managing production of a structure made via fiber or tape placement often requires software-aided manipulation of the subtle differences between that which is designed and that which can be manufactured.

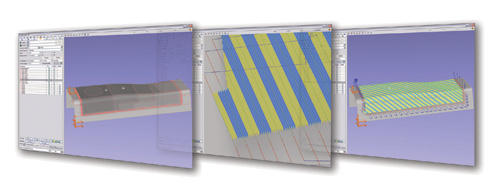
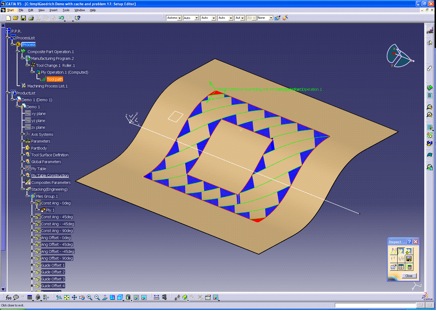
This series of screen shots shows a layup sequence for a spar as it is programmed in CGTech’s VERICUT Composite Programming (VCP) software. VCP reads the CAD surface and ply-boundary data and adds material to fill the plies, according to user-specified manufacturing standards and requirements. Then layup paths are linked to form specific layup sequences and, finally, are output as machine code. Source: CGTech
Makidea (Prilep, Macedonia) is preparing to enter the machine-independent fiber/tape placement programming market with its Mikroplace software, originally designed for Prilep-based sister company Mikrosam's new AFP system. Source: Makidea

MAG Cincinnati’s (Hebron, Ky.) CM100 AFP control system shown here is designed to control and manage placement of up to 32 carbon fiber tows on a tool surface, abased on machine operating instructions (G-Code) created from part design data. Software that manages the transition between the machine and the CAD data is evolving as part complexity grows. Source: MAG Cincinnati
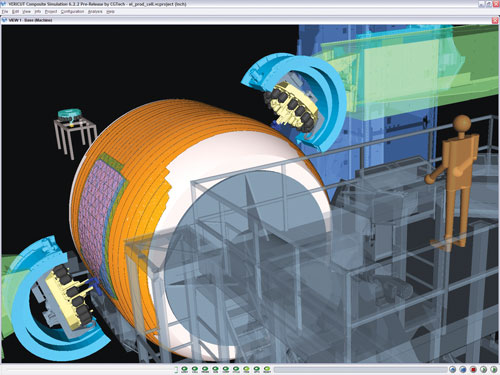
AFP manufacturer ElectroImpact (Mukilteo, Wash.) selected third-party source CGTech (Irvine, Calif.) to provide machine-independent programming software for its equipment. Here, this screen shot from CGTech’s VERICUT Composite Simulation (VCS) depicts an ElectroImpact product cell with two automated fiber placement (AFP) heads. Source: CGTech
