
At the top and still climbing
Trek Bicycles' OCLV manufacturing method shortens cycle times and optimizes compaction in molded carbon fiber-bike frame components.




Step 3: Each part's mold is closed, inserted into a press and the its bladder is pressurized. Source: Trek Bicycles

Step 8: Adhesively bonded tubes and lugs are assembled in a pneumatic pressure fixture for oven-cure at 65.5 to 82°C/150 to 180°F. Parts key: (1) head lug, (2) down tube, (3) seat tube, (4) bottom bracket lug, (5) seat lug, (6) seat stays, (7) chain stays. Source: Trek Bicycles

Step 5: Parts are demolded after cure. Source: Trek Bicycles

Step 9: The finished bike frame is suspended for painting. Source: Trek Bicycles

Step 4: Preprogrammed PID process controllers monitor and control part cure cycles. Source: Trek Bicycles

Step 2: Each part's preform and elastomeric bladder are layed up in a female mold. Source: Trek Bicycles

Cycling star Lance Armstrong in action on Trek's OCLV Madone SL 5.9, featuring a carbon composite frame that weighs only 2-lb. Source: Trek Bicycles Photographer: Graham Watson

Step 1: Part preforms are cut from pre-stacked prepreg layers, using preprogrammed CNC equipment. (Madone head lug preform shown). Source: Trek Bicycles

Step 7: Inserts are secondarily bonded into cured piece parts and oven-cured. Photo shows an aluminum insert to be bonded into a Madone head lug. Source: Trek Bicycles

Step 6: Demolded parts are machined. In this view, an OCLV head lug is held under the drill bit of a pneumatic-clamp drilling fixture. Source: Trek Bicycles
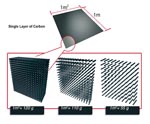
This graphic illustrates the difference in densities, measured in grams per square inch, between the various reinforcements used in Trek's OCLV laminates. Source: Trek Bicycles
By the time champion cyclist Lance Armstrong won his sixth Tour de France last year — the world's most grueling bicycle race — international prestige had long come to stay for the Waterloo, Wis. bike manufacturer that built the superlightweight OCLV Carbon bikes he has ridden to victory. Now the world's largest specialty bike retailer, Trek Bicycles employs 1,500 people in Waterloo, which serves 2,000 stores in the U.S. alone and 4,000 dealers worldwide, in 65 countries. Trek offers standard models in seven sizes, 50 cm to 62 cm (19.7 inches to 24.4 inches), as measured from the center of the crank axle to the top of the seat tube, plus a woman-specific design (WSD) size range, all featuring carbon composite frames. Prices range from $2,199 (USD) for the OCLV 120 5,000 road bike to $7,700 for the new OCLV 55 Madone SSL.
While Trek's entry-level mountain and city bikes sell in the largest numbers, riders hoping to become the next Lance Armstrong aren't disappointed. "For the last six years, Armstrong has raced the exact bike that we sell, not custom bikes," says Trek's brand manager Zapata Espinoza. "The only difference between the Madone SSL ridden by Armstrong in the 2004 Tour uphill time trial and the retail bike now in Trek's catalog was a special paint job for the Tour," he points out. "Even that is now available on special order — for an additional $3,000."



