

The Wabash facility
Wabash manufactures Molded Structural Composite panels for refrigerated trucks and trailers at its facility in Little Falls, Minn., U.S. The company purchased the plant from a boat manufacturer in 2017 and retained most of the employees, who came with valuable composites experience.
Source (all images) | Wabash National Corp.

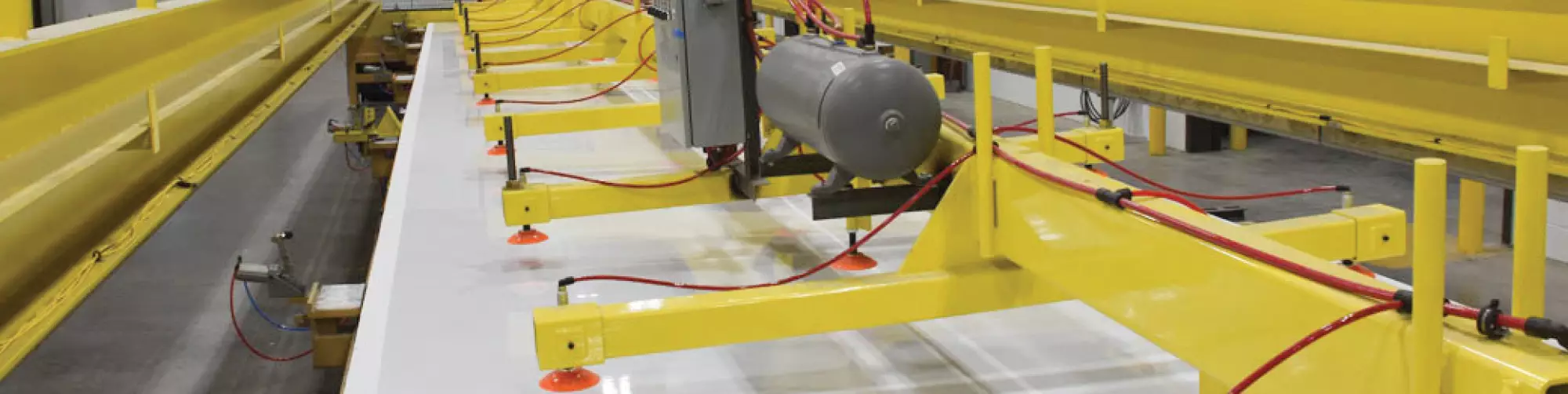
Moving the panels into position
An MSC panel is moved into position via vacuum hoist for assembly into the trailer. Dimensions of the molded 53-foot trailer panels are up to 114 inches by 52.5 feet, while the smaller straight truck panels are up to 108 inches by 26 feet, with a panel thickness (for either truck) ranging between 1.5 and 4 inches.

Prepping for assembly
The MSC panels are prepped prior to assembly.

Step 3
Assembly of the panels into a box-shaped trailer is accomplished via a set of fixtures. Here a sidewall panel is moved into place in a fixture termed “the Monster” – a custom trailer assembly fixture which facilitates the bonding, using a specially developed adhesive, of the walls to the composite floor and roof via aluminum rails.

Finalizing the trailer
Once the sidewalls, roof, floor and nose of the trailer are attached and bonded in place, the trailer is moved to the final assembly station. Here, the steel rear frame is fitted to the truck loading portal. Trailer doors are attached to the frame and other final assembly details, such as the fabrication of the auxiliary electrical, hydraulic and mechanical systems, are carried out.