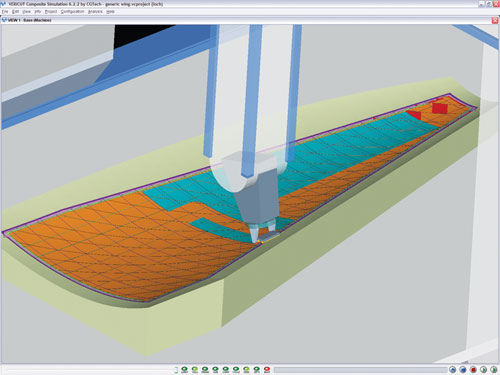
This simulation screenshot from CGTech’s VERICUT Composite Simulation (VCS) shows several layers of composite material that have been placed for a wing panel. The sections in red indicate errors that have been detected by the simulation software. Source: CGTech
Ingersoll Machine Tool Inc. (Rockford, Ill.) offers four modules in its Composite Software Suite: the Integrated Composite Programming System, a Composite Post Processor, a Composite Simulation System and Composite Front End. Source: Ingersoll Machine Tool
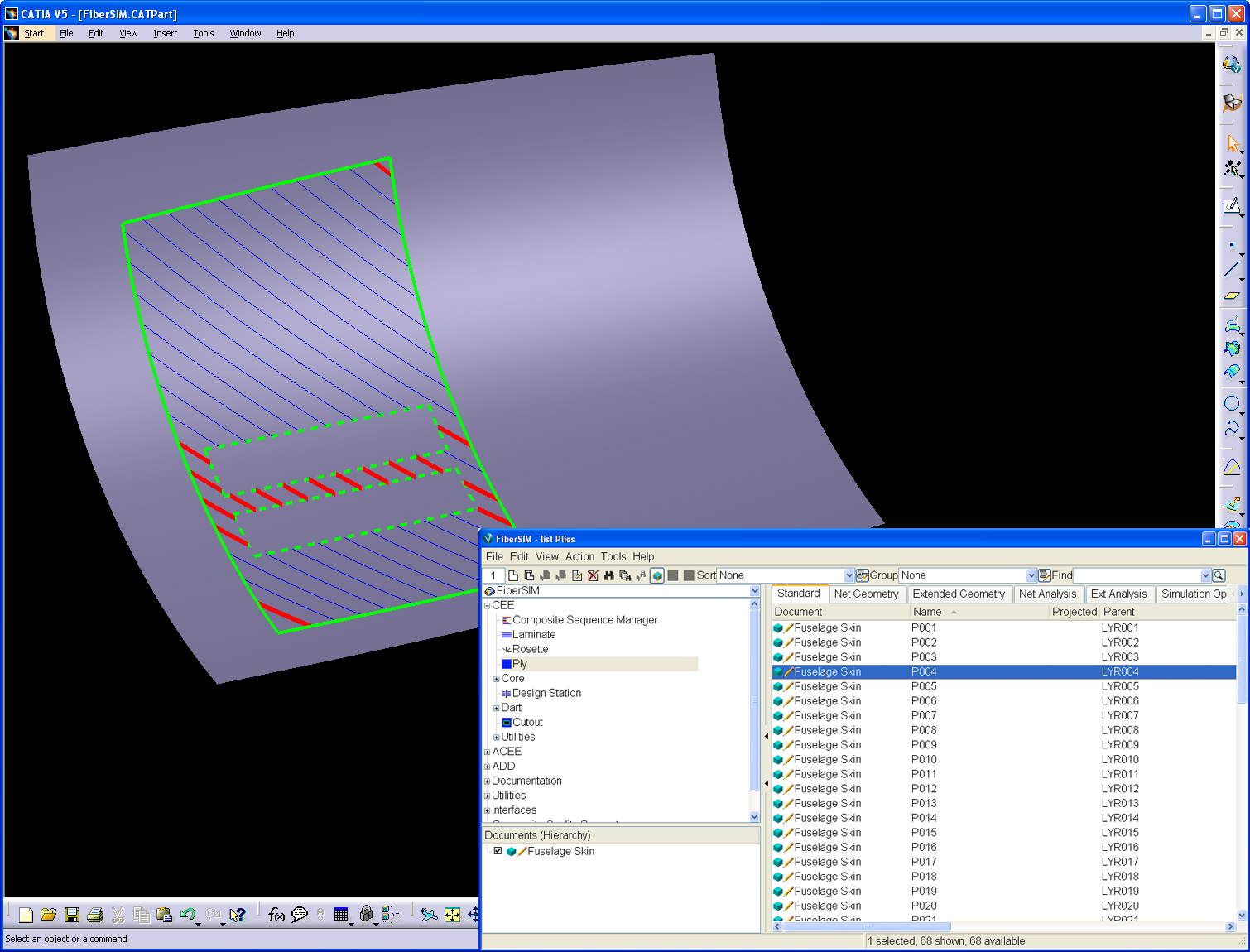
Waltham, Mass.-based VISTAGY Inc.’s FiberSIM software simulates a fiber-placed aircraft fuselage panel. The solid green line indicates the outer boundary of a composite ply with two openings; the dashed green line shows the inner boundary; the blue lines indicate the orientation of the fiber paths; the red lines highlight the areas that cannot be manufactured as designed due to minimum course length limitations of the automated fiber placement (AFP) machine. Source: VISTAGY


Automated fiber placement (AFP) and automated tape laying (ATL) advances over the past decade have enabled The Boeing Co. (Seattle, Wash.), Airbus (Toulouse, France), and a growing number of other aircraft OEMs and tier suppliers, for the first time, to manufacture large commercial aircraft structures almost entirely of carbon fiber composites. And the speed, accuracy and efficiency with which today’s AFP and ATL equipment can lay down carbon fiber material holds much promise for volume applications outside the aerospace market.