Combining old and ultra new
The keys to Trek's high-end bike success are its uniquely manufactured "double-triangle" carbon fiber frames. Unlike some competitors, Trek makes no attempt to fabricate frames in one piece. Instead, each is assembled from individually molded piece-parts — hollow composite tubes and composite connectors called lugs. Trek adapted the term "lug" from the metal fittings historically used to secure tubes together on the old brazed-frame metal bicycles.
All tubes and lugs — a half-million parts per year — are made with the company's trademarked OCLV (Optimized Compaction, Low Void) bladder molding process. "We do the same process for our lower end, less-expensive models and our more expensive models," says James Colegrove, Trek's composites manufacturing engineer.
The OCLV process applies external and internal pressure and heat to carbon/epoxy prepreg under extreme conditions to yield a highly consolidated hollow part with high fiber volume. Espinoza defines the essence of OCLV as "optimum compaction of carbon and epoxy to provide a frame that exceeds aerospace standards by maintaining less than 1 percent of voids in each structure."
"The OCLV approach allows us to focus on optimizing each piece-part of the frame for the loads it will carry," Colegrove explains. At Trek, lugs are key components in the frame design, and each is custom-fabricated. Fiber architecture, ply schedule and material type are tailored for each part's particular performance requirements. "The head lug, for instance, takes very different loading from, say, a bottom bracket or a seat lug," he points out. "When you lay up a frame as an entire structure, there are some inherent issues with getting each of those very complex parts well molded into one complete piece." One issue is waste: it's far less expensive to scrap a single sub-par part than to throw away an entire frame.
Parts are fabricated almost exclusively from carbon/epoxy prepreg, made either by Hexcel (Dublin, Calif.), with its R6264D epoxy resin matrix, or by Newport Adhesives & Composites (Irvine, Calif.), using its 301 toughened, controlled-flow epoxy system. The carbon tow in each is a standard 33- to 35-million modulus psi (msi) with tensile strength of 650 to 750 ksi: T-700 from Toray Carbon Fibers America (Flower Mound, Texas); Hexcel AS4D or AS3CS; or Toho G30-700 (Toho Carbon Fiber, Menlo Park, Calif.) in areal densities from 55 g/m2 to 150 g/m2.
Improving performance, ounce by ounce
Frame lightweighting, especially for international competition, has been one of the design team's highest priorities. Trek's first lugs, in 1992, were OCLV 150, a material designation reflecting the density in grams per square meter (g/m²) of the carbon tow. In 1999, Armstrong won his first Tour de France on an OCLV 120 frame, featuring the same grade of carbon, but less of it. Trek redesigned the shape and diameter of the lugs, matching the strength and stiffness of the 150 frame, while shaving a few ounces off the weight.
| Approximate frame weight, 56cm full frame size* | ||
|---|---|---|
| OCLV 150 | 1.134 kg | 2.50 lb |
| OCLV 120 | 1.1067 kg | 2.44 lb |
| OCLV 110 | 1.066 kg | 2.35 lb |
| OCLV 55 | 0.907 kg | 2.00 lb |
| Steel | 1.587-1.014 kg | 3.5-4 lb |
| Aluminum | 1.360-1.587 kg | 3-3.5 lb |
| * Both the geometry and size of the frame are factors in comparison of frame weights. Weights for compact geometry, with shortened triangles and longer seat posts, are not directly comparable with weights for full frame sizes. | ||
In 2000, Trek came out with OCLV 110, now its most widely used OCLV material, saving about 200g/0.5 lb compared to the 150. In 2004, Trek produced its lightest frame to date — a scant 2-lb — for the OCLV 55 Madone SSL. It was developed specifically for Armstrong's 2004 Tour de France Stage 16 uphill time trial on the Alpe d'Huez -- the most anticipated stage of the Tour. While the 150 and the 55 are both made with Hexcel IM2 or IM7 carbon tow (40 to 42 msi modulus, 750 to 800 ksi tensile strength), Trek uses 12K tow for its OCLV 110 through 150 frames, but switched to 6K tow in the OCLV 55.
"Changing over from 110 to the much lighter 55 g/m2 carbon wasn't just a case of swapping materials out," Colegrove stresses. "We had to completely redesign the laminates and layups." Made with 6K tow, each part on the OCLV 55 platform also requires more plies than parts made with 12K tow, making it Trek's most labor-intensive frame.
The need for speed
