
Cured in place pipe: Trenchless trends
A variety of CIPP products are enabling the rehabilitation, rather than excavation and replacement, of underground pipe for wastewater and drinking water.

Fig. 1: Layne Inliner (Orleans, Ind.) inverts a corrosion-resistant CIPP liner into a partially deteriorated 54-inch diameter sewer pipe at a British Petroleum plant in Decatur, Ala. Source: BP
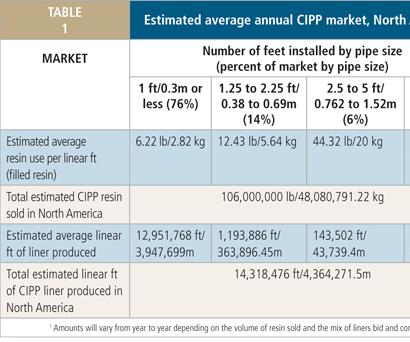
This estimate of current annual resin usage and liner footage in the North American market helps underscore the potential for the CIPP portion of the composites market as its percentage of the pipe rehabilitation business grows. Source: Kaleel Rahaim, business manager, remediation polymers for Interplastic Corp.’s Thermoset Resins Div. (St. Paul, Minn.)
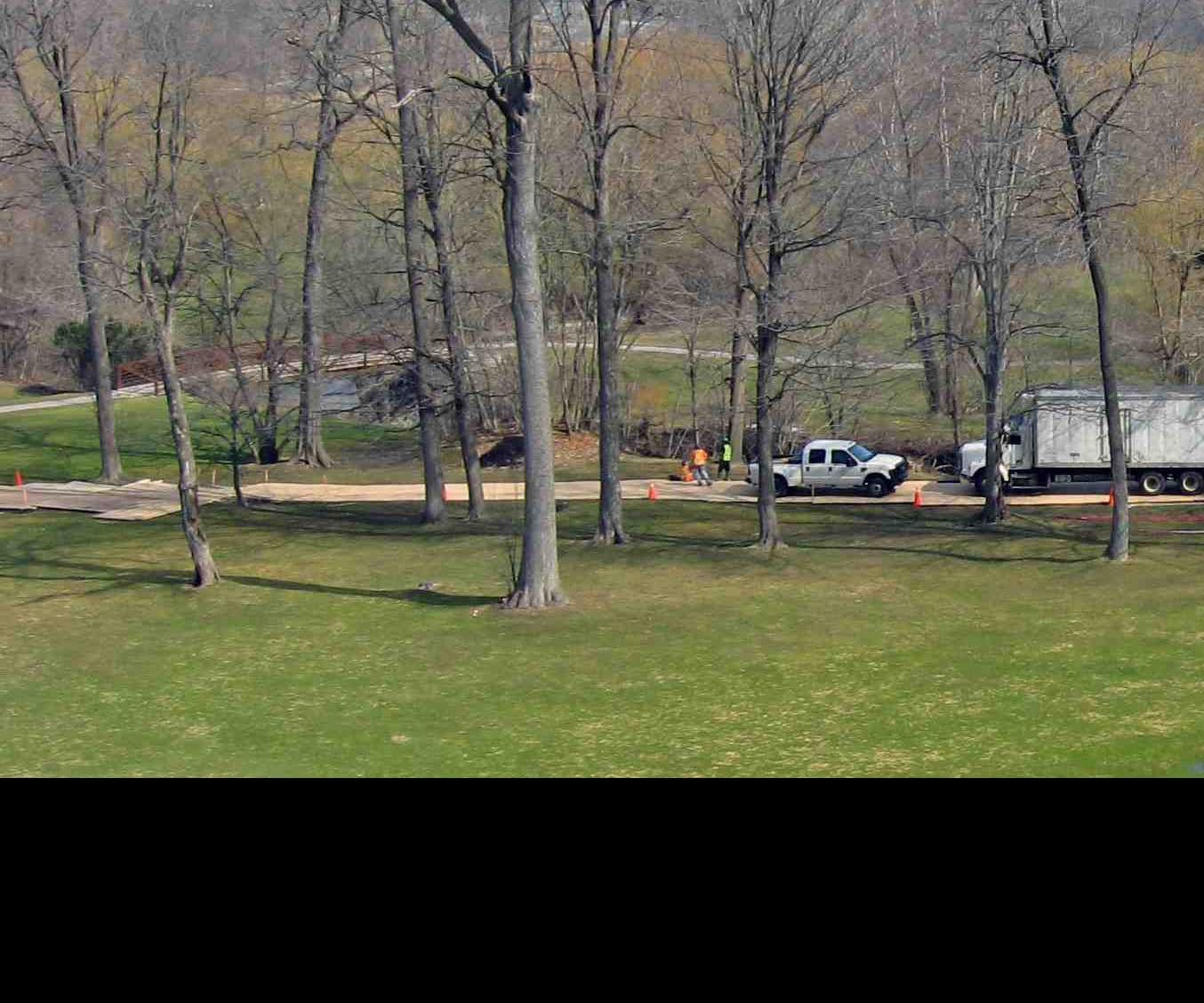
Fig. 2: Installer Capital Sewer Services (Hamilton, Ontario, Canada) used a liner impregnated with a styrene-free Eco-Tek vinyl ester resin from AOC LLC (Collierville, Tenn.) to reline a corroded sewer pipe that runs through this golf course in Toronto, avoiding both disruptive excavation and potential pollution of a nearby river with styrenated water waste. Source: AOC LLC

Fig. 3: Sanexen Environmental Services (Varennes, Quebec, Canada). employs epoxy resins for water main rehabilitation in this residential setting, using its Aqua-Pipe CIPP liners. The company’s no-VOC, no-HAP epoxy CIPP provides an eco-sensitive solution for damaged drinking water pipe. Source: Aqua-Pipe