With an improved thermal efficiency of up to 28% and 10% less overall weight compared to conventional truck body wall materials, the all-composite Cold Chain refrigerated truck body series, designed and built by Wabash National Corp. (Lafayette, Ind., U.S.), has now been on the market a little more than three years. Wabash introduced the new line with a series of 14- to 26-foot trucks — often called box or straight trucks — made from molded structural composite (MSC) panels mounted directly on the chassis. According to Robert Lane, vice president of engineering for commercial trailer products, Wabash has built more than 100 of these MSC trucks, and they are now produced at its 500,000-square-foot facility in Little Falls, Minn., U.S., which the company purchased from a boatbuilder in 2017. The plant is dedicated solely to the manufacture of the Cold Chain MSC panels, as well as the final assembly of the panels into truck and trailer units.
In 2018, Wabash also began manufacturing a 53-foot refrigerated trailer, also called a “reefer.” It has sold a little more than 100 of these as well. The trailer incorporates an MSC nose, sidewalls and roof, as well as a hybrid metal-composite flooring system with a 24,000-pound dynamic load rating. Rather than doing a general commercial launch of the new trailer, the company elected to run a smaller, controlled launch and supply the trailer to three customers in the logistics industry, as well as a distributor, who in turn agreed to participate in the product rollout, says Lane.



In controlling the launch this way, Wabash is able to track and collect data on the performance of the trailer, enabling monitoring of its thermal efficiency, the most critical parameter of the new product’s value proposition. Wabash records how much fuel is consumed by the diesel-powered refrigeration units on a Cold Chain trailer compared to a trailer with conventional wall construction. For the assessment to be accurate, Wabash compares trailers and tractors of roughly the same age, running the same routes, under the same or similar conditions, eliminating, as much as is feasible, variables that would skew the data. According to Lane, the first seven months of testing confirms an improvement in thermal efficiency in the range of 20 to 31%, which translates to the overall goal of reduced fuel consumption.
The MSC process was originally developed by Structural Composites Inc. (W. Melbourne, Fla., U.S.). The company worked closely with Wabash in the development of the unique MSC panel system, which comprises fabric, Structural Composites’ laminated knit glass and foam Prisma preforms, resin and CoCure advanced coatings. The design of the composite laminate components and layup were derived from the modeling of multiple, intricate loading cases run in the finite elemental analysis (FEA) software ANSYS (Canonsburg, Pa., U.S.) combined with extensive testing at Wabash’s in-house laboratory. The software modeled forces induced by highway speeds as well as fork truck and freight loads. Lane says Structural Composites remains an ongoing partner in the manufacture of the MSC panels.
CW Editor-in-chief Jeff Sloan interviewed Structural Composites president Scott Lewit in a recent CW Talks podcast episode. Learn more: https://www.compositesworld.com/podcast.
Manufacturing process
While all the components comprising the Cold Chain truck body and trailer MSC laminate play a critical role in overall properties and performance, the Prisma preforms are key to the superior structural properties required for the application. The first Prisma preforms, introduced in 1995, were custom-built stringers and bulkheads for recreational watercraft. Today, Structural Composites’ Prisma line encompasses beams, lumber, fillets, planks and hull stiffeners, as well as the original stringers and bulkheads.
At Wabash, the Prisma technology is used to build a series of foam-cored glass fiber panels 4-36 inches wide and 0.75-4.0 inches thick. Length of the panels can be adjusted to application specification. The exterior height of a standard 53-foot trailer is 114 inches; the exterior height of a 26-foot trailer is 108 inches. Several of these panels are subsequently co-molded in a compression process to build the final MSC structures, which form the walls and floors of a Cold Chain truck.
The MSC panels are fabricated in Wabash’s Minnesota facility. In an automated processing line, a two-part polyurethane foam is injected into a woven glass fiber preform held in the shape of the panel. The foam fills the fabric-enclosed space and adheres to the inner glass fibers, creating the foam-filled glass fiber fabric panel. This is the key building block for walls and floors.
After injection, the foam beams are cured at room temperature (72°F) for 60 to 90 minutes. The foam used in the panels manufactured by Wabash is a standard 2-lb./cu. ft. flotation-grade PU foam. However, in other applications the foam used to make the beams can range from 2- to 40-lb./cu. ft.
