
Automated Preforming, Part 2: Glide Forming
Flat layups are shaped into stringers with different cross-sections, lengths, thicknesses and curvatures using a single machine at rates up to 10 mm per second.








This is part two of a seven-part series about preforming. For more on this series, click the links below:
part one, part three, part four, part five, part six, part seven.
Also, don’t miss the printed version of this series:
Preforming Goes Industrial, Part 1 and Part 2.
In the series opener, I introduced A+ Glide Forming and the SAMPE Long Beach 2016 paper. In this blog, I’ll go into more detail on the history and basics of the process, compare it to hot-drape forming, and look at its application to dry fiber and thermoplastic preforms.
SOURCE: Applus+ Laboratories
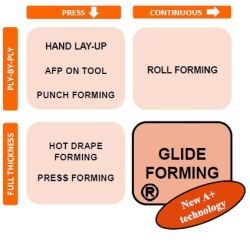
One of the targets for automated preforming in aerospace composites is stiffening structures, such as stringers—which run the length of a composite fuselage or wing—and cross members such as wing ribs and fuselage frames. Stringers are typically long, narrow parts with some shaping. Fuselage stringers are typically omega sections measuring from 4-12 meters in length while wings often use T-stringers which, for a large aircraft, may be up to 40 meters long.
Improvement in production speed for these structures has been achieved via automated tape laying (ATL) and automated fiber placement (AFP). A new technology, A+ Glide Forming, seeks to speed production further by using ATL/AFP for creating full-thickness flat layups, or blanks, which are then shaped into curved stringers with different sections, lengths, thicknesses and curvatures using a single machine that accepts different tools.
“There are 6-8 kilometers of stringers in the fuselage and wings of aircraft like the Boeing 787 and Airbus A350,” says Jordi Brufau, executive director for Applus+ Laboratories (Barcelona, Spain) and chief developer of the A+ Glide Forming technology. “We have produced a 24-meter long demonstrator that is working in a process and being certified for this process for production by a large aerospace OEM.”
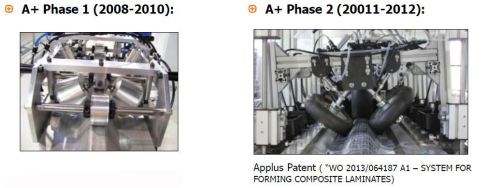
The A+ Glide Forming process has moved through several iterations to overcome issues such as lack of flexibility, heater rollers, difficulty with sharp joggles, curvatures and torsions, and wrinkles when conforming blank to double curvature.
SOURCE: Applus+ Laboratories.
Development History
Brufau was a Whitbread around-the-world sailor in a boat made with carbon fiber prepreg and Nomex honeycomb in the 1980s. He then began making composites in Spain and worked for an engineering company which helped in the development of the heavily composite Airbus A350. He had composite technology ideas that did not end up being used on the A350, which is when he started working with Applus+.
The Glide Forming process has been in development for eight years. “We started with roll-forming but there were a lot of limitations,” Brufau recalls. “So then we tried an inflatable roller, but there was still some limitation for double-curvature parts.” Brufau explains the advantage of working with Applus+, “As a company, it has a lot of knowledge about control of materials and structural mechanics, with a sophisticated structural engineering capacity. For example, we make quality control machines and special testing rigs for our clients. This same team has developed the A+ Glide Forming machines, which apply tension while forming the prepreg/tape blanks into the curved and tapered shapes. Now we have a fully automated system to make the parts.”

|

|
The automated system today uses two robots in a continuous process per part.
SOURCE: Applus+ Laboratories.
Glide Forming Process
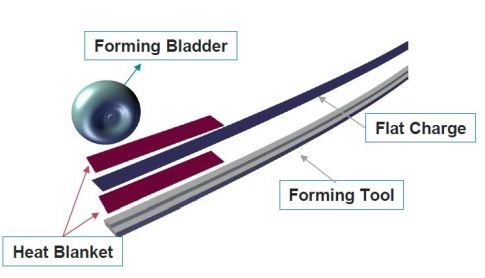
The A+ Glide Forming process begins with a charge or blank made using ATL, AFP, etc. “We can use prepreg tape or fabric or a combination,” says Brufau. The finished preform will be cured in an autoclave. Key parts of the process include:
- A non-heated, male tool with the correct geometry upon which the blank will be formed;
- A pair of heating blankets (upper and lower);
- An inflatable local tool (inflatable wheel).
|

|
SOURCE: Applus+
The lower heating blanket is placed on the tool at the point where preforming will begin. The full-thickness blanket is placed onto the tool and lower blanket, followed by the upper heating blanket. Power is then applied to the heating blankets, which will raise the interior of the laminate to the specified forming temperature, a key variable which depends upon the material composition and complexity of the desired geometry.
Once the forming temperature is reached, the operator starts the Glide Forming machine. The inflatable roller/bladder applies pressure to the upper blanket which slides along the composite blank, forming it to the shaped tool. The robot guides the inflatable roller and blanket along the length of the tool/part. The front ends of both blankets remain flat while the back ends conform to the tool. This is achieved using flat plates attached to the front of both blankets. The plates are wider than the layup and are pushed by the robot.
“You do not need long blankets,” Brufau notes. The forming tool is not heated during the process, which saves time, energy and tooling costs. The heating blankets only heat the part of the composite charge/layup that is being formed at each moment, also saving time as well as prepreg material out-time.