Fig. 4: A pipeline pigs, suitable for cleaning an old pipe prior to installation of CIPP liner. (The etymology of the word “pig” for this device is unclear, but one theory is that it stands for Pipeline Intervention Gadget.) Source: Drinkwater Products

Fig. 5: These light trains are used to cure fiberglass liners pre-impregnated with UV-curable resin. Source: Lightstream LP
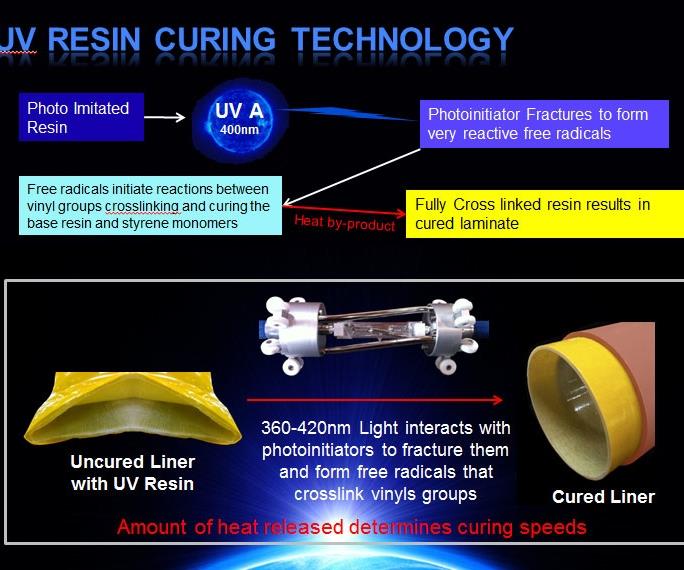
This chart illustrates the UV curing process for CIPP products. Source: Lightstream LP


It goes by several aliases: Trenchless technology. In-situ pipe repair. Pipe-within-a-pipe. By any name, the underground construction rehabilitation market is a boon to motorists, who suffer fewer delays and take fewer detours. And it’s also a blessing for the construction crews that do the work. They call it “no dig” because that slight exaggeration captures its chief benefit: the installation, replacement or repair of underground utility pipe with minimum excavation and surface disruption. In the U.S., trenchless technology continues an upward growth trend. It has captured nearly half of the $3.4 billion market for sewer line rehabilitation and about an eighth (12.9 percent) of the $1.5 billion spent on repairing potable water pipes, according to the 15th Annual Municipal Infrastructure Survey conducted by Underground Construction (Oildom Publishing Co., Houston, Texas).