Although AFP and ATL speed and efficiency owe much to advances in tape/fiber heads, robotics and other mechanical equipment, the programming and control software that drives the systems is of vital importance because it forms the design/manufacturing interface, bridging the gap between the part as designed and the part the AFP/ATL process actually can manufacture. Further, production engineers rely on this software to anticipate and manage a host of variables in what have become, arguably, the most sophisticated and challenging manufacturing processes in the composites industry.



Offline programming 101
The finished components that emerge from ATL and AFP processes begin life in the CAD environment, where designs are created, tweaked and then, in many cases, evaluated via finite element analysis (FEA). In an ideal world of 100 percent data portability, that CAD application would not only support design with composite materials but also would “know” the capabilities of all AFP/ATL systems as well as all of the physical limits of fiber tow and tape when it’s placed on convex or concave surfaces. All of this knowledge would be incorporated automatically into the design by the CAD system, thus preventing the designer from unwittingly creating a product or structure that violates principles of manufacturability. This pristine CAD data then would be handed off to a second software package that would convert the design information to programming code, which would feed the control software of the AFP/ATL system. Primarily the province of AFP/ATL machinery makers today, this offline programming software, in the ideal world, would understand and cater to the AFP/ATL equipment. It would know the physical limits of the placement head on the AFP/ATL machinery, it would know what type of material was being placed (tape or tows), and it would know the maximum radii of that material. In this way, a design would pass from the designer all the way through FEA, programming and machine control with little or no human intervention necessary to clean up the data, enabling it to move from software platform to software platform.In the real world, however, there is no such thing as complete data portability. “From a customer point of view, they’d like the data path to be seamless,” says John Melilli, vice president of AFP/ATL machinery maker Accudyne Systems Inc. (Newark, Del.). “But I don’t think that model really exists.” Most CAD systems, though somewhat composites-aware, are not attuned to the limits and capabilities of all AFP/ATL systems. It is possible, if not probable, that designs emerging from the mind of the designer are, in some way, not manufacturable via AFP/ATL. For example, what might have seemed to the designer like a relatively simple placement of fiber tapes over a contoured surface in the CAD environment can become, in the ATL production environment, a difficult or impossible geometry to construct. This CAD system insensitivity to AFP/ATL complexities means that the user must adapt the design for the machine to account for machinery and material limitations. This disparity between ideal and real has given rise to offline programming or computer-aided manufacturing (CAM) software that can help the user verify design integrity and then integrate machine, tool and material data into the manufacturing process.
“One of the most important capabilities of CAM software,” says Jay Hissett, engineering manager at AFP/ATL machine supplier MAG Cincinnati (Hebron, Ky.), “is to produce manufacturing and productivity assessment. Software must help show the programmer where limits in capabilities are.”
