
A digital approach to automation
One aerostructures manufacturer’s journey from hand layup to AFP.
.jpg;width=70;height=70;mode=crop;format=webp)




Source | MRAS
Middle River Aerostructure Systems (MRAS; Baltimore, Md., U.S.), manufacturer of composite aerostructures for commercial and military use, decided several years ago that it wanted to improve its bottom line by automating its manufacturing process. The problem was, where to start? MRAS, which produces mostly nacelles and thrust reversers at its 1 million-square-foot Baltimore facility, was using mostly hand layup. However, the company knew that the next step was to invest in automation, which it hoped would eliminate the variability that comes with hand layup and reduce labor costs at the same time.



With the help of CGTech (Irvine, Calif., U.S.) and Electroimpact (Mukilteo, Wash., U.S.), MRAS began the process of analyzing a variety of available parts that could be redesigned using automation. The companies digitally modeled and simulated the manufacture of each of the candidate parts, enabling a thorough understanding of the cost versus savings. Mitchell Smith, composite process and technology leader at MRAS, notes that this was especially important given the small, relatively lightweight components that MRAS manufactures.

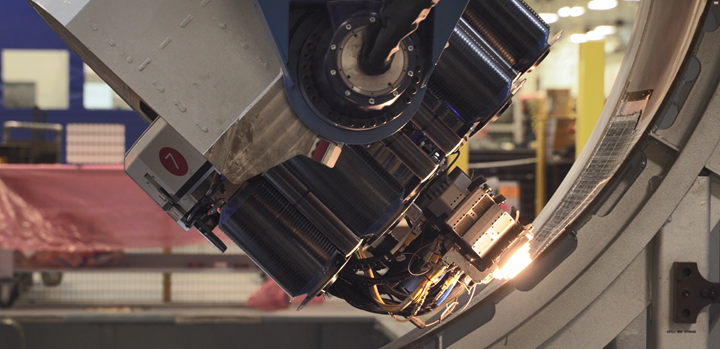
Shown here, an A320 NEO fixed gantry AFP machine cell. Source | MRAS
After several iterations, MRAS selected a group of parts to convert within the Airbus A320neo structures it was building. “The high volume and rate of the neo program enabled the cost versus savings equation to work out in favor of [automated fiber placement] AFP. We just had to stay within our cap ex [capital expenditure] targets,” explains Smith.
However, budget limitations meant that no new tooling could be purchased, and that only minimal floor space was available. This became the most complex part of the project, since MRAS was already in production using female tooling, while most AFP parts are made with male tooling that does not restrict the use of the large end effectors required to support the automated machinery. The geometry of male tooling is also favorable for material pay-out, which is controlled with tow tension.
“That was actually the biggest constraint,” Smith says. “We’d invested millions of dollars in female tooling and we were not going to purchase new tools — looking back, it presented a level of complexity that’s hard to appreciate. Male tooling would have made the machine easier to build and the processes easier to develop, but it also forced us to make big technology advancements quickly. In hindsight, that was a good thing, even if it didn’t seem that way at the time.”
“The bottom line was that we needed to be able to produce a high volume of relatively low-weight product at a high rate with a compact cell and a complicated tool string,” Smith notes.
Concurrently with the part selection process, MRAS also began evaluating various AFP machine builders. “We received a variety of machine proposals, and each had their pros and cons, but none matched up to the business case we needed to support,” says Smith. “In order to meet the business case, MRAS needed a high-speed AFP machine that supported a rapid tool change out and required minimal staff to run.”
Source | MRAS
Ideally, this machine would also — at least in theory — operate nonstop, with almost no downtime, to produce the more than 240 components that MRAS manufactures each month. “And even though they didn’t have one at the time, Electroimpact was the only company willing to work with us on building one,” Smith says.
Electroimpact’s roster of AFP and automated tape layup (ATL) machines rely on programming and simulation software from CGTech. After selecting the machine maker, MRAS spent the next year working with Electroimpact and CGTech to program and validate each component — multiple times, in some cases. As suspected, the U-shaped female tooling proved to be a tight fit for the AFP head, making accurate simulation critical to crash avoidance. Numerous trial components were made at Electroimpact, even before the machine was completely fabricated.
Toward the end of 2018, initial production began, and by the end of January 2019, MRAS was using its new automated process to manufacture nacelle components. Current production is reported to be at or above the planned business case, with significant reductions in labor costs and higher throughput.
Plus, MRAS emphasizes that it did not reduce its workforce by switching to automation. In fact, Smith says the opposite happened: “By bringing this new technology to the business, we have been able to capture new business and have installed additional AFP machines. We have had to hire additional people to handle the growth.” He concludes: “It was definitely the right move for us.”







Related Content

Ultra high-rate composite deposition system trials to surpass layup targets
The NCC, alongside partners Loop Technology, Coriolis and Güdel, are on track to deliver dry fiber deposition rates exceeding 350 kilograms/hour, seven times more than standard aerospace rates.
Read More
Com&Sens presents workshop on fiber optic sensing for COPVs
Three-day hands-on workshop from June 11-13 in Leuven, Belgium, will equip participants with a better understanding of fiber optic sensing technology for digital manufacturing of composite tanks.
Read More
Aerotech Academy Puglia is inaugurated at Leonardo Aerospace site in Grottaglie, Italy
Joining the Leonardo MaTeRIA Lab and Joint Lab with Syensqo, this aerostructures training course will be 75% materials science and structural design/analysis, 25% digital transformation and AI.
Read More
Next-gen composites manufacturing: Combining material, machine and mold cavity data with analytics
Using a sensor, an edge device and machine learning software, sensXPERT sees into processes and is improving quality and cutting scrap, cycle time and energy use for composites customers like ZF and Carbon Revolution.
Read MoreRead Next

Evolving AFP for the next generation
‘Aerospace quality at automotive pace’ is the mantra of the supply chain being developed for next-generation commercial aircraft. Automation is evolving to meet the challenge.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More