
Digital design, RTM update aircraft propeller
Second-generation type-certified propeller delivers for Cirrus Aircraft’s SR-22 at a more affordable price.

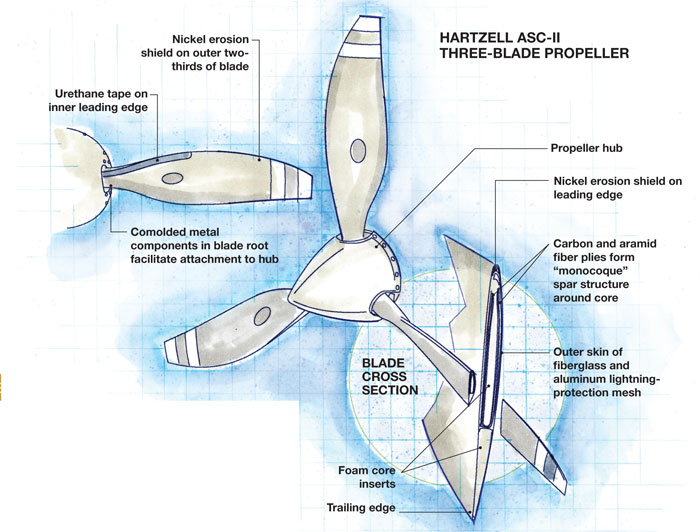
Hartzell ASC-II Three-Blade Propeller Illustration: Karl Reque

The ASC-II, an all-composite propeller blade from Hartzell Propeller (Piqua, Ohio), combines carbon- and aramid-fiber reinforcements in a new design developed for resin transfer molding. Source: Hartzell Propeller

The ASC-II is certified for the Piper Matrix aircraft, shown here, the Cirrus SR-22 and other general aviation planes. Source: Piper Aircraft Inc.
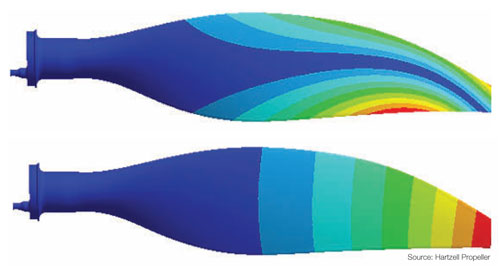
Screen shots from the FEA analysis show the first fundamental bending load and first fundamental torsion mode for propeller blades, the easiest loads to excite in a blade. The composite laminate of the ASC-II blade was “tuned” to damp these modes to the extent possible. Source: Hartzell Propeller



Design Results
- Composite design is customized to specific aircraft performance goals and engine characteristics, while meeting stringent Federal Aviation Admin. (FAA) type-certification requirements.
- Resin transfer molding (RTM) process, using comolded components, is faster and less costly than prepreg layup, enabling a wider market reach.
- Composites lengthen blade life, because damaged material can be replaced during repairs, where damaged aluminum blades must be ground smooth, which eventually results in an undersized propeller.
The smooth, clean, swept lines of an aircraft propeller suggest simplicity. However, the design embodied in its sculpted blades is anything but. Essentially a spinning wing, the prop’s airfoil-shaped blades are engineered to produce forward thrust that counteracts an aircraft’s aerodynamic drag, which together with the lift generated by the wings, enables flight.
Forged aluminum blades are the industry standard for general aviation piston aircraft, and Hartzell Propeller (Piqua, Ohio) is a leading manufacturing of metal blades, says Mike Disbrow, the company’s VP of engineering, quality and purchasing. Yet the company also manufactures a composite blade that offers compelling advantages over metal in some applications.



