Sensors used in composites manufacturing provide a wide range of data and have different capabilities based on the physics each type uses for measurement.
Temperature and pressure
 Perhaps the most basic measurements of interest are temperature and/or pressure. In-mold piezoresistive sensors, such as those made by Kistler (Winterthur, Switzerland), have been used for decades to measure temperature and pressure during injection molding. These rely on a silicon-based Wheatstone Bridge — a type of circuit used to measure dynamic electrical resistance — connected to a membrane which forms the sensing end installed in the wall of the molding cavity. The membrane extends under pressure, which changes the electrical resistance of the silicon Wheatstone Bridge, which in turn outputs an electrical signal. Kistler’s new 4001a sensor measures both pressure and temperature.
Perhaps the most basic measurements of interest are temperature and/or pressure. In-mold piezoresistive sensors, such as those made by Kistler (Winterthur, Switzerland), have been used for decades to measure temperature and pressure during injection molding. These rely on a silicon-based Wheatstone Bridge — a type of circuit used to measure dynamic electrical resistance — connected to a membrane which forms the sensing end installed in the wall of the molding cavity. The membrane extends under pressure, which changes the electrical resistance of the silicon Wheatstone Bridge, which in turn outputs an electrical signal. Kistler’s new 4001a sensor measures both pressure and temperature.
These sensors have been used in RTM tooling (see “In-mold sensors: In-situ process monitoring for RTM”). For example, composites production tooling supplier Alpex Technologies (Mils, Austria) has used Kistler and Netzsch (Selb, Germany) sensors in its RTM molds for years. The image at left also shows a piezoresistive sensor (red dotted circle) embedded in an aluminum RTM mold, this one made by Calloway Carbon (Santa Ana, Calif., U.S.). Kistler in-mold sensors have also been used to cross-validate measurements from other sensors, such as in the CosiMo (Composites in Sustainable Mobility) project (see “Customizing ultrasonic sensors for composites process optimization and control”). Dr. Markus Sause, director of the Augsburg AI Production Network and a researcher in the CosiMo project says it makes sense to use several types of sensors to cross-validate resin flow and cure/polymerization monitoring and to provide complimentary information.
Other sensors, such as heat flux and dielectric sensors, include a temperature sensor in their construction. For example, the TFX-191 and TFX-224 heat flux sensors used in the INNOTOOL 4.0 project (see image below) and supplied by TFX (Boncourt, Switzerland) incorporate an internal temperature sensor (see “Speeding RTM with heat-flux sensors”).
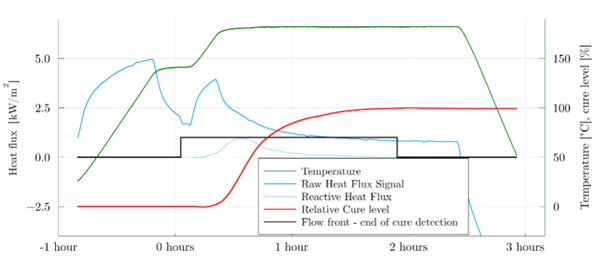
TFX heat flux sensor data used to monitor resin flow and cure during an INNOTOOL 4.0 project trial employing RTM6 resin. Photo Credit: GKN Fokker Landing Gear, NLR, Techni-Modul Engineering and TFX
Dielectric sensors supplied by Synthesites (Uccle, Belgium) also incorporate an internal temperature sensor. These are platinum resistance temperature detectors (RTDs), which reportedly offer much higher accuracy (within 0.1°C) than thermocouples as well as stability for years versus the measurement drift possible with thermocouples. RTDs are standard equipment in many industrial applications (see “DC dielectric sensors for industrial composites production”).
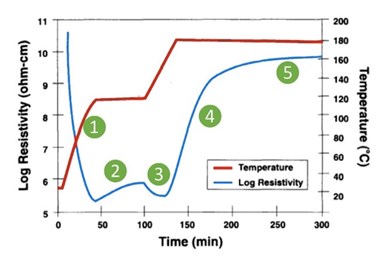
Typical resin resistivity and temperature data from Synthesites dielectric sensors during compression molding CF/epoxy prepreg. Photo Credit: Synthesites
There are yet other sensors which are sensitive to temperature as well as strain, but the measurements for each must be isolated using compensation methods. This is true for Fiber Bragg Gratings (FBG) used as sensors with fiber optics and for magnetic microwire sensors, such as those developed by RVmagnetics.
“We have developed how to differentiate and distinguish between temperature, stress and magnetic effects,” explains RVmagnetics cofounder Dr. Rastislav Varga. “This is dependent on the microwire’s chemistry and also how you detect its signal. For example, if you have a magnet or mobile phone close to the microwire sensor, you will influence its signal.”
Strain and temperature versus time in layers of a composite pressure vessel monitored during filament winding by Com&Sen fiber optics with FBG sensors. Photo Credit: Com&Sens
Monitoring resin flow, cure and polymerization
Many sensors used in composites manufacturing can monitor resin flow and cure/polymerization including dielectric/DEA, fiber optic/FBG, heat flux, microwire, ultrasonic and Collo’s electromagnetic sensors. The data obtained from these sensors can be used to shorten cycle times and optimize process parameters. A wide variety of data outputs and process control are possible based on each sensor manufacturer’s use of customized interrogators/data analyzers, edge analytics and artificial intelligence (AI).
 |
Video of how the flow front develops in the CosiMo project battery box cover demonstrator (injection inlet is white dot at center) as a function of time based on the measurement data from the network of in-mold sensors. Photo Credit: CosiMo project, DLR ZLP Augsburg, University of Augsburg |
  |
Flow monitoring (top) using a linear dielectric sensor developed by Cranfield University (Coventry, U.K.) and further advanced with the National Composites Center (Bristol, U.K.) and cure monitoring (bottom) using the same sensor woven into a 20- x 20-millimeter patch. Both graphs were produced during RTM trials of a CFRP panel. Photo Credit: Fig. 16 and 17, “Optimisation of an in-process lineal dielectric sensor for liquid moulding of carbon fibre” by T.S. Mesogitis, A.A. Skordos, et. al., Composites Part A: Applied Science and Manufacturing, Volume 140, January 2021. |
 |
Monitoring of resin flow (bottom graph) and strain (top graph) during RTM of an automotive composite structure using fiber optic with FBG sensors. |
 |
Resin temperature (T), resistance (R) and online Tg estimation for two similar cure cycles cured in a small mold in the lab (SIM5-1) and in the autoclave (BAB-2) using Synthesites dielectric sensors and Cure Simulator analyzer. Photo Credit: Synthesites |
 |
Resistance (R), resistance rate (dR) and temperature (T) measured using Synthesites dielectric sensors during resin infusion and polymerization trials using Elium thermoplastic resin in the RECOTRANS project. Photo Credit: Synthesites |
 |
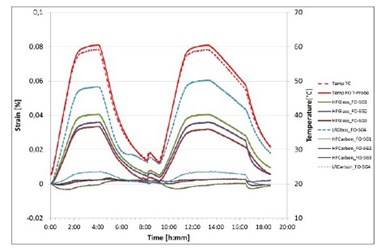
Collo sensors are being used by adhesives supplier Kiilto (Tampere, Finland) to measure polymerization and hardening and by DelSiTech, an innovative biotechnology company, to gain new understanding on their novel sol-gel process. Photo Credit: Collo sensors, ColloidTek Oy |
