
Share
While many composites fabricators are aware of the need to mitigate toxic emissions from resins, dealing with the unique conditions from carbon fiber processing raises the bar on abatement requirements. Regulated by most state, US federal, and international regulatory agencies, volatile organic compounds (VOCs) are pollutants generated in many manufacturing processes. This industry is accustomed to these harmful byproducts and the compliance hurdles that accompany them. These organic vapors are dangerous to humans when inhaled in quantities over an extended period. They also interrupt and destroy natural plant processes and play a significant role in the formation of ozone and smog. Hazardous air pollutants (HAPs) are a classification of VOCs with additional harmful properties, including potentially causing birth defects, nervous system damage, and even death at concentrated levels.
As is the case with many industrial manufacturing operations, emissions are best destroyed using thermal or catalytic oxidation. These devices can achieve over 99% destruction of pollutants by employing temperature, time, and turbulence to convert these dangerous pollutants into heat, water vapor and some carbon dioxide (CO2). What the industry may not know is that there have been many developments in recent years with oxidation technologies that have improved efficiency, effectiveness, reliability, and reduced carbon footprint.
Most fabricators understand the environmental issues with precursor resins. They can’t have fugitive styrene vapors, for example, floating around the plant due to occupational health and safety regulations and many VOCs and HAPs are subject to EPA regulation in many jurisdictions. But carbon fiber, and neutralizing CF emissions, are much more difficult, often requiring a higher level of abatement technology.
The thermal oxidation process is one of the few methods that can deal with both general composite and carbon fiber emissions, albeit in a very different way. This technology offers high destruction efficiency, low greenhouse gas output and energy recovery options for dealing with VOCs, hydrogen cyanide (HCN), ammonia, silicone, nitrogen oxides (NOx), particulate matter, carbon monoxide, and odorous emissions.
Watch: Regenerative Thermal Oxidation
Modern oxidation systems are designed to present as low of a carbon footprint as possible. Some have very high thermal efficiency to reduce operating costs. Other systems operating on carbon fiber lines are self-sustaining in terms of energy, and heat recovery capability brings heat back to the process to reduce energy use of the entire CF line.
Anguil Environmental Systems is experienced in developing advanced air pollution control technologies currently used for carbon fiber and other composites processes. Here is Anguil’s take on best practice for working with oxidation systems for carbon fiber and other composite materials.
How Oxidation Technologies Work
The function of good environmental mitigation technology is to draw toxic vapors and particulates into a process where these substances are transformed into less harmful substances. That’s where the thermal oxidation process comes in which destroys carbon fiber emissions via high-temperature combustion. Anguil says this process can destroy 99 percent or more of carbon fiber and resin emissions with the less harmful byproducts of carbon dioxide and water.
There are two primary technologies for oxidation of carbon fiber process exhausts:
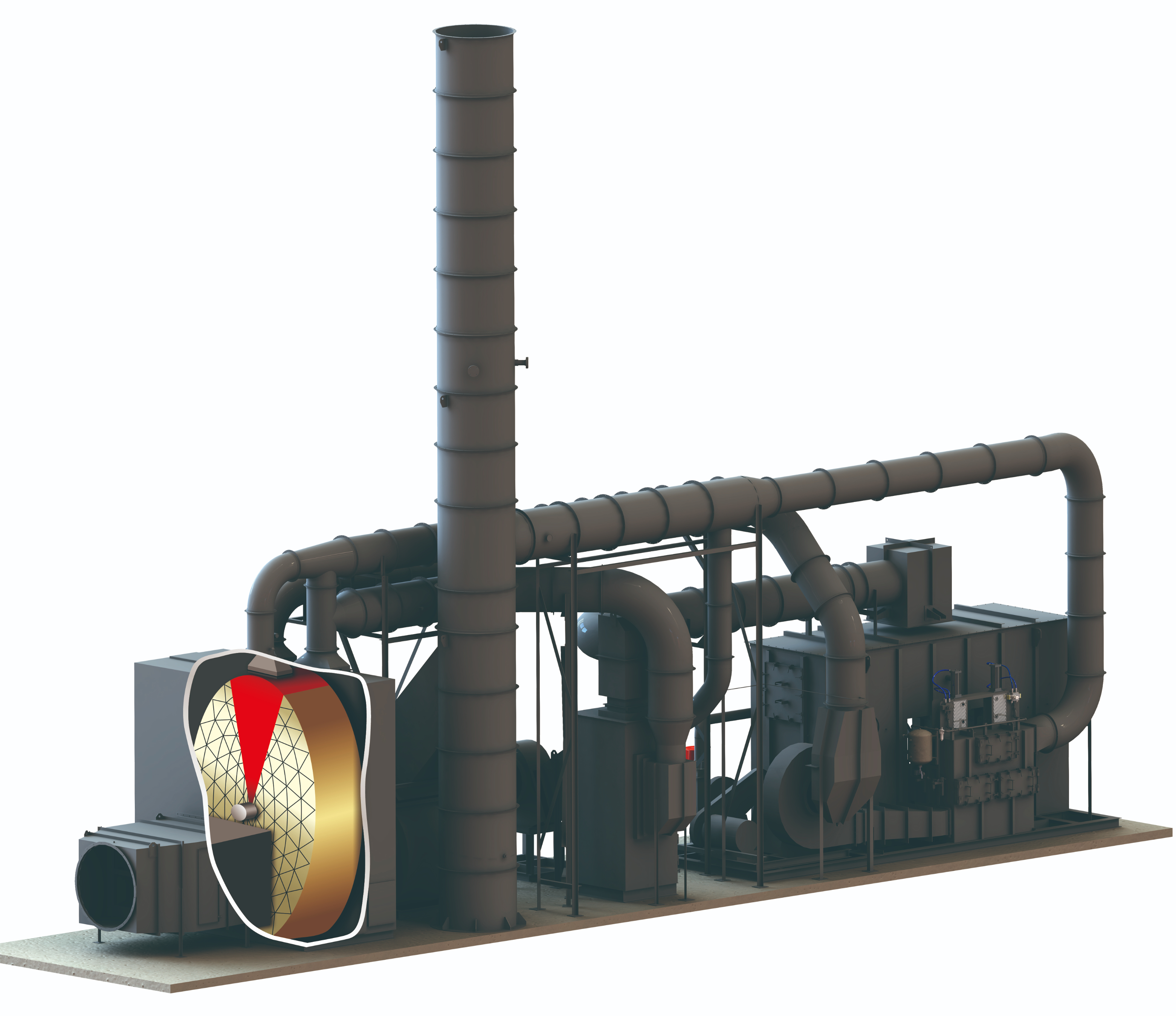