Hartzell’s original composite blade, made primarily with aramid fiber, was initially offered in 1978, on the first-ever FAA type-certified composite propeller. Recently, Disbrow says, “We conducted a significant general aviation market analysis and found that the demand was there for a high-performance, lower-horsepower-compatible composite propeller.” As a result, Hartzell developed a second-generation blade design, the Advanced Structural Composite (ASC), trademarked ASC-II. “By making changes to our materials and manufacturing process, we can now offer one at a lower price point.”
A multitude of design factors
“Aircraft design, and by association propeller design, is a series of compromises,” observes Bruce Hanke, Hartzell’s VP of engineering. The designer must match the propeller to that aircraft’s “mission,” or ideal operational envelope: Is the aircraft intended for high-speed, cross-country cruising, or is climb rate more important, such as in an agricultural plane. Will it operate predominately at high or low altitude? What are the engine’s horsepower and rpm range? These questions help designers optimize the design variables — blade length and propeller diameter, the number of blades per prop (two, three or even more), and blade shape, thickness, chord length and twist — for that specific plane and engine. Blade twist is important because a propeller moves at much greater speed at the blade tips than at the center hub. Varying the twist distribution along the length of the blade helps equalize (as much as possible) the lift along the blade. “We balance aerodynamics against structural demand,” Hanke explains. “The airfoil must be thick enough to handle flight loads, without excessive weight, yet still thin enough, with the right twist, to deliver adequate thrust and flight performance for the aircraft in question.”
For Cirrus Aircraft’s (Duluth, Minn.) single-engine SR-22, the first application of the ASC-II, the proprietary twist ratio was tailored for the six-cylinder engine’s rpm and performance characteristics. Because the SR-22 is a relatively fast composite aircraft, the company also focused on the blade’s aerodynamic shape. Thinner airfoil sections provide better high-speed performance and less form drag.
“Since metal blades can be made quite thin, they have traditionally been hard to beat for high-performance applications,” says Hanke. “We wanted to achieve a very thin airfoil over the entire blade length to meet or exceed the performance of metal blades. The use of carbon and aramid fibers in the ASC-II gave us that ability.” The new blades also had to transition from an airfoil shape to a round stainless shank that connects them to the central hub. It was a challenge, he admits, to keep the airfoil shape through as much of the blade as possible, yet terminate in a robust metallic hub attachment.
Additional design factors included significant operational loads, which include centrifugal pull-out forces (blade weight pulling against the hub attachment during rotation); the steady bending and torsional forces that occur on each blade as it advances through the air during flight; and the dynamic fatigue loads caused by excitation “pulses.” The latter occur in piston engines, Hanke explains, each time a spark plug fires to initiate combustion, but also can be introduced by other factors, such as turbulence from upstream aircraft components or engine exhaust. These pulses create what are called multiple order excitation modes, and typically occur anywhere from two to eight times during each rotation, depending on the engine make and model. (Turbine, or jet, engines don’t experience these pulses, so propellers for turboprops are designed for different fatigue regimes.) “For the Cirrus SR-22’s engine, we wanted to ‘tune’ the laminate architecture’s natural frequencies to withstand and partially damp these high-cycle fatigue loads as well as other excitation modes,” notes Hanke.
Design decisions with digital help
To achieve these goals, the company used its own proprietary design software called PROP Code. This aerodynamic program, notes Hanke, interfaces seamlessly with ANSYS finite element analysis (FEA) software from ANSYS Inc. (Canonsburg, Pa.) for determination of stresses and their distribution in the blades. Hartzell designers then used another internally developed program to generate the ASC-II’s laminate architecture.
The result was a foam-cored sandwich design that Hanke describes as a monocoque structure. A combination of carbon and aramid fibers (in both woven hybrid and unidirectional forms) wet out with epoxy enclose a closed-cell foam insert to form an integral composite spar that runs the length of the blade. A second, shaped foam insert fills the trailing edge. Carbon fiber provides the spar’s high modulus and high bending strength, while aramid supplies excellent torsion and damping performance through the whole blade. The continuous outer skin is formed from fiberglass and an aluminum lightning protection mesh. The number of plies and their orientation varies throughout the blade span, resulting in a variable-thickness part.
