
Designing with composites: Optimizing for performance and manufacturing
David Leigh Hudson, the director of product and market strategy for the Fibersim product portfolio at Siemens PLM Software (Waltham, MA, US), the need in the field of composite part design for a serious commitment to what he terms "concurrent engineering" processes.

David Leigh Hudson is director of product and market strategy for the Fibersim product portfolio at Siemens PLM Software (Waltham, MA, US), a business unit of Siemens Digital Factory Div. Hudson joined the company when Siemens acquired Vistagy Inc. in December 2011. During his tenure with Vistagy, prior to assuming a product portfolio leadership position, he served as technical services manager, supporting sales, services and distribution channels for the Asia-Pacific region. He received a BS in mechanical engineering from the University of Wisconsin at Milwaukee and a BS in accountancy at Bentley University (Waltham, MA, US).
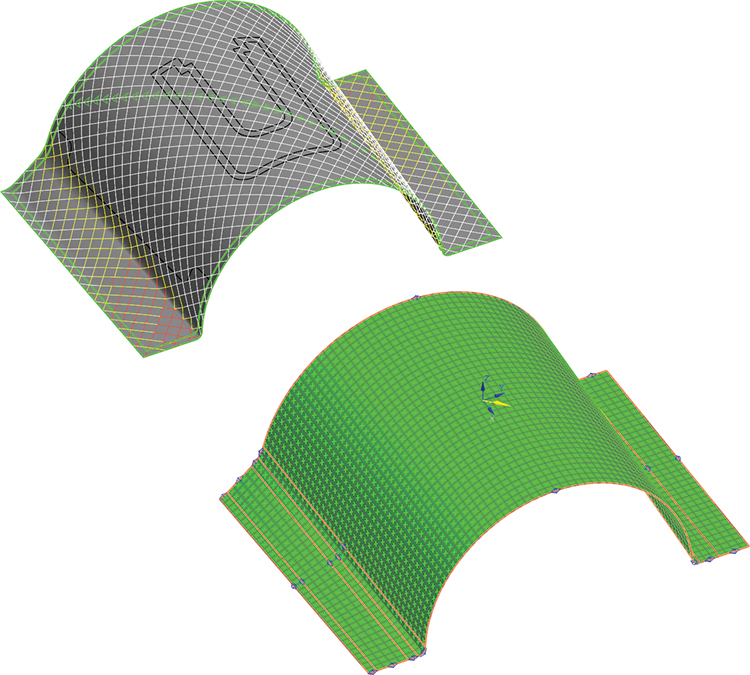
Fig. 1: The image at upper left is the part in CAD with a single ply’s fiber orientations displayed in white, yellow and red (the colors indicate progressively significant “deviation from desired”) that resulted from the simulated manufacturing lay-up process. The lower right is the part in CAE displaying the same ply’s fiber orientations passed from the CAD model after the manufacturing simulations. Source: Siemens PLM Software
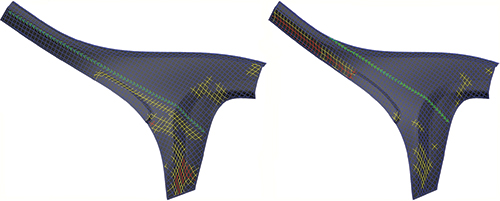
Fig. 2: The part in CAD can have the manufacturing process defined, refined and simulated to determine the best method with which to produce the part and how best to meet the analyst’s desired fiber orientations. These two images demonstrate two different methods used for hand lay-up and the affect each had on the fiber orientations in blue, yellow and red. Yellow and red show deformations, where red indicates actual wrinkling of material. Source: Siemens PLM Software
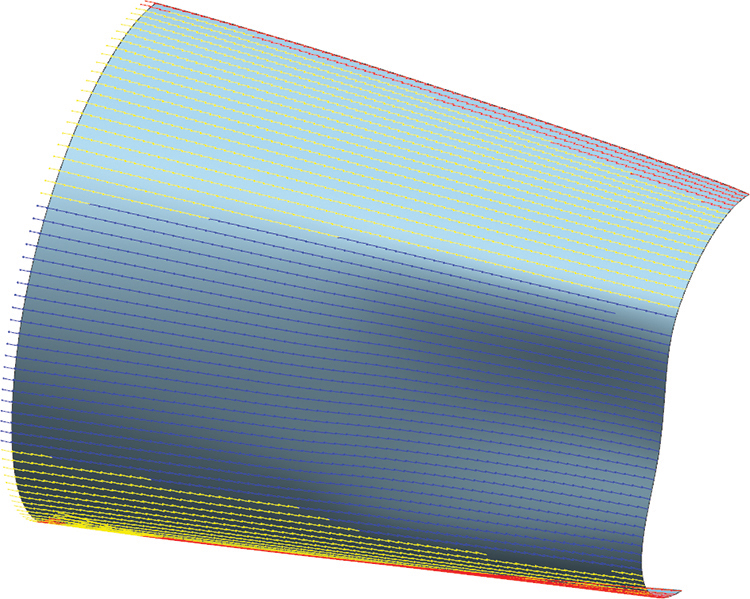
Fig. 3: A vector fiber field is displayed on the CAD part that represents the variance between the analyst’s desired fiber orientations and the orientations mapped/defined during the detailed design phase. The vectors are shown in blue, yellow and red, depending on the degrees of variance, where blue is little-to-no variance and red is greater variance. The visualization depends on the desired amount of tolerance. Source: Siemens PLM Software
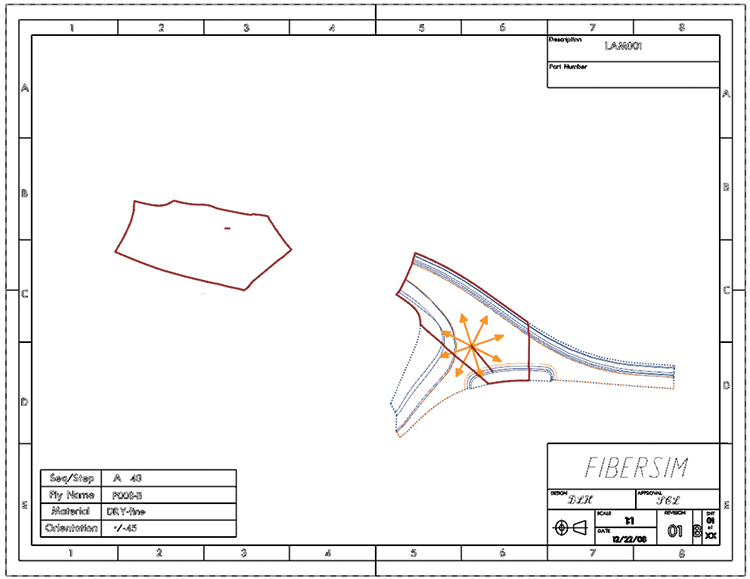
Fig. 4: Consistency in manual lay-up can be assisted by both standard laser projection and with plybooks that display the simulated manufacturing process that was used in CAD to obtain a flat pattern. The plybook features drawings (example shown here) that shows one or more boundary views and a flat pattern view. The boundary views can display the simulated manufacturing process, in orange, that was used to derive the flat pattern generated for lay up. Source: Siemens PLM Software