Kyle Kraus, vice president sales and marketing at Saertex (Huntersvilles, N.C., U.S.), a manufacturer of the glass fiber fabric used by Wabash, says the company supplies Wabash with non-crimp fabrics ranging from unidirectional to biaxial, in a variety of aerial weights. “We have worked with the Wabash engineering staff to align the fabric design to their resin flow and performance level of the Cold Chain trailer application,” he explains, noting in general the stitching parameters support fast processing of the panels. “The company likes the way our fabrics handle, as they eliminate unsightly gaps they’ve experienced with competitive materials,” Kraus adds.
Lane says the width of the panels varies up to 6 inches for floor panels, and up to 36 inches for wall panels. Some of the panels will include metal plates to support refrigeration units or trailer landing gear. Biaxial orientation of the panel's fabrics can comprise either 0/90-degree layup or a ±45 degree layup, depending on panel application. The panels are designed with four critical dimensions that can be tailored according to the application: height, base width, top width and the width of the tabs plus the base. Typical panel thickness ranges from 1.5 to 4 inches.
While the specific details of the resin and the coating used to make the MSC panels are proprietary, the technology originally developed by Structural Composites Inc. incorporates the company’s CoCure strain-tunable resins, in which a certain percentage of a toughened urethane resin is added to a generic commodity resin in specific areas of the composite structure to improve performance and properties. Lane says the resins Wabash uses are custom-made and designed to meet mechanical load requirements of the MSC system. Lane says the gel coat, also developed by Structural Composites, is distinctive in that, unlike other gel coats, it is flexible, highly resistant to cracking and imparts a superior level of water resistance to the panels that preserves the thermal performance and also lengthens the life of the trailer — a benefit that is one of the chief selling points of the Cold Chain line.
After cure, the panels are placed adjacent to one another in an aluminum or composite tool lined top and bottom with CoCure inmold coating. Lane describes the panel molding method as a “modified open-closed mold process.” Once the panels are positioned in the mold, the mold is closed and compressed with a combination of liquid resin and chopped glass fiber using a vacuum-compression process. The glass-on-glass contact between Prisma panels forms an internal shear that obviates the need for the metal frames found in a typical trailer structure. The molding process, combined with the CoCure coating, produces panels ready, out of the tool, for assembly into the final trailer structures.
Assembly of the panels into a box-shaped trailer is accomplished via a set of fixtures that facilitate systematic fabrication and attachment of the trailer components to one another. In the first step of this process, the side walls are loaded into an automated clamping fixture and aluminum top and bottom rails are bonded in place with an adhesive developed to bond the composite panels to metal. The walls are held in the fixture to allow the adhesive to cure, after which the walls are moved to a larger, hydraulically operated fixture that lifts, aligns and attaches the walls to the floor via the same adhesive. In a similar way, the fixture operates to attach the nose, stainless steel rear frame (which forms the opening to the trailer loading portal and provides support for the trailer door) and the roof. From this point, final assembly details largely mirror a conventional trailer, with the attachment of electrical, pneumatic, mechanical and other auxiliaries and systems.
There are still challenges ahead for full commercialization and market acceptance of the all-composite trucks and trailers Wabash is building. The Cold Chain line, however, is off to as good a start as could be anticipated, and there is no reason to think the product will not be successful. “Anyone can launch a technology that will provide the improvements we’re talking about,” Lane says. “The key to our approach is to provide these improvements and make it affordable.”








Related Content

CompositesWorld's top ten "Inside Manufacturing" articles
CW’s Inside Manufacturing column dives into the processes, materials, technologies, and applications related to composites manufacturing. Take a look at our top ten most popular pieces from this column and see what interests you the most.
Read More
Manufacturing the MFFD thermoplastic composite fuselage
Demonstrator’s upper, lower shells and assembly prove materials and new processes for lighter, cheaper and more sustainable high-rate future aircraft.
Read More
Optimizing AFP for complex-cored CFRP fuselage
Automated process cuts emissions, waste and cost for lightweight RACER helicopter side shells.
Read More
Hybrid process marries continuous, discontinuous composites design
9T Labs and Purdue applied Additive Fusion Technology to engineer a performance- and cost-competitive aircraft bin pin bracket made from compression-molded continuous and discontinuous CFRTP.
Read MoreRead Next

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More