As development accelerates, Trek is taking steps to keep pace. Historically, Trek's design team has leaned toward the "make-it-and-break-it" approach to frame design, with some analytical help from Cosmos Works (Structural Research & Analysis Corp., Los Angeles, Calif.) finite element analysis (FEA) software, SolidWorks Corp.'s (Concord, Mass.) engineering software system and Studio Tools 11 industrial design software from Alias Systems Corp. (Toronto, Ontario, Canada). But Trek is now leaning toward more sophisticated measures, recently initiating an investigation of analytical tools that meet the needs of cycling's increasing complexity within a tighter design window. Colegrove sees further computerization of design analysis as essential. "We can't design a bike fast enough," he says. "As soon as we get a new bike developed, the market wants it. It's a huge advantage to be able to cut a month — even a week — out of the design cycle." Primary systems under consideration are FEMAP FEA (Team Engineering, Kirkton Campus, Livingston, U.K.) and MSC.Patran engineering analysis and modeling software (MSC.Software, Santa Ana, Calif.).
TLC plus high technology
Each frame is handcrafted at the Waterloo factory. Experienced laminators begin by arranging up to 30 plies of unidirectional carbon/epoxy prepreg in precisely tailored stacks, to build a multiaxial fiber architecture for each part with staggered ply drop-offs to avoid stress risers. Seat lugs and other laminates that carry high loads have quasi-isotropic (0°, ±45°, 90°) architecture, while others, such as the down tubes, are primarily ±45° bias structures for high torsion resistance.
After the layups are stacked in the correct order and orientation, CNC diecutting machines cut the stacks into mirror-image preforms, according to the part program, using standard steel dies. For very small parts, the plies may be individually diecut and then plied together.
The preforms are layed into two-part female molds made of P20 steel and prepped with either Mold Wiz EM-1212 water-based release agent (Axel Plastics, Woodside, N.Y.) or Frekote 700-NC solvent-based release (Henkel Corp., Rocky Hill, Conn.), depending on the part being molded. Trek designs its own tooling and, when possible, makes molds in-house, sending only the larger, more complex designs to an outside toolmaker for custom manufacture.
When the preforms are in the mold, a deflated bladder is placed between them. One of several different types of elastomeric bladder is selected according to the cost and fabrication method of the specific lug shape and its application.
When ready, the mold is closed around the bladder and loaded between preheated platens in one of Trek's 50 vertical presses, designed by Colegrove for optimum versatility and built by Trek in-house. Depending on part configuration and size, each press can accommodate one or multiple molds.
The bladder is inflated before cure begins, and the ensuing cure process is under computer control. Proportional integral derivative (PID) controllers monitor and control proprietary platen heating profiles and all other process parameters, which have been preprogrammed and downloaded into the computer for the individual parts. Originally, Trek used Anafaze 8LS closed-loop controllers, now made by Watlow Electric Mfg. Co. (St. Louis, Mo.). The 8-loop system can handle multiple zones on a single or several presses simultaneously, but is being phased out by Watlow. Newer Watlow Series F4 1/4 DIN single-loop systems each control and provide feedback on one single zone. Both systems offer programmable downloads and data logging capability. The newer F4 uses an MS Windows interface, as opposed to an older DOS interface used for the 8LS.
While the cure profiles, internal bladder pressures, external pressures and other details are closely guarded secrets, the prepreg is a 121°C/250°F epoxy process, for which a one-hour cure is recommended. However, the Trek team focuses on minimizing total cycle time, following the Japanese Kaizen lean-manufacturing approach. Using proprietary technology, developed through painstaking R&D, Trek has reduced the actual cure cycle by more than half. Depending on the piece part, Colegrove maintains, "We can basically make a part in the cycle time of the press."
Parts are made "just-in-time," a manufacturing strategy wherein parts are produced or delivered only as needed — known as "kanban," the word posted on Japanese assembly lines to signal that parts are needed.
When the preprogrammed cure cycle ends, the press automatically opens, parts are demolded, deflashed and then manually moved to roller conveyors, which carry the parts through postcure machining operations, where attach points are reamed and holes are drilled for mechanical fasteners. (Though Trek's frames are adhesively bonded, screws and pop rivets are used as redundant retention for cable stops, shift lever bosses and cantilever brake bosses.)
At this point, various carbon, aluminum or titanium threaded inserts are bonded in to strengthen parts that are bearing surfaces, such as head lugs, or those that will incorporate mechanical fasteners. After the inserts are bonded in, parts are postcured in an oven.
