
Learjet 85 composite pressurized cabin a cost cutter
Single-piece carbon fiber composite structure selected over multipiece aluminum fuselage barrel section in new bizjet design.
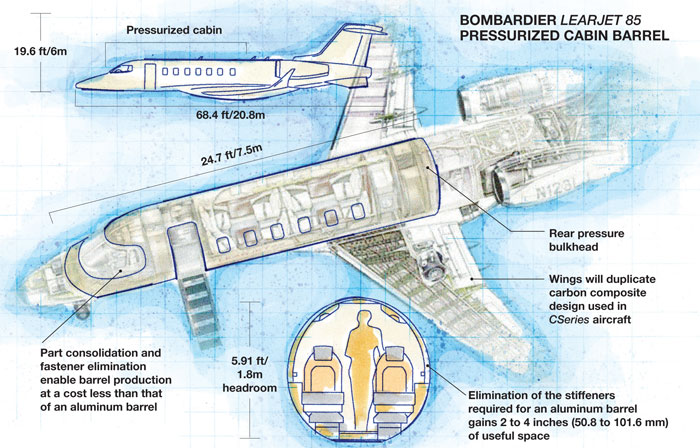
Bombardier Learjet 85 Pressurized Cabin Barrel Illustration: Karl Reque

The actual production tooling was used to produce this first composite Manufacturing Validation Unit for the Learjet 85’s fuselage. The unit will be used to validate the aircraft’s manufacturing design and manufacturing concept through testing. Source: Bombardier Business Aircraft

A mockup of the forthcoming Learjet 85. Source: Bombardier Business Aircraft

Extending from the cockpit to the aft pressure bulkhead, the one-piece cabin is designed with complex curves to manage overall composite wall thickness and maximize cabin volume. Source: Bombardier Business Aircraft



Design Results
- Seamless, one-piece composite pressure vessel for passenger fuselage replaces multipart aluminum structure, minimizes the number of frame sections and fasteners, and gains several inches in depth on the internal diameter to increase interior cabin volume.
- Single-piece, tip-to-tip composite skin for horizontal stabilizer, with cocured front and aft spars on lower skin, replaces multipart structure, simplifies manufacturing and minimizes fasteners.
- Customer and industry council involvement from early stages of design process results in more robust design.
It’s been more than 10 years since a new Learjet platform was introduced to the general aviation market. So for its new Learjet 85 midsize business jet, Bombardier (Montréal, Québec, Canada) opted for a “clean sheet” approach that replaces traditional aluminum structures with carbon fiber composites.
“We wanted to refresh the Learjet brand with a new platform that we can then build on in the future,” explains Ralph Acs, vice president, Learjet 85, Bombardier Business Aircraft. In fact, when it hits the market in 2013, the Learjet 85, with virtually all of its primary structures made of carbon fiber, will be the first all-composite midsize business jet designed for type certification under the U.S. Federal Aviation Admin.’s (FAA) Federal Aviation Regulations (FAR) Part 25.



