

Share




The OPTICOMS Clean Sky 2 project is pursuing a design, materials and manufacturing solution for cost-efficient and automated fabrication of a composite wing box for low-rate aircraft production. Led by Israel Aerospace Industries (IAI), the project uses a three-spar design with a “working” skin. Photo Credit: IAI
Fabrication of composite aerostructures for commercial aircraft spans more than 50 years and has steadily progressed from smaller parts to very large primary structures — fuselage, wings, empennage, engines — developed in the early 2000s for the Boeing 787 and the Airbus A350. The vast majority of this evolution depended on use of autoclave-cured carbon fiber/epoxy prepregs, initially laid by hand and then, eventually, via automated fiber placement (AFP), automated tape laying (ATL) and other machine-based processes.
These material and process (M&P) technologies were suitable for the wide-bodied 787 and A350 that, pre-pandemic, had build rates of 10-15 per month. As Boeing and Airbus look to the future, however, and consider applying composite materials in primary structures of single-aisle aircraft that are expected to have build rates of 60-100 per month, design and M&P will favor high-rate, out-of-autoclave (OOA), highly automated processes. These processes include, among others, resin transfer molding (RTM), compression molding and liquid resin infusion.



But even if high-rate manufacturing will dominate the commercial aerospace sector, fabrication of composite aerostructures for low-rate aircraft — including regional aircraft and business jet programs — not only will persist, but can and should benefit from some of the same cost, design and M&P innovations that will be deployed in high-rate programs.
It was with all this in mind that the European Clean Sky 2 program launched OPTICOMS — Optimized Composite Structures for Small Aircraft. OPTICOMS is a consortium led by aerospace fabricator Israel Aerospace Industries (IAI, Lod, Israel) with partners that supply innovation automation technologies, materials, software, tooling and machinery. The objective of OPTICOMS is to evaluate a low-rate production wing box design that features automated fabrication, integrated structures, OOA cure, large structural bonding, innovative manufacturing and assembly tooling, structural health monitoring of bondlines and virtual testing.
Arnold Nathan, director of R&D for the aviation group at IAI and manager of OPTICOMS, says, “Any time we try to get automation into a [discussion] about composites manufacturing, we often hear our customers say, ‘Automation is good, but only when you have a large volume of production.’ OPTICOMS was set up to find out if you can justify automation when you don’t have large-volume production. Can composites manufacturing automation be competitive and cost-effective for low-volumes?”
Wing design
OPTICOMS was born out of a Clean Sky 2 request issued by Italian business aircraft manufacturer Piaggio Aerospace (Genoa) for the development of an all-composite alternative wing for its P180 Avanti nine-passenger business twin turboprop. The wing box measures 6.8 meters long, 0.71 meters wide at the root and 0.28 meters wide at the tip. Piaggio, says Nathan, was eager to evaluate an alternative to the all-metal legacy wing box — an alternative with the same dimensions, but offering reduced weight (20%). Further, cost should be reduced by 20-30% compared to conventional composite wing box manufacture. IAI and its partners won the contract and began working with Piaggio in 2016.
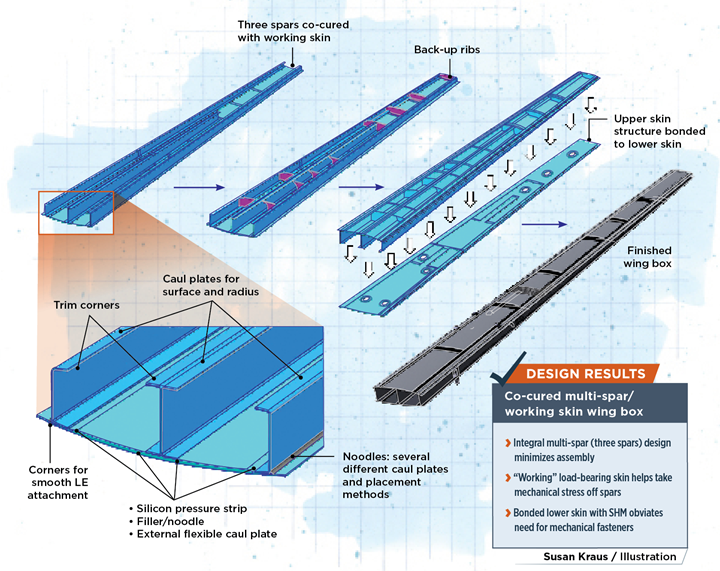
Illustration by Susan Kraus
OPTICOMS is a multi-part program designed to perform a series of highly detailed and painstakingly conducted trade studies to evaluate and determine optimum wing design, material combination and OOA fabrication process for automated manufacture of a low-volume all-composite wing box.