Cured-in-place pipe (CIPP) has been a growing subset of trenchless technology since its 1971 debut and is now a substantial market for composite materials (see Table 1, at left). Bill Moore, product leader for CIPP at resin producer AOC Resins (Collierville, Tenn.), notes that CIPP might be AOC’s biggest market. “While a lot of markets have diminished in the past few years, CIPP has grown,” he says.



CIPP typically consists of a resin-impregnated felt or fiber sleeve. With its resin in an uncured state, it forms a flexible, conformable tube that can be inserted into a damaged pipe. Some sleeves are manufactured inside out and are inverted as they are pushed into the existing pipe via air or water pressure. (The tube is transported in an exterior liner. Inversion exposes the as-yet uncured resin to the inside of the pipe, and the external liner then becomes the new internal surface of the pipe.) Others are pulled through damaged pipe. When they are in place, the sleeves are inflated until they fit snugly against the inside of the existing pipe, and then they are cured in that position (see "Composites technology digs-in underground,” under "Editor's Picks," at top right.).
CIPP systems are designed for a 50-year service life. Geoff Yothers, director of Inliner Technologies (Paoli, Ind.), explains that there are two major conditions that dictate CIPP liner design: “One is what we call partially deteriorated, where the existing pipe can accommodate all the soil and highway loading and the CIPP liner only needs to meet the loads imposed by hydrostatic pressure resulting from the surrounding groundwater. The other is a fully deteriorated condition, where it is assumed that the existing pipe will be unable to handle any loads sometime over the course of the next 50 years. In this case, the CIPP liner must be designed to withstand all soil, highway and water pressure loads.”
CIPP versatility
Due largely to research and development on the part of various resin producers, CIPP structures can be designed to satisfy virtually any need for underground pipe rehabilitation, from industrial plants to potable water lines. The need determines the sleeve composition. Petrochemical and other industrial plants, for example, often send highly corrosive media through existing underground metal pipes, resulting in corrosion that must be repaired in a timely manner to prevent groundwater contamination and to avoid work stoppages and delays that interfere with efficient plant operations. CIPP manufacturers take advantage of polymer resin systems that are resistant to corrosive fluids, even the highly caustic and acidic materials in industrial waste lines.
In Decatur, Ala., for example, a British Petroleum (BP, London, U.K.) manufacturing plant is one satisfied beneficiary of this resin technology. The BP plant produces purified terephthalic acid (PTA) and dimethyl 2,6-naphthalene dicarboxylic acid (NDC). A 54-inch/1,370-mm diameter concrete extraneous water sewer pipeline in the facility (see Fig. 1, at left) had been corroded by a flow media of process water containing trace amounts of light hydrocarbons from the plant process.
Layne Inliner (Orleans, Ind.), a licensed installer of CIPP sleeves developed by Inliner Technologies, installed a CIPP liner to repair a 720-ft/219m section in only one week, says BP reliability engineer Alan Crisler. For this partially deteriorated host pipe, Inliner used its standard nonwoven polyester fiber tube, manufactured for Inliner by Liner Products (Paoli, Ind.), its sole supplier of tubes, and AOC’s highly corrosion-resistant Vipel L085-PPA epoxy novolac vinyl ester resin.
The original pipe was first cleaned by a single pass from a jetter nozzle (pressurized water spray), but it was not thoroughly scrubbed, Inliner’s Yothers says, noting that the practice was avoided in this case to prevent further damage. “To maintain the integrity of the corroded host pipe, we basically just want to remove debris [from the] inner surface and bottom of the pipe.” The preimpregnated tube was then inverted into the host pipe through an existing manhole, using water pressure resulting from a 10-ft/3m column of water. “We invert with ambient water, usually around 60 to 65°F [15 to 18°C], then circulate the inversion water through an onsite portable boiler to heat it up to a curing temperature in the range of 180°F/82°C,” Yothers says. Crisler adds that some 83,000 gal (314,190 liters) of water, drawn from the nearby Tennessee River, were circulated to invert, expand and cure the BP liner.