The carbon inserts are used primarily for holding a tight diameter on parts under severe stress. For example, the hollow seat lug needs extra support where the seat post is attached to the seat tube. For this purpose, a carbon tube is bonded and cured inside the seat lug to fortify the lug and maintain a tight diameter tolerance throughout the life of the bike. Trek uses 0.127-mm/0.005-inch as a nominal bond gap for most mating parts. Trek does not manufacture the carbon tubes used as inserts, but has them roll wrapped or filament wound to order at outside fabricators, primarily McLean Quality Composites (MQC, Salt Lake City, Utah) and HST Inc. (San Diego, Calif.). Small bicycle tubing is typically made by wrapping and curing multiple layers and angles of unidirectional prepreg material around a mandrel of the specified diameter and length.
Assembly and finishing
The piece-parts are assembled into a bicycle frame with the aid of a pneumatic press, which holds the frame parts in position while Loctite 9430 (formerly Hysol) epoxy adhesive (Loctite Aerospace Div. of Henkel Corp., Bay Point, Calif.) is applied at the joints. Colegrove says Trek chose the Hysol-Loctite adhesive years ago because of its capability to adhere well to multiple materials, including carbon composites, aluminum, titanium and steel. The highly modified, highly elasticized epoxy system is designed specifically for tenacious adhesion, in contrast to matrix epoxies, which tend to be more rigid to hold fibers in place.
Once adhesive has been applied, the frame assembly is manually locked into position in a freestanding cure fixture. The frame and fixture are removed from the press and placed in a Grieve oven (Grieve Corp., Round Lake, Ill.) for accelerated cure at 65.5°C to 82°C (150°F to 180°F). (At room temperature, cure would take up to 18 hours to dry to the touch and more than three days to build full strength.)
The frames are either painted in solid colors using baking enamels or, for Trek's "nude" presentation, transparent urethanes, which reveal the carbon fiber architecture. Painting has the dual benefit of aesthetics and protection of the structure from moisture, dust and debris, especially important at the joints of dissimilar materials. Combined with the epoxy bonding agent, the paint also tends to mitigate the potential for galvanic corrosion at attachment points between the carbon parts and aluminum inserts, rivets and running gear.
Pursuing the "perfect" ride
Like the riders for whom they build, Trek continues its pursuit of the ever-finer competitive edge. For example, materials must not only yield the required strength, toughness, low weight and aesthetics for performance bicycles, they also must give the rider the right "ride-feel," which means vibration damping Goldilocks-style: not too much, not too little, but just right. "Road-buzz is the transmission of rough road through the bike components into the riders' hands or seat," says Colegrove. "Most people who buy our high-end products want some of that road feedback, they don't want to be truly isolated. Others want the benefits of a very lightweight carbon fiber frame, but they do want to be a little more isolated." While carbon composites have a natural tendency to damp vibrations to riders, Trek is researching new avenues for further damping unwanted vibration.
Although carbon prepreg is the standard material for OCLV frames, trek has adapted other materials to achieve its goals. In a patented variation of the OCLV carbon prepreg construction, for instance, a sandwich structure with a hollow Nomex core is used to muscle-up the larger, flatter surfaces of some time trial and mountain bikes. The Nomex core is provided by Hexcel (Nomex fibers are a product of DuPont Advanced Fibers, Richmond Va.). Another variation is the use of Hexcel's 7781 8-harness satin weave 0,90° fiberglass woven cloth as an insulator between aluminum and carbon parts where those materials come into contact. And to make the triangular suspension unit that links the front and rear frame triangles together on dual-suspension mountain bikes, Trek uses Hexcel's HexMC compression sheet molding compounds in its OCLV moldable carbon (OCLV MC) process, achieving 50 percent fiber volume in the finished part. Trek also has experimented with aramid prepreg for damage tolerance and cosmetic purposes, but aramid has not been adopted for production at this time.
Trek is always looking for new materials, says Colegrove, "and is always looking to increase the performance from the materials that we use."








Related Content

3D-printed CFRP tools for serial production of composite landing flaps
GKN Aerospace Munich and CEAD develop printed tooling with short and continuous fiber that reduces cost and increases sustainability for composites production.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
Jeep all-composite roof receivers achieve steel performance at low mass
Ultrashort carbon fiber/PPA replaces steel on rooftop brackets to hold Jeep soft tops, hardtops.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read MoreRead Next

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More