IAI and OPTICOMS, says Nathan, decided early on that it would focus on and evaluate the use of three manufacturing processes provided by three partners: Automated robotic pick-and-placement of dry and prepregged fabrics, supplied by Techni-Modul Engineering (TME, Coudes, France); automated fiber placement (AFP) of dry and prepregged tows, supplied by Coriolis Composites (Queven, France); and automated dry material placement (ADMP) technology, supplied by Danobat (Elgoibar, Spain). The selection of these technologies and partners would be critical to guiding IAI throughout its multi-variant trade studies.
The first step in this trade study was design evaluation. This effort was led at IAI by Adam Sawday, structural design engineer for advanced technologies. Sawday says he and IAI took a clean-sheet approach to the design of the wing, studying more than 18 concepts across a variety of architectures. Designs quickly fell into one of two categories. The first employs a “working” skin in which the wing box skin becomes a load-bearing structure. The second employs non-working skins with loaded spar caps. Within these categories, designs include a traditional concept with ribs, stringers and two spars, or, alternatively, use of three spars — called multi-spar — with no ribs or stringers. Several concepts also considered use of a sandwich panel construction that produces a semi-working skin.
“Our mantra was to reduce manufacturing effort and reduce assembly effort,” Sawday says. “And we believe that if you can develop a more efficient structure that is more integral, then you’re going to get a cheaper and lighter structure.”
Sawday says the designs were measured against a series of metrics to assess their ability to meet the program cost and weight targets. These metrics include: material costs, design complexity, component manufacturing costs, assembly costs, non-destructive testing (NDT) costs, tooling and jigging costs, weight, strength, technology readiness level (TRL), ecological considerations, risk profile, robustness and reliability. Of these, the criteria weighted most heavily were weight, manufacturing and assembly costs, design complexity, TRL and risk profile.
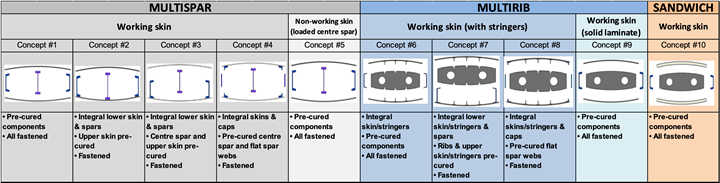
The OPTICOMS down-select process led it to 10 design finalists for the wing box, each employing different structural and assembly features. The selection process sought the design that made assembly as efficient and cost-effective as possible. Photo Credit: IAI
Down-selecting to final design
Data from this evaluation helped IAI down-select the design concepts to 10 finalists. Four were multi-spar/working skin, one was multi-spar/non-working skin with loaded spars, four were multi-rib/working skin with stringers, one was multi-rib/working skin with no stringers, and one was sandwich structure/working skin with no stringers. Each design offered various combinations of pre-curing, co-curing, bonding or mechanical fastening.
Getting to the final design involved another round of trade studies using many of the same criteria as in the first study. Each design was given a trade value, based on how well it met the criteria. “We had this big trade-off table, and each design option had a value, and this helped us see the strongest option,” Sawday says.
There was one design, from the start, that performed consistently well in the trade studies and seemed likely to come out on top, Sawday notes. And it did. Dubbed internally as multi-spar/working skin #2, it features a highly integrated and co-cured upper skin and three spars. These are then bonded to a lower skin that has access panels. Located selectively between the spars is a series of “back up” ribs, designed to support the skin, which bears most of the bending loads.
“The most favorable structures we developed,” says Sawday, “were those with multi-spars, where the skin becomes load-bearing. The spars, then, become simpler and thinner structures, and not nearly as heavy as they are in traditional composite wing designs. We thought if we could just make these spars very simple, with a constant cross-section, that’s going to save a lot of headache and a lot of scrap.”
Sawday says the bonded integral multi-spar/working skin design showed particular promise for its reduced assembly costs, low weight, ease of automation and overall low part count. The question remained, however: Which materials and which manufacturing processes would be best suited to bring this design to life?