The water used in the process was treated through a sequence of retention ponds before it was returned to the river. For that reason, the use of a styrenated resin was not an issue. However, some CIPP manufacturers have minimized water pollution issues by employing film-encapsulated UV-curable resins and air inflation systems, resulting in no detectable water contamination.
New light on the subject
Liners that are impregnated with isopolyester or vinyl ester resins formulated for cure by UV light are not catalyzed, but instead they contain a photo-initiator that reacts to certain wavelengths of UV light. When the light hits these photo-initiators, they fracture to form reactive free radicals, which initiate the molecular crosslinking that results in cure. UV-curable liners differ from others in that they use a nonwoven glass fiber tube, rather than other nonwovens, because the translucent glass fibers permit light transmission through the liner’s thickness. UV curing requires no heat, so hot water isn’t necessary to effect cure. Further, UV-curable CIPP needs no refrigeration to prevent premature crosslinking and exotherm/cure before installation. Factory-impregnated sleeves need only be sealed in light-tight packaging to prevent exposure to sunlight.
LightStream LP (San Diego, Calif.) has installed more than 300,000 ft/91,440m of its UV-curable liner, trademarked StreamLinerUV CIPP, for sewer and storm drainpipe repair, says Richard Montemarano, LightStream’s director of sales and marketing. The company makes its liners using Fiberex (Leduc, Alberta, Canada) boron- and fluorine-free E-CR (corrosion-resistant) fiberglass, custom manufactured for StreamLinerUV. The liner is preimpregnated with a chemically resistant isopolyester or vinyl ester resin formulated for UV cure, supplied by Momentive (formerly Hexion Inc., Columbus, Ohio). The wetout liner has a six-month shelf life, with no refrigeration required, even in high-temperature environments.
Before the UV CIPP liner is installed, the damaged host pipe is thoroughly cleaned, flushed and inspected by video. A plastic sheet is pulled into the host pipe to protect the liner from damage as it moves through the host pipe. Then the liner is carefully pulled through the old pipe from or to a manhole or other existing opening and inflated with air pressure. The StreamLinerUV Light Train (see Fig. 5, at left) is then pulled through the liner. The cure is controlled by the speed of the Light Train, which ranges from 4 ft/1.2m to 8 ft/2.4m per minute, depending on the diameter and wall thickness of the liner. Video inspection is performed by a camera system mounted on the train. An onboard thermal sensing system also monitors the heat given off by the reaction. The light source, camera and heat sensor are connected by umbilical to a programmable logic controller (PLC) and viewed on a monitor by the crew, outside the manhole. Additionally, a standard PC laptop functions as a comprehensive database and communicates with the PLC.
Early in 2012, LightStream’s UV technology was used to repair several sewer mains in Anchorage, Alaska, in temperatures below -10°F/-18°C. At that level of chill, heat-cure resins would be more expensive and less efficient, says Richard Herring, project manager for the installer, Construction Unlimited Inc. (Anchorage, Alaska). The damaged concrete and corrugated metal pipes were under the street and ranged in diameter from 8 inches to 36 inches (203 mm to 914 mm). Repair by standard excavation methods would have been costly and time-consuming.
During the summer of 2012, the contractor also installed LightStream UV CIPP liners to repair damaged 14-, 18- and 20-inch (360-, 460- and 510-mm) diameter pipelines in the oil fields of Valdez, Alaska.
In 2005, another UV advocate, Reline America (Saltville, Va.), purchased UV CIPP technology from Brandenburger GmbH (Landau, Pfalz, Germany), which developed one of the first UV-curable pipelining systems. Reline patented its own Blue-Tek UV system in 2007, making changes to the equipment and the Light Train. Blue-Tek CIPP liners are structural composites consisting of continuous spiral-wound glass fibers that are custom-designed for each installation, using a proprietary winding machine capable of winding liners up to 51 inches/1,300 mm in diameter. Additionally, Reline has recently partnered with Owens Corning Composite Solutions Business (Toledo, Ohio) and AOC to formulate fiberglass and UV-curable resin that it says will “lend greater speed and depth of cure.”
