
Highly Corrosion Resistant Environmentally-Friendly Chromium Plating
A highly corrosion resistant, environmentally-friendly, whit¬ish chromium plating process is presented in this paper. The corrosion resistance test results on CASS and calcium chlo¬ride (anti-freezing agent) + kaolin were superior to those for conventional hexavalent (Cr+6) chromium plating. The hardness and heat-resistance was also superior to hexavalent plating. Numerous advantages were also seen with this novel chromium process when compared to current conventional trivalent chromium plating technologies.
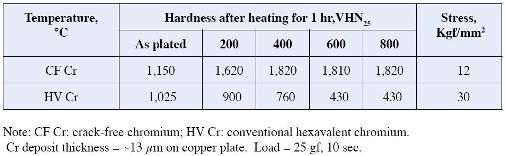
Table 1 - Vickers hardness and internal stress of chromium deposits

Figure 1—Surface morphology of chromium deposits (2000×): (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).

Figure 2—CASS test results for plated plastic with micro-porous nickel plating after seven cycles: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).
Figure 3—CASS test results for plated plastic without micro-porous nickel plating after six cycles - with scratches prior to test: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).

Figure 4—Calcium chloride + kaolin corrosion test results for plated plastic with micro-porous nickel plating after one week: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).
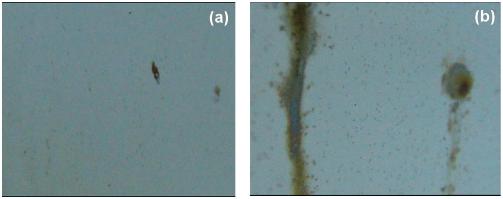
Figure 5—CASS test results for tri-nickel plating on iron after 4.5 cycles: (a) crack-free chromium plating (CF Cr); (b) conventional hexavalent chromium plating (HV Cr).

Toru Murakami is the Director of Uyemura (Malaysia) SDN. BHD., in Johor, Malaysia, a subsidiary of C.Uyemura & Co., Japan
Share
Read Next





.jpg;maxWidth=300;quality=90;format=webp)








Related Content

Plant tour: Arris Composites, Berkeley, Calif., U.S.
The creator of Additive Molding is leveraging automation and thermoplastics to provide high-volume, high-quality, sustainable composites manufacturing services.
Read More
Microwave heating for more sustainable carbon fiber
Skeptics say it won’t work — Osaka-based Microwave Chemical Co. says it already has — and continues to advance its simulation-based technology to slash energy use and emissions in manufacturing.
Read More
Plant tour: Middle River Aerostructure Systems, Baltimore, Md., U.S.
The historic Martin Aircraft factory is advancing digitized automation for more sustainable production of composite aerostructures.
Read More
ASCEND program update: Designing next-gen, high-rate auto and aerospace composites
GKN Aerospace, McLaren Automotive and U.K.-based partners share goals and progress aiming at high-rate, Industry 4.0-enabled, sustainable materials and processes.
Read MoreRead Next

Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More