James Mondo, president of AFP/ATL system manufacturer Automated Dynamics (Schenectady, N.Y.), says the complexity of fiber placement poses a special challenge for the composites industry. “The industry is still in its infancy in some regards,” he says, “and the integration of design and programming will continue to evolve over the next several years.” In the meantime, design for manufacturability will remain a significant challenge. “This is not just a software issue,” he explains, noting that the user, therefore, can’t be expected to understand enough about tooling, machine capabilities, materials and path programming to meet the challenge alone. “Generally, getting the fiber placement machine supplier involved early in the design process is a very good idea.”
Ply zones and postprocessing
At the heart of this data disconnect are fundamental limits, both to what a CAD system can know about a given AFP/ATL system and to the fiber path data it can provide for the programming of a machine. Most design environments do not have the capability to consider path placement details. “Now, data from the design group includes aero surface information, thicknesses, stack orientations, sequences and design guidelines,” says Olivier Guillermin, director of product and market strategy at software source VISTAGY Inc. (Waltham, Mass.). “These designs are typically ‘zone-based,’ with properties associated with each design.” These design data are usually handed over to programmers, who assess it for manufacturability. “Data planning will occur here,” says Guillermin. “The trajectory of the machine head and other factors will be considered with the design. They will discover some aspects of the design are not possible and hand it back to the design team.”VISTAGY’s FiberSIM fills the gap between the CAD system and the programming software and provides the automated fiber deposition design capability that is typically missing from the CAD program. At the midpoint in the data flow, FiberSIM “sees” some of the inequities. “Offline programming software has a level of detail that cannot be digested by design software,” says Guillermin, noting that in future developments, “design software must evolve to integrate more data regarding fiber path engineering.”
Accudyne’s Melilli sees this coming, but in the meantime, he says, machinery suppliers are left with the job of making sure the design is converted to a form that can be managed by the machine control system. The programming software provides this via a function called postprocessing, where path data is output as NC code for use by the control system. “Our Siemens-based control system doesn’t know how to configure paths,” notes Melilli, “and neither does the CAD program. Therefore, every machine maker must provide a ‘post’ — programming software that provides path data for the machine controller.”
Path data calculations have to consider material type (carbon fiber tape or tows), width of tape, number of tows, strain of tape/tows over surface of part, buckling potential of tape/tows at certain radii as well as part contours and gaps between paths. In many cases, the CAD software either underestimates or overestimates the ability of the material to conform to a given path. The programming tool reveals such inconsistencies before machines begin to operate.
One of the largest limiting factors, according to MAG’s Hissett, is the placement head. “Software always chases machine head capability.” For that reason, most AFP/ATL suppliers also provide some degree of manufacturing simulation prior to actual manufacturing; simulation software constructs a virtual demonstration that allows the user to watch, on screen, as the placement head lays down material. “Simulation makes sure you can actually do all movements before you go out to the machine,” notes Melilli.
Machine independence
Although programming software traditionally has been the responsibility of AFP/ATL machinery manufacturers, there is a movement afoot in the composites industry to develop programming software independent of machine type. This means that a user is not bound to the programming software sold with the machine. Currently, two companies are working in the machine-independent arena: CGTech (Irvine, Calif.), which has adapted its VERICUT metal machining software for tape and fiber placement; and Makidea (Prilep, Macedonia), which is about to release its Mikroplace package.Bill Hasenjaeger, product marketing manager at CGTech, says his company got involved in composites in 2004 when it was approached by The Boeing Co. to develop programming software for the ElectroImpact (Mukilteo, Wash.) AFP that now produces the forward fuselage section for the Boeing 787 Dreamliner at Spirit AeroSystems Inc. (Wichita, Kan.). Boeing knew that internal teams and contract vendors would use multiple AFP/ATL machine types in 787 production and wanted machine-independent programming and control software on which all the machines could standardize. Developed in 2005 for the ElectroImpact machine, CGTech’s VERICUT ATL/AFP software today can be customized to work with anyone’s system. Hasenjaeger contends that despite the proprietary status accorded to programming software by machinery suppliers, software development is not a core strength for the latter. He believes that specialists like CGTech can provide greater software expertise, pointing out that some machinery suppliers — one is MTorres (Torres de Elorz, Spain) — recognize this and have been cooperating with CGTech.