The choice to design with composites is often driven by market demand and cost. The promise of mass reductions, performance improvements and material and assembly cost reductions is enticing, but realizing a design with fiber-reinforced plastic (FRP) remains challenging. As FRP become the material of choice, based on design potential, traditional methods of analysis, design and manufacturing will not suffice. Based purely on the nature of the material itself, a composite design must be optimized not only for finished part performance but for manufacturability as well. Specifically, analysis and design must be performed in the context of the manufacturing process. Therefore, composite design requires a serious commitment to what I’ll call concurrent engineering processes.
FRP parts are “inseparable assemblies” made up of tens to hundreds of plies that vary in number, and therefore thickness, across the desired part geometry. A combination of the part geometry, the material form and the manufacturing process affects the fiber orientations within the part; therefore, understanding all three characteristics is critical during the design phase. Fibers that deviate from the analyst’s defined orientations will affect structural performance due to a significant impact on modulus and strength. In addition, in-plane or out-of-plane deformations that occur during production will result in increased manufacturing cost and effort to resolve issues downstream.



Preliminary analysis of composite parts is often performed based on idealized geometry and fiber orientations that meet loading conditions. However, without the understanding of fiber deviation, material knockdown factors are used to reduce the material’s mechanical properties. The result is an overbuilt composite part, which neither achieves the structural performance nor the desired mass reductions. Virtual visibility into the deviation and deformation of the material during the manufacturing process can minimize the risk of overdesigning parts. Often referred to as “simulation of manufacturing producibility,” this software-based capability is where the true fiber orientations can be known and then can be exchanged with those who do the analysis, as illustrated in Fig. 1, at left.
Taking a closer look, the detailed design process is started by importing the material lay-up from the analyzed finite element model and applying it to the CAD part. Next, the designer and manufacturing engineer, together, elect the best lay-up process and simulate it in the CAD environment, making the detailed part the basis for understanding the resulting material fiber orientations (Fig. 2). The resulting material properties and true fiber orientations are then passed back to the analyst’s pre-/post-solution, ensuring that local fiber orientations are known; thus, the analyst no longer is relying on theoretical orientations. The result is a part identified by correlating non-linear analysis with real part behavior, and can be designed within tight safety margins.
Delivering an optimized composite part requires that the fiber orientations of the production part fall within tolerance of an analyst’s desired part, which requires consistent manufacturing. Today, the majority of composite parts are still produced with manual lay-up processes, which innately introduce the risk of inconsistency. Although consistency increases when automated manufacturing processes are employed, additional constraints are introduced, which can affect fiber orientations, thus impacting designed performance. In the case of automated tape laying and fiber placement methods, for example, intended fiber orientation can be constrained by material radius-of-curvature limits. To ensure consistency, then, it is always necessary to compare the as-manufactured fiber orientations with the as-designed orientations (Fig. 3), and to communicate the simulated lay-up process used in part and flat pattern development (Fig. 4). Consistency can be achieved by simulating the manufacturing process in the context of the desired fiber orientations, ensuring delivery of an optimized composite part for performance and manufacturing.
To learn more, register for Siemens PLM Software’s Webinar on Thursday, Aug. 20, 2015 | attendee.gotowebinar.com/register/2967250198386487298




.jpg;maxWidth=300;quality=90;format=webp)


Related Content

Jeep all-composite roof receivers achieve steel performance at low mass
Ultrashort carbon fiber/PPA replaces steel on rooftop brackets to hold Jeep soft tops, hardtops.
Read More
Optimizing robotic winding of composite tanks and pipes
Pioneer in mandrel-based reinforced rubber and composite products, TANIQ offers TaniqWindPro software and robotic winding expertise for composite pressure vessels and more.
Read More
Optimizing a thermoplastic composite helicopter door hinge
9T Labs used Additive Fusion Technology to iterate CFRTP designs, fully exploit continuous fiber printing and outperform stainless steel and black metal designs in failure load and weight.
Read More
Improving carbon fiber SMC simulation for aerospace parts
Simutence and Engenuity demonstrate a virtual process chain enabling evaluation of process-induced fiber orientations for improved structural simulation and failure load prediction of a composite wing rib.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More