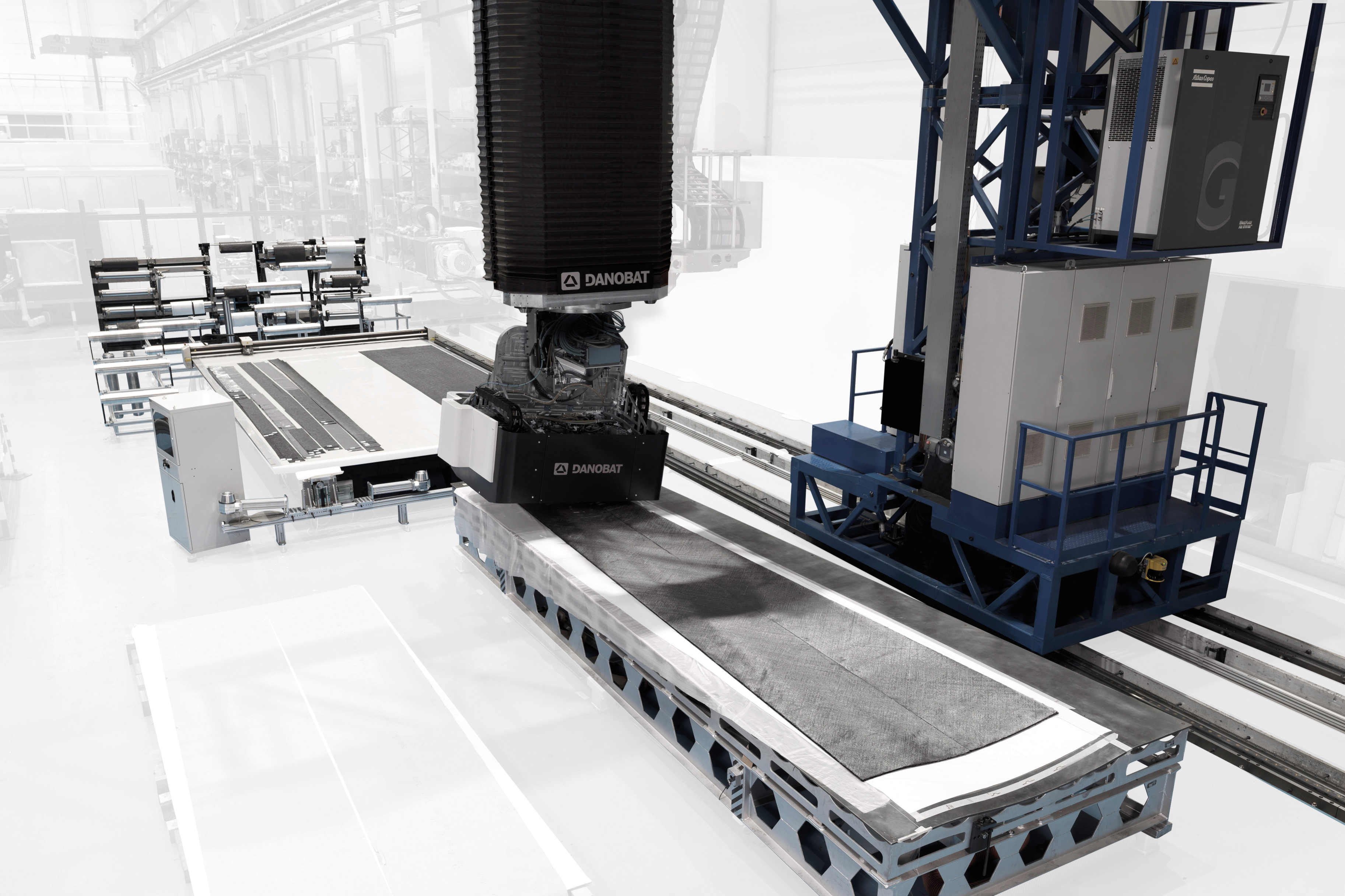
Danobat’s automated dry material placement (ADMP) system is designed to place large quantities of dry fibers very quickly. Although the technology was developed initially for use in wind turbine blade manufacturing, OPTICOMS is assessing its suitability for aerospace manufacturing. Photo Credit: Danobat
M&P trade studies
First up were the materials trade studies. These were performed at IAI by Yaniv Yurovitch, composite materials engineer. He says OPTICOMS began to evaluate OOA carbon fiber prepregs, dry carbon fibers (tapes and fabrics) and resins based on recommendations from Piaggio, IAI and technology partners. The result was a list of 35 qualified and new materials.