When an underground sewer pipe in Knoxville, Tenn., showed signs of leaking, Reline’s CIPP technology was selected for the repair. Active leaking can create cool spots that hinder complete cure by heat-cure methods, but cure by UV light is not affected by cool spots. (For further information about Blue-Tek, see ““Inside Manufacturing: CIPP lights way in buried pipe repair,” under "Editor's Picks," at top right)
As another example, in 1997 BKP Berolina (Berlin, Germany) introduced its Berolina-Liner System, comprising up to five layers of Owens Corning E-CR Advantex or other corrosion-resistant, chopped-strand glass mat, woven fiberglass and/or polyester webs that overlap in a staggered sequence. For installation, after the pipe is thoroughly cleaned and inspected, the preimpregnated liners are winched into the damaged pipe. After the ends are closed off, the liner is inflated using 7.5 psi/0.5 bar of compressed air. As the liner presses against the host pipe, the overlapped layers expand to closely fit the dimensions of the pipe. The UV light source is then drawn through the liner, and curing takes place emission-free between the sealed-off liner ends.
Berolina typically mixes its own UV-curable vinyl ester and isophthalic polyester systems, using base resins from AOC or CCP Composites (N. Kansas City, Mo.); but, in some cases, it uses premixed resins from DSM Composite Resins AG (Schaffhausen, Switzerland). Trademarked Bero-Liner and/or Lightspeed, the system has been used to repair wastewater and stormwater pipes in 32 countries, including the U.S., where Berolina is represented by CIPP Corp. (Hudson, Iowa).
UV cure not only simplifies installation, but it also is said to result in a tight fit between the CIPP liner and the host pipe, an important issue when liner crews are reconstructing service connections. However, UV liners are limited in thickness and diameter, LightStream’s Montemarano points out. The thicker the liner and the farther its surface is from the light source, the less intense, and therefore less effective, the light is at activating the photo initiator. UV power, in fact, is subject to the inverse square law. That is, the power of the light source is reduced by the inverse square of the distance, Montemarano says. Most UV liners can, therefore, only be a maximum of 0.5 inch/13 mm to 0.55 inch/14 mm thick and 51 inches/1,300 mm in diameter.
This limitation, and the fact that many municipalities are now banning the use of styrenated resins for CIPP because of its odor and concerns about volatile organic compound (VOC) emissions, has prompted resin formulators to develop vinyl ester resins that replace styrene with an alternative reactive monomer to reduce or eliminate VOC emissions.
No-VOC, styrene-free vinyl ester resin
In Canada, for example, the City of Toronto, Ontario, elected to go with AOC’s EcoTek L040-TNVG-33 styrene-free vinyl ester to repair 700 ft/200m of a rusted corrugated steel pipe and culvert that carries storm water through a golf course into the Don River (Fig. 2, at left). The river drains into Lake Ontario, the sole source of Toronto’s drinking water. The CIPP liner was installed by Capital Sewer Services (Hamilton, Ontario, Canada), using nonwoven polyester felt tubes from National Liner LLC (Houston, Texas) that were preimpregnated off site. The liner was inverted into the damaged host pipe and cured with hot water. Capital has continued to use the same AOC nonstyrene system in other Toronto installations.
In the southeastern U.S., Tri-State Utilities (Chesapeake, Va.) uses a custom polyester felt liner system from CIPP Corp., which incorporates CoREZYN styrene-free vinyl ester resins from Interplastic Corp. (St. Paul, Minn.), for projects such as storm drains that discharge into estuaries. Tri-State, which serves Virginia, North Carolina and South Carolina, has installed more than 150,000 lb/68 metric tonnes of this resin and liner in storm drain pipes along Virginia’s environmentally fragile eastern shore, according to Tri-State president Andy McSweeney.
The concerns about styrene are no less evident in Europe. A case in point is the Erasmus Medical Center in downtown Rotterdam, The Netherlands. Faced with the need to repair a sewer pipe that was leaking at the joints under an adjacent parking lot, the center approved the use of a CIPP liner impregnated with styrene-free Atlac Premium 600 vinyl ester, developed specifically for warm-cure CIPP by DSM. The cast iron sewer pipe, at 360m/1,181 ft long, varies in diameter from 300 mm/12 inches to 400 mm/16 inches and back to 500 mm/20 inches. The promised combination of no-dig repair and low-odor/no-VOC emission greatly facilitated the process of obtaining a work permit to operate inside the confined space.