Like others in the industry, Hasenjaeger notes that, generally speaking, data coming out of CAD systems is insufficient for immediate programming use. “This is a particular problem with fiber placement because of ply boundaries, ply paths [and] courses inside boundary curves projected to the tool surface,” he contends. “The programming system must be ‘tolerant,’ and you want to avoid forcing the customer to clean up data. It’s not hard work, but really tedious.” He notes that CAD export, path generation in VERICUT, postprocessing and simulation of 787 fuselage Section 41 at Spirit took one person four days to accomplish. “People are trying to lay up way more complicated shapes than have ever been tried before.”
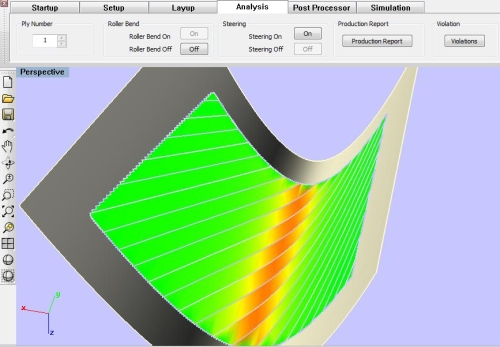
In beta testing as of this writing, Makidea’s Mikroplace was written for use with a new AFP machine from sister company Mikrosam (Prilep, Macedonia), but Makidea’s president, Samoil Samak, says the software’s modular construction can accommodate other ATLs and AFPs. “The system is able to lay up plies using a cylindrical rosette transfer type and parallel path,” he says, and it can model kinematics of a machine, create a simulation of its movements and provide optimizations to increase throughput. “We have also successfully done analytics to show steering violations, based on machine limits and roller bending beyond the abilities of the fiber placement head.” The company also is developing a simulation tool.
Automated Dynamics’ Mondo has some reservations about machine-independent software — particularly in regard to the assertion that programming for AFP/ATL will evolve completely to the independent model, as it did in the machine tool industry. “The machine tool industry is a mature industry, and the large number of machines made it possible for third-party software suppliers to penetrate the industry successfully,” says Mondo. “There are not a lot of fiber placement machines ... by comparison, so it will be some time, I believe, before this will be a profitable area for third-party suppliers since the volume is not there.” Greater impediments will be posed, he contends, by the more complicated nature of fiber placement vs. metal removal and the need to understand how the software, machine, composite material and tooling impact part manufacturing. “If a customer is having a problem, the equipment supplier is responsible for troubleshooting,” Mondo maintains. “If there is a software issue, the equipment supplier is at the mercy of the third-party software supplier to make the necessary changes to solve the problem.”
A better CAD/CAM future
Despite the data inequities, ATL and AFP are relatively young processes and there is much opportunity for CAD software designers to develop systems that are better able to account for the complex variables. In fact, current CAD systems already do much better than their predecessors. “Composite design software will continue to add functionality for AFP/ATL, including new tools for preliminary assessment and optimization of fiber coverage,” contends VISTAGY’s Guillermin. In the arena of offline programming, MAG’s Hissett says optimizing fiber and tape use is a top priority. In short, the work has only begun, and there is much about which to be hopeful. “We now do parts that five years ago we couldn’t consider,” notes Mondo, but adds, “The most challenging parts are the ones we haven’t seen yet.”





.jpg;maxWidth=300;quality=90;format=webp)
Related Content

PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Welding is not bonding
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read MoreRead Next

ATL and AFP: Signs of evolution in machine process control
Improved machine-control software, placement accuracy and design simulation have made automated fiber placement and tape laying machines truly production-worthy. The evolution, however, still continues.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More