1. Direct fired thermal oxidizer (DFTO) – DFTO has been the traditional oxidation method. The technology is dependable and effective. These oxidizers consume a considerable amount of fuel (for emission streams that have low VOC and therefore low energy content) to maintain temperatures above 815°C (1500°F) to ensure all the pollutants get combusted. Emission streams that have high levels of contaminants like carbon fiber carbonization furnaces – with no oxygen but high pollutant content – often will require no additional fuel. For these cases a staged combustion process is required called a Multi-Staged DFTO so that the nitrogen-bearing compounds are transformed to elemental nitrogen before adding oxygen for combustion, thereby eliminating virtually all the NOx that would normally be formed. This addresses another critical element of regulatory emission requirements.

The multi-stage DFTO is designed for high destruction of furnace emissions without the formation of nitrogen oxides and the need for secondary treatment equipment.
Regenerative thermal oxidizer (RTO) – RTO is the most fuel-efficient technology for low concentration emission streams. RTO is capable of 98 to 99.5% destruction efficiency with much lower operating costs. Emission-laden process gas enters the RTO through an inlet manifold and is directed into energy recovery chambers where it is preheated. These gasses and contaminants are progressively heated in ceramic media beds as they move toward the combustion chamber.

RTOs on carbon fiber applications should be designed to minimize plugging and allow for periodic cleaning.
Once oxidized in the combustion chamber, the hot purified air releases thermal energy as it passes through media beds in the outlet flow direction. The gas is cooled so that the outlet stack temperature is only slightly higher than the process inlet temperature. With this method up to 97% of the heat can be recovered and recirculated into the process which is why it is so energy efficient compared to other combustion processes.
The oxidization of certain gaseous compounds like silicone vapor used in carbon fiber manufacturing will form inorganic particulate in the oxidation process. The heat recovery chambers in the RTO need to be designed to minimize plugging and simplify periodic bed cleaning.
We should note that these pollution control technologies are still a source of greenhouse gas emissions like CO2 from the oxidation process and natural gas burners, but there are ways to minimize the CO2 and nitrogen oxides. Composite and carbon fiber companies should explore carbon footprint reduction strategies like energy recovery, electrically fueled burners, or airflow reduction strategies to lower greenhouse effects from these technologies.
Improving the Plant Environment
A primary concern for many composites fabricators such as open molders as well as gel coaters and compounders is how to capture toxic vapors in an open plant environment in order to direct them into an oxidizer. With the ongoing effort on the part of regulators to decrease industrial exhaust emissions, the performance of oxidizers has been continually improved to reach over 99% VOC destruction values. However, this only addresses the VOCs that are actually delivered to the oxidizer. This can be accomplished to some level with exhaust fans or hoods located close to the workspace. However, these techniques may fall short of MACT (Maximum Achievable Control Technology) standards set by the EPA and enforced by law in many jurisdictions. These standards address environmental concerns for the entire plant, not just the highly concentrated areas where VOCs are being released by composites fabricating and manufacturing processes.
Concentrators are an energy and cost saving add-on to oxidizers that absorb emissions from high volume, low concentration processes such as Permanent Total Enclosures (PTEs). That greatly reduced flow is rich in emissions and much less of an operating cost burden when sent to the destruction device. (Click to enlarge image.)