|

|

|
The “book effect” can be seen at left. Typical L-folding causes inner ply wrinkles while Z-folding used in A+ Glide Forming does not.
SOURCE: Applus+
One of the main advantages of A+ Glide Forming is that forming without wrinkles is achieved quickly by enabling slippage between the layup plies during bending, known as the “book effect”. If such slippage is not enabled, the inner layers of the curved structure will form wrinkles. According to Brufau, the simplest way of achieving the book effect is to make a Z-fold instead of an L-fold, as shown above. The surface area that needs to slip during each step in L-folding (center diagram above) is larger than in Z-folding (right diagram above). The smaller surface area in each forming step during Z-folding reduces pressure on the inside layers and the likelihood of wrinkling.
A+ Glide Forming is also able to apply controlled tension to the composite charge while forming. "This promotes angular distortion up to some tenths of a degree," explains Brufau, "just enough to absorb double curvature, and always within fiber orientation tolerances. It also allows controlled elongations in discontinuous 0-degree plies, required for forming nondevelopable surface shapes without wrinkles." Note that a non-developable shape is one that cannot be made from a flat pattern without distorting or stretching the material. "The discontinuous 0-degree plies are overlapped," note Brufau, "following the design rules of the customer to maintain the final allowables."

This example of an L-stringer being formed shows how A+ Glide Forming uses heating, tension and cooling to achieve wrinkle-free preforming at rates of up to 10 mm per second for layups of up to 60 plies.
SOURCE: Applus+ Laboratories.
Mature Process
“This is a continuous process that can reach a rate of about 2 feet per minute,” says Brufau. He notes it is a mature process, used to produce kilometers of high-quality stringers ranging from 6-24 meters in length. “We can make contoured parts up to 24 meters long as complicated as omega stringers together with joggles plus double-curvature.” Brufau says the technology has demonstrated it can preform the most complex geometry stringers for aircraft now in production, including J-stringers.

|

|
A full battery of tests has also been performed showing preforms of high quality equal to press forming.
SOURCE: Applus+
Comparison to Hot-Drape Forming?
“Hot-drape forming is more like a press,” Brufau responds. “It has limitations. For example, as you press vertically on the tool you need the charge to fill the vertical span of the tool. So you must calculate the vertical projection pattern for the charge and make sure this will preform correctly.” He explains again, “If you have a complex shape that you are forming from a flat charge, there is a difference between the tool and the projection of the shape, so you end up with wrinkles as you force it. But this decreases your allowables. You cannot claim total engineering benefit of the high-strength materials.”
Another disadvantage, Brufau claims, is multi-step forming required for complex shapes. “For hot-drape forming, you must first heat the full charge and the full tool at the same time. You cannot make double-curvature parts all at once, but must use multiple steps.” Thus, Brufau claims A+ Glide Forming offers higher flexibility and productivity. “Our process is similar to hot-drape forming but it moves from one end of the part to the other, and we also apply tension while we are forming to maintain fiber alignment.”
Dry Fiber & Thermoplastic Preforms
Brufau says Applus+ has already used the same Glide Forming approach to shape dry fabric preforms (with binder) for a client who has successfully used these in resin transfer molding (RTM).

As part of the EU-funded Acció program, Applus+ investigated continuous forming of complex geometry dry fiber preforms (DryForming) to be cured out of autoclave (OOA).
SOURCE: Applus+
“We are also forming thermoplastic materials,” he adds. “It is the same basic process but where thermoset prepregs require heating to 60-90°C and cooling speed is not important, thermoplastics require temperatures up to 400°C and the cooling speed is critical for mechanical properties.” Currently, trials focus on simple shapes such as L-stringers using polyetheretherketone (PEEK). “The forming is successful but we are working to optimize consolidation,” Brufau notes. “We are using thermoplastic prepreg with preconsolidated stacks because it’s easier, but we are also trying with nonconsolidated stacks.”
So far, A+ Glide Forming has focused on aerospace, but Brufau says the process could also be useful for rail-type automotive structures like side sills, roof bows and other long parts, as well as spar caps/stringers for wind blades.








Related Content

SMC composites progress BinC solar electric vehicles
In an interview with one of Aptera’s co-founders, CW sheds light on the inspiration behind the crowd-funded solar electric vehicle, its body in carbon (BinC) and how composite materials are playing a role in its design.
Read More
TPI manufactures all-composite Kenworth SuperTruck 2 cab
Class 8 diesel truck, now with a 20% lighter cab, achieves 136% freight efficiency improvement.
Read More
Automotive chassis components lighten up with composites
Composite and hybrid components reduce mass, increase functionality on electric and conventional passenger vehicles.
Read More
Carbon fiber, bionic design achieve peak performance in race-ready production vehicle
Porsche worked with Action Composites to design and manufacture an innovative carbon fiber safety cage option to lightweight one of its series race vehicles, built in a one-shot compression molding process.
Read MoreRead Next

Automated Preforming, Part 3: Quilted Stratum Process
CW’s tour of Cetim and the QSP line which preforms multi-thickness thermoplastic materials in 40-90 seconds for composite parts with cycle times of 1-2 minutes.
Read More
Automated Preforming, Part 1: Numbers and Landscape
CW’s multi-blog series on preforming begins with an overview and quick look at the numbers: 1-minute take time, 10-15 seconds per layer, 490-kg/hr and 3.5 million parts/year. Are you ready for serial CFRP production?
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More