The Danobat ADMP system. Photo Credit: Danobat
This first group of materials was then screened based on the most crucial parameters for the OPTICOMS project: Cost, glass transition temperature (Tg), viscosity (for infusion or injection) and suitability for automated layup technologies. This evaluation reduced the materials list from 35 to 20 prepregs, dry fibers and resins.
Samples of each of these 20 materials were ordered; Yurovitch then made coupons and performed mechanical tests as part of the next down-select. “It was a really big work package,” Yurovitch says. “It allowed us to make more decisions and select the final three materials.” Those fiber/resin combinations are:
- Toray Composites Materials America’s (Tacoma, Wash., U.S.) 2510 carbon fiber/epoxy prepreg.
- Hexcel’s (Stamford, Conn., U.S.) HiTape carbon fiber UD tapes, to be used with Hexcel’s HexFlow RTM6 epoxy resin.
- Carbon fiber non-crimp fabric (NCF) supplied by SAERTEX (Saerbeck, Germany), to be combined via infusion with Solvay Composite Materials’ (Alpharetta, Ga., U.S.) PRISM EP2400 toughened epoxy.
This list obviously favors use of dry fibers, which in turn favors infusion as the manufacturing process. Nathan says this is driven in part by the challenge of managing prepreg shelf life in a low-volume environment. “When you’re talking low-volume production, you really don’t want to be carrying a lot of prepreg and worrying about managing shelf life,” he says. “Dry fiber doesn’t have that problem.”
These three materials were also paired with one or more of the manufacturing processes selected for OPTICOMS: Toray prepreg matches up with pick-and-place and AFP, Hexcel’s HiTape/RTM6 matches up with AFP as well as pick and place, and the SAERTEX NCF matches up with pick-and-place or ADMP.

OPTICOMS is evaluating out-of-autoclave manufacturing with prepreg and dry fibers. Placement of dry fibers will be done with either a Danobat ADMP system or a Coriolis AFP system. For the back-up ribs in the wing box design it’s expected that TME’s robotic pick-and-place system will be used. Photo Credit: IAI
The trades around the automated manufacturing processes — which is best suited for which type of part — are still being performed by IAI and OPTICOMS. However, preliminary results, says Nathan, are definitely pointing technologies in certain directions. For example, Danobat’s ADMP technology, originally developed for the fast placement of wide fabrics in wind turbine blade manufacturing, has proven equally efficient in OPTICOMS. The technology has matured during OPTICOMS and its robustness and reliability have been improved, but it is still a less mature aerospace layup technology compared to AFP.
Conversely, AFP with the Coriolis system, with its extensive aerospace experience, is a mature and accurate technology, but has longer layup times compared to ADMP and requires relatively frequent inspection to check for anomalies. Coriolis has made notable progress throughout the OPTICOMS project with development of inline, real-time inspection of the layup to deal with this challenge, says Nathan. Finally, TME’s pick-and-place technology, designed to automate the transfer of cut fabrics from the cutting table to the mold, appears to be most effective for smaller, discrete parts, like the back-up ribs in the multi-spar/working skin design.

The pick-and-place system developed by Techni-Modul Engineering (TME) for the OPTICOMS project has proven most suitable for fabrication of the back-up ribs designed for the multi-spar wing box. Here, the TME system is picking a ply from the cutting table and, in the following image, preparing to place it onto the mold. Down-select of manufacturing processes for OPTICOMS is ongoing. The project is also assessing performance of automated fiber placement (AFP) and automated dry material placement (ADMP). Photo Credit: TME
Next steps
OPTICOMS is on track to meet the automation, cost and weight savings targets set forth by the program, says Nathan, although there are still several months of work to be done to evaluate manufacturing processes as well as assembly solutions.
“This is an important point about OPTICOMS,” he explains. “We had a robust down-selection of the design. We had a down-selection of the material. We had a down-selection of the processes. All of this takes time and effort. This is one of the unique aspects of the project.”