To increase control of VOCs, more facilities are installing permanent total enclosures (PTEs) for better capture efficiency at the point of the process. Note that PTEs are only applicable to general composite applications and not carbon fiber. Still, they allow users to obtain 100% capture and, together with the high-performance limits of current oxidation technology, achieve very high rates of overall control. This will not only meet the need of regulators to reduce VOC emissions but will allow users more flexibility with their permits since plantwide emissions will be reduced.
For carbon fiber plants, hydrogen cyanide (HCN) is a major concern because it is immediately dangerous to human health. Multi-stage, direct fired thermal oxidizers are particularly well suited to handling this dangerous compound from the furnaces while RTOs are traditionally used at the ovens. The DFTO technology incorporates multiple zones that minimize the ill effects of combustion such as large emissions of the greenhouse gasses carbon dioxide (CO2) and nitrogen oxides (NOx). Systems designed to handle HCN use an induced fan configuration so that pollutants are pulled through the device instead of being pushed through. The vacuum pulls these extremely dangerous compounds into the oxidizer instead of potentially pushing them out of any gap in the ducting.
The first stage of combustion is designed in a chamber capable of very high-temperature operation which converts the gasses mostly to free nitrogen. The second zone takes the nitrogen gas, water and residual hydrocarbons leaving the first zone and cools these gases to the point where ignition of the remaining combustibles will occur.
The third and final zone reintroduces air into the stream so that oxidation of the residual hydrocarbons, carbon monoxide and hydrogen can occur. A proper oxygen concentration and residence time at a set temperature ensure extremely high levels of destruction without NOx emissions. Systems without this capability typically will require an auxiliary selective catalytic reduction (SCR) system or selective noncatalytic reduction (SNCR) system to neutralize NOx gasses.
Oxidation for Carbon Brake Manufacturing

There is a recent trend for carbon brake pad manufacturers to switch from their historical batch process to a continuous process. The process to produce brake pads for the aerospace and automotive industries starts with an oxidized carbon fiber that is formed and then carbonized in a specialty furnace. Depending on the quality of the carbon initially oxidized the pollutants coming off the carbonizing furnace will vary. The Anguil MS-DFTO can effectively destroy the pollutants from either a batch or continuous furnace. The Anguil system is designed to extract the inert process stream from the furnace while maintaining its negative pressure. The expected ammonia and HCN will be oxidized while forming low levels of NOx to meet required emission limits.
Efficient energy recovery is the key to improving the cost-effectiveness of these systems. Process systems and other energy-consuming equipment represent a major portion of operating costs for manufacturing facilities. Waste heat recovery systems reduce operating energy costs in the oxidation process itself and can be redeployed in any operation that utilizes heat in the process to the manufacturing operation. In carbon fiber applications the recovered heat is generally used to fuel the ovens and furnaces that require heat. Standard composite applications may not have that need for heat at the process equipment, in which case recovered heat is used elsewhere such as plant comfort heat. This can be accomplished with air-to-air heat exchangers, air-to-liquid heat exchangers, and heat-to-power systems.
What to Look for in a Pollution Control Partner
To help navigate the myriad of environmental regulations and to establish a pollution control methodology that can grow with your business it pays to work with experts in this ever-changing regulatory environment. Such a partner must be well versed in the many technologies of pollution control in order to make unbiased needs assessments and to understand the local regulations to ensure your system is fully compliant. Pollution control regulations are ever evolving so the ability to design in flexibility to meet possible future requirements is important.
Understanding the operating parameters of each application is critical in abatement system design. Decisions on an oxidizer purchase should be based on destruction requirements, efficiency needs, and process parameters. Systems can be designed that reduce total plant operating costs by reusing energy required for manufacturing through thermal recovery technology. Abatement devices can also incorporate features that decrease maintenance and increase process uptime. It is important for manufacturers to know the cost of downtime and non-compliance with pollution regulations to help guide decisions when purchasing environmental systems like these.
Remote connectivity to air pollution control systems improves safety, reliability, and maintenance efforts via real-time data logging, event reporting, and alarm notification.
It is also important to know that most emission abatement systems are designed and installed based on a theoretical projection of future production levels. If an oxidizer remains at a facility for 15-20 years, it is very unlikely that it is optimized for current production conditions, emission characteristics, and process demands.
Plant managers should periodically review the operating costs associated with their oxidizer system. This periodic review will allow for informed decisions about both reactive and proactive efforts, translating directly into lower operating costs. If a preventive maintenance evaluation or testing of the oxidizer is regularly required and included in your maintenance plan, this is an excellent time to schedule an operating cost review. Operating costs can be reviewed during monthly or even weekly walk-by inspections and checklists. These inspections are typically performed by your own personnel but can also be augmented by your pollution control partner.
Regardless of which supplier you chose to work with, it is time to take a hard look at your plant’s air and particulate emissions. Do it for your business. Do it for your people and community.
For more information please visit Anguil.com or its contacts page, or call 414-365-6400.