The 85 has a number of lofty design goals. Ideally, it will maintain or improve on all of the performance specifications of earlier Learjet models, reports Acs, who adds that many of the goals were driven by customer feedback. The 85 will offer a four-passenger range of 3,000 nautical miles (5,555 km) at Mach 0.78 cruising speed with a high-speed cruise of Mach 0.82 and a ceiling of 49,000 ft/14,935m. The 24.7-ft/7.54m long cabin will offer stand-up capability, with 5.91 ft/1.8m of headroom, and will seat a pilot, copilot and as many as eight passengers.
The 85’s design process incorporated a number of firsts for Bombardier: early design stage involvement by customer focus groups; a specially formed Bombardier Composites Advisory Council; and a change in mindset for Bombardier as it oversees the design integration process while also serving as the largest supplier among the program’s 42 participating companies. And then, there’s the shift from aluminum aircraft design to composite design.
“Designing in composites requires a different design mentality,” says Acs. “It’s more than just combining parts or translating a design from aluminum to carbon fiber. We want to leverage all of the benefits of composites, so we have to redesign each structure with composites in mind,” he adds. “Also, the engineering and the manufacturing of composites go hand in hand. You design it, make it, tweak the process and then try it again. In the end, what we want is a simple and repeatable manufacturing process.”
Tapping industry knowledge
To meet its design goals, Bombardier is leveraging all of its resources, including many outside the company. The vehicle for that is Bombardier’s Composites Advisory Council, which includes experts from within the company, particularly those at its Belfast, Ireland plant, where the composite wing for the company’s CSeries aircraft is being designed and manufactured. (The geometry for the CSeries wing is being applied to the 85.) It also seats former FAA composites engineers, former employees of Hawker Beechcraft Corp. (Wichita, Kan.) and the now-defunct Adam Aircraft (a once promising GA startup formerly based in Centennial, Colo.) as well as experts from the National Institute for Aviation Research (NIAR, Wichita, Kan.). NIAR also has been tapped to provide the material and structural certification testing for the program.
“The Council meets every six to eight months to formally go through the design process,” explains Acs. “In between these meetings, as individuals have questions, they can openly approach any of the Council members and share knowledge.”
“The Council helps to ensure that lessons on lifecycle and durability of composites are understood and shared with our design teams,” says Acs. The group also has helped eliminate fasteners by consolidating parts into single structures wherever possible, he adds, pointing to the 85’s one-piece pressure fuselage as a prime example. “If you consider a metallic pressure barrel, there are hundreds of parts to bring together the frames and skins, and we had many different approaches for how to translate this to composites, but what came back from the Council was to do it as one piece,” he says. “With that assurance and support, we were able to make it happen.”
The pressurized fuselage section extends from the cockpit to the aft pressure bulkhead. It is produced using a low-pressure, oven-cured, out-of-autoclave carbon fiber supplied by Cytec Engineered Materials (Woodland Park, N.J.). Carbon fiber composites enabled engineers to form complex curves in the aircraft’s internal cross-section to manage overall composite wall thickness and maximize cabin volume. Notably, the barrel section is hand layed. “The lay-up techniques developed by our team result in a seamless pressure fuselage,” explains Acs. “This significantly reduces parts count and fastener installation.” Moreover, the majority of the internal fuselage frames typically found in aluminum fuselage barrels are eliminated, gaining from to 2 inches to 4 inches (50.8 mm to 101.6 mm) of useful room in the barrel’s internal diameter, which translates to more space for passengers inside the aircraft.
Another major area of consolidated design is the horizontal skin. “We have eliminated multipiece horizontal skins in favor of end-to-end, single-piece composite horizontal skins,” says Acs. “Front and rear spars are cocured on the lower skin.” Again, the driving force behind this design was to minimize fasteners and reduce the number of parts.
In fact, the ability to design a structure with fewer parts and fasteners was a key driver behind Bombardier’s switch to carbon fiber. “We did not select composites for weight reduction,” claims Acs. “Our goal is for the aircraft to weigh no more than an aluminum aircraft of the same size. We selected composites primarily to help reduce unit costs.”
Although all of the Learjet 85’s major primary structures will be assembled with mechanical fasteners, Bombardier has been able to reduce overall fastener count by approximately 70 percent because far fewer parts will be joined, explains Acs. “By leveraging the benefits of composites, establishing a simple, repeatable process, and combining that with what manufacturing in Mexico can offer us, we have been able to lower our unit costs,” he adds, noting that parts consolidation simplifies not only manufacturing, but also maintenance and troubleshooting efforts.
“And by having a more economical unit cost,” says Acs, “we are able to add some of the features requested by our customer focus groups, such as auto-throttle and nose-wheel steering, which aren’t typically found in a business jet of this size.”
Designing for the customer
For the Learjet 85 program, customer focus groups were established for three key areas: cockpit, interior and maintenance. Although the use of focus groups during the development process is not new to Bombardier (they were used during development of the Challenger 300), the groups were consulted much earlier for the 85. “We’ve included the customer throughout the entire development process,” says Acs. “We solicit their thoughts regarding maintainability, accessibility, functionality, interior and cockpit layout, ergonomics, storage, overall space and comfort.”
“When we first presented the interior design to the customers, for instance, they suggested changes for 85 percent of the interior layout,” he adds. “They changed the spacing between the seats, the galley arrangement, location of light switches and more, and it immediately showed the benefit of sitting down with the focus group members early in the design process. Overall, we have been able to incorporate or address 85 percent of all our customers’ comments into the final design.”
Design tools
Engineers are using a number of design tools to manage the development process. The primary tool is 3-D CATIA v5 computer-aided design (CAD) software from Dassault Systèmes (Lowell, Mass.), with Nastran/Patran stress analysis software from MSC.Software (Santa Ana, Calif.). In addition, HyperSizer structural design and analysis software from Collier Research Corp. (Hampton, Va.) is used to optimize aircraft structures and composite material layup ply sequencing, as well as for model analysis and certification support.
To design the composite laminates, Bombardier works in FiberSIM software from VISTAGY Inc. (Waltham, Mass.). “When we design an aluminum skin, the skin is a certain thickness and a certain density and that’s that,” says Acs. “However, when we’re dealing with composite, we have to appreciate the complexity. We may have copper mesh on the outside, four or five plies of composite with different orientations for layup, honeycomb, and then four or five plies on the inside. You don’t design that in CATIA, but rather in FiberSIM where every ply is designed and oriented.” Ply data then can be exported to manufacturing where it is input to a laser projection system to aid in ply placement. “This provides a very good linkage from the engineering tool through the manufacturing process right down to the worker laying up the part,” says Acs.
Bombardier now is in the detailed design phase of the Learjet 85 program, preparing more than 6,000 drawings for release. In July, engineers rolled out the first composite Manufacturing Validation Unit (MVU) for the aircraft’s fuselage section (see photo at right), which was completed in Montréal by the Learjet 85 structural design team with support from the Mexico production team. The one-piece MVU was built using the actual production tooling, designed, developed and produced by Advanced Integration Technology (AIT, Plano, Texas). The same tooling will be used to manufacture the part at Bombardier’s plant in Querètaro, Mexico. As HPC reported earlier this year, Bombardier is now the first aircraft manufacturer in the U.S. to achieve permission to manufacture in Mexico what are classified by the FAA as Category 1 and 2 parts — the aircraft’s wings, fuselage structures and other components on which flight and landing safety depend. In all, more than 1,500 tools will be designed and built as part of the program. Bombardier’s Learjet unit in Wichita, Kan., which is getting an additional 150,000-ft²/13,936m² of buildings to support the 85 program, will be the final assembly and delivery site for the jet.











.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
Plant tour: Teijin Carbon America Inc., Greenwood, S.C., U.S.
In 2018, Teijin broke ground on a facility that is reportedly the largest capacity carbon fiber line currently in existence. The line has been fully functional for nearly two years and has plenty of room for expansion.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read MoreRead Next

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More