“Resin wetout is done in the factory under controlled conditions and pot life is no issue with this resin,” explains Ton van Geest, director of technical services for Insituform Europe (Saint-Germain-en-Laye, France). The repair was completed over seven successive weekends — sparing the weekday parking lot users any inconvenience — by Insituform Rioolrenovatietechnieken BV (Zoetermeer, The Netherlands). The company, a subsidiary of CIPP pioneer Insituform Technologies and now a member of the Aegion Corp. (St. Louis, Mo.), manufactures its own felt tubes using polyester fibers and adds a coat of water-tight polypropylene that bonds with the felt for additional water- and chemical-resistance.
Because the sewer pipe is buried in a U-configuration, the leaking section was difficult to access. Insituform’s technology offered a solution of a jointless pipe system and the ability to negotiate bends through its patented method for sewing together the butted ends of its tube, with no overlapping seams that might create distortions and wrinkles in the pipe liner.
No-VOC, no-HAP vinyl hybrids
In another development, Reichhold LLC2 (Research Triangle Park, N.C.) has recently expanded its environment-focused Envirolite trademark to include not only a no-VOC, styrene-free vinyl ester, but also a monomer-free resin series formulated to emit neither hazardous air pollutants (HAPs) nor VOCs. These liquid resins are 100 percent solids: They have no acrylate monomers or other reactive diluents in their chemistry,” explains Steve Hardebeck, Reichhold’s technology director for North America – Composites. These patented systems, designed specifically for CIPP and currently in field trials, crosslink with typical methyl ethyl ketone peroxide (MEKP) catalyst systems that are consistent with standard initiators typically used for CIPP, Hardebeck notes. “We believe this is the next generation in CIPP resins. We call them vinyl hybrids because they are not epoxies. They are one-component systems that the CIPP compounders and manufacturers can easily incorporate into their operations.” The resins are available in a neat version (Envirolite 33405-00) and a filled system (Envirolite 33405-50).
No-VOC, no-HAP epoxy resin
Another alternative to styrene-based systems, of course, is epoxy, which is also a 100 percent solids system. Epoxy is almost entirely free of emittable components, and its minimal odor and low shrinkage (3 percent, compared to 7 percent for polyester and vinyl ester resins) recommend it for CIPP applications. Some manufacturers and contractors are specifying epoxy — which is inherently HAP- and VOC-free — despite several disadvantages compared to styrene-free vinyl esters in CIPP applications. Notably, epoxy costs more; and, unlike vinyl esters, which can be catalyzed and applied off-site, epoxy must be mixed and applied on-site just before installation.
Perma-Liner Industries (Clearwater, Fla.) uses epoxy for its liners to eliminate emissions in the densely populated areas it typically serves, says Travis Bohm, business development manager. “We use a specific resin formulation developed for us by one supplier, but we prefer not to identify the supplier or the formula,” he adds. Established in 1998, Perma-Liner focuses specifically on municipal, residential and commercial markets in North America.
In Cincinnati, Ohio, C.M.E. Services uses Perma-Liner’s epoxy system for repair of vitrified clay pipes and concrete pipes that are damaged by root intrusion and heavy soil and to reline cast iron sewer pipe that is corroding on the bottom. Pipes are often buried in 10 to 15 ft (3 to 4.6m) of clay soil, C.M.E. owner Charles Menkhaus says. Installers aim for complete onsite impregnation of its needle-punched polyvinyl chloride (PVC) felt tubes and polyester scrim. The wetout liners are kept in an ice bath to prevent hardening on site as they wait for installation into the host pipe. They are typically inverted into the host pipe with compressed air at pressures ranging from 10 to 14 psi (68.9 to 96.7 kPa).
Drinking water pipelines
HAP and VOC emissions are prohibited in, and UV-curable resins are not approved for, the drinking water pipeline repair. That’s why CIPP use here is still limited. But epoxy’s solvent-free formulation is enabling CIPP installers to bring no-dig rehabilitation to bear in potable water pipe. And none too soon.