Although Hanke won’t reveal how the composite interfaces with the comolded stainless steel shank that connects the blade to the hub, he does say, “We connected the composite material to the shank in such a way as to minimize stresses, a result we achieved through FEA analysis.” Specific materials and suppliers are trade secrets, but Hanke revealed that the materials selected were aerospace-grade and that the laminate thickness was optimized at different locations along the blade span, to meet varying loads. Along the outer two-thirds of the blade’s leading edge — the segment that travels at the highest speed — a highly durable, removable nickel erosion strip provides damage protection. Urethane tape protects the third closest to the hub.
A revised design in hand, Hartzell turned to the molding process. “The legacy prepreg propeller was an excellent solution, but the prepreg and layup costs made it too expensive for most general aviation applications,” Disbrow recalls. “The design goal for the ASC-II was to make an affordable advanced propeller that didn’t sacrifice any of the benefits of the earlier designs.” This led to the adoption of resin transfer molding (RTM).
The company produces its own lay-up kits, which contain the appropriate number of dry composite materials and metal parts, permitting quick layup in two-part steel molds, designed in-house. The blade parts are comolded and infused with epoxy resin at multiple workstations, each equipped with an automated RTM cell. Part production is fast and overall labor costs are lower as well, the company says.
Because Hartzell chose to market the ASC-II to FAA-certified piston aircraft, like those built by Cirrus and Piper, rather than limit it to uncertified experimental planes, the blade had to be type-certified, which is “a huge, demanding task,” Disbrow stresses. A series of stringent ground tests included a 4-lb/1.8 kg bird strike at the critical flight regime of full power at take-off rotation; lightning strike trials (200,000 amps); cyclic fatigue tests; and pull-out tests, in which a test fixture tried to pull the blade from the hub, simulating an engine overspeed condition. These were followed by instrumented flight testing. Disbrow points out that the expense and time required by FAA’s test regime is one big reason “why there are so few composite propellers on the market for certified aircraft.” Yet, overall, he says, “We determined it was worth the effort.”
Lower weight, longer life, less cost
Worth the effort, it was: The ASC-II blade saves 16 lb/7.3 kg in three-blade configuration on the Cirrus SR-22, over a comparable aluminum-bladed prop. Beyond weight savings, Hanke and Disbrow explain that the ASC-II has the potential to last 50,000 flight hours — unheard of for a metal blade — because of its repairability. When a metal blade is damaged (usually by gravel or debris), repair involves grinding down the surface to remove potential stress risers and restore the damaged area. Over time, repeated grinding results in an undersized propeller. In contrast, the ASC-II’s erosion strip can be removed and replaced, and if the composite itself is damaged, material can be replaced at the damage site, so undersizing isn’t an issue. Other advantages include a shank design geometrically similar to that used for aluminum blades, so that composite blades can be substituted readily for metal blades on a propeller. De-icing systems also are compatible, for aircraft so equipped.
ASC-II is marketed to piston aircraft with 180- to 350-hp engines, and to turbine aircraft that generate between 400 and 1,800 hp. One arena in which the propeller excels, Hanke reports, is the diesel-powered aircraft niche. Diesel compression ratios are very high, resulting in large excitation pulses. Aluminum props fatigue too quickly, but the ASC-II blades have successfully managed the extreme fatigue regime.
More than 500 propellers have been manufactured and shipped so far. The company is currently adapting the two- and three-blade design to additional aircraft and is working on a four-blade ASC-II design. Concludes Disbrow: “The ASC-II gives us a competitive advantage, since the composite materials allow us to balance weight, durability, performance and cost.”







.jpg;maxWidth=300;quality=90;format=webp)




Related Content

Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Pultrusion: The basics
A primer describing what pultrusion is, its advantages and disadvantages, and typical applications.
Read More
Combining multifunctional thermoplastic composites, additive manufacturing for next-gen airframe structures
The DOMMINIO project combines AFP with 3D printed gyroid cores, embedded SHM sensors and smart materials for induction-driven disassembly of parts at end of life.
Read More
Carbon fiber, bionic design achieve peak performance in race-ready production vehicle
Porsche worked with Action Composites to design and manufacture an innovative carbon fiber safety cage option to lightweight one of its series race vehicles, built in a one-shot compression molding process.
Read MoreRead Next

Cost- and time-saving preform process used for propeller spinner
Carbon fiber/epoxy spinner uses pulp slurry preforming process combined with vacuum infusion molding.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More