The need for repair of aging drinking water pipelines is approaching critical mass. In its Feb. 27, 2012, report, Buried No Longer: Confronting America’s Water Infrastructure Challenge, the American Water Works Assn. (AWWA, Denver, Colo.) framed a challenge: “Much of our drinking water infrastructure, the more than 1 million miles/1,609,344 km of pipes beneath our streets, is nearing the end of its useful life and approaching the age at which it needs to be replaced…. Restoring existing water systems … and expanding them to serve a growing population will cost at least $1 trillion over the next 25 years, if we are to maintain current levels of water service.” The U.S. Environmental Protection Agency (EPA, Washington, D.C.) counts 240,000 water main breaks per year and expects that number to increase.
A pioneer in this area is Sanexen Environmental Services (Varennes, Quebec, Canada). The firm employs epoxy for water main rehabilitation using its Aqua-Pipe CIPP (see Fig. 3, at left). “The chemical components that make up epoxy resins and hardeners are more compatible with drinking water than other types of resins — even nonstyrene vinyl ester resins,” explains Sanexen’s Aqua-Pipe VP Benoit Côté.
Aqua-Pipe was developed for drinking water applications in the 1990s and has been used to line more than 2 million ft/610,800m of 6-inch/152-mm to 12-inch/305-mm pressure pipe in the U.S. and Canada). As an AWWA Class IV fully structural liner (see “AWWA CIPP classifications” sidebar, below, or under "Editor's Picks"), Aqua-Pipe comprises woven polyester jackets with a polymeric membrane bonded to the interior to ensure water tightness, and the jackets are impregnated with epoxy resin — both the jackets and the resin are manufactured by Aqua-Pipe in its vertically integrated production facility.
When the pipe has been thoroughly cleaned “to the metal finish,” Côté says, and prepared for lining, the epoxy is mixed and the liner is quickly wet out on site and pulled through the damaged host pipe. It is mated to the host pipe’s interior surface by pushing a torpedo-shaped foam pig (Fig. 4, at left) through the liner using water pressure that can be varied from 5 to 15 psi (34.5 to 103.4 kPa). The resin is then cured by circulating hot water through the liner. The liner completely cures in about two hours, after which service connections are restored from within the pipe using a remote-controlled robot. And finally, the finished lined pipe and connections are inspected by a closed-circuit television (CCTV) system.
Composites take a bow
When talk gets around to “leading-edge technology,” today, it’s usually in reference to the fast growing, exciting markets of information technology, supercomputers, aircraft or space systems. Sewers and drinking water pipelines rarely get a mention in this context. But if leading-edge technology is that which sustains and improves the quality of human life, then CIPP certainly qualifies. This segment of the composites industry addresses two of civilizations’ most pressing challenges: what to do with our waste, and how to ensure safe drinking water. Further, underground construction rehabilitation offers a huge market for the composites industry. Half of $3.4 billion is $1.7 billion in potential CIPP sewer rehabilitation. And surely 12.9 percent of $1 trillion is a worthy target to pursue in repair of potable water pipes.








Related Content
Composites manufacturing for general aviation aircraft
General aviation, certified and experimental, has increasingly embraced composites over the decades, a path further driven by leveraged innovation in materials and processes and the evolving AAM market.
Read More
Optimizing a thermoplastic composite helicopter door hinge
9T Labs used Additive Fusion Technology to iterate CFRTP designs, fully exploit continuous fiber printing and outperform stainless steel and black metal designs in failure load and weight.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
MFFD thermoplastic floor beams — OOA consolidation for next-gen TPC aerostructures
GKN Fokker and Mikrosam develop AFP for the Multifunctional Fuselage Demonstrator’s floor beams and OOA consolidation of 6-meter spars for TPC rudders, elevators and tails.
Read MoreRead Next

Composites Technology Digs-In Underground
The Underground Construction Technology Conference welcomes corrosion-resistant composites for underground infrastructure.
Read More
Inside Manufacturing: CIPP Lights Way in Buried Pipe Repair
Spiral-wound, UV-curable fiberglass CIPP bests competitors and bears loads in “trenchless” wastewater pipe rehabilitation project.
Read More