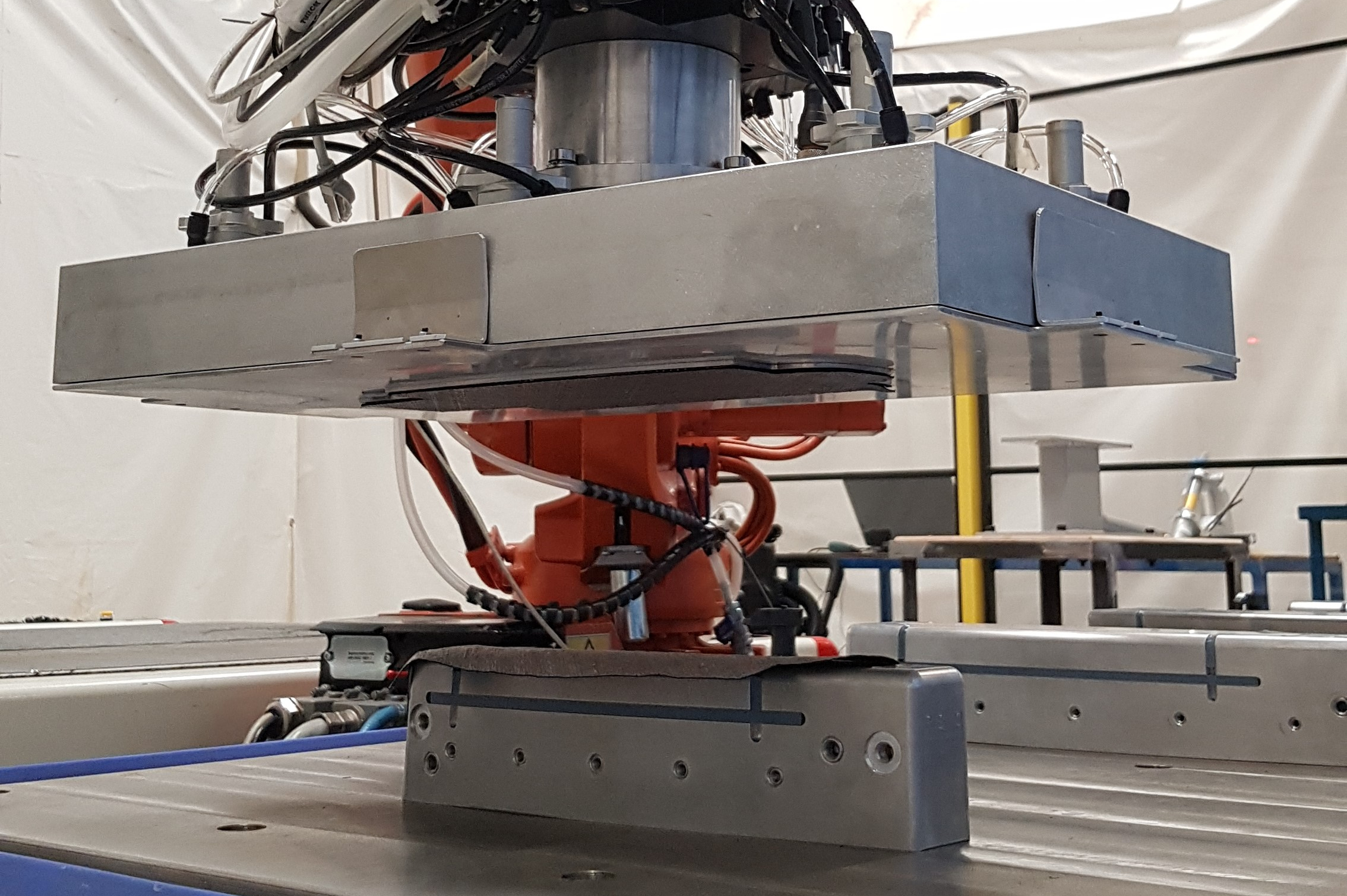
The TME system placing a ply on the mold. Photo Credit: TME
OPTICOMS initiated three calls for proposals (CFP) for technologies and hardware to support, ensure and enhance the project goals. The successful proposals became Clean Sky 2 projects, associated with and supplemental to the OPTICOMS “mother” Core Partner — all working together towards a common goal.
The first effort in this development is FITCoW, which aims to develop a novel, integral carbon fiber tooling system for the co-cure of the working skin and three spars. FITCoW’s list of targets is ambitious: 50% reduction in the cost of manufactured parts, 30% tooling cost reduction (compared to metallic alternative), 20% manufacturing time reduction compared to autoclave and OOA alternatives, 40% CTE mismatch reduction compared to Invar tooling, 20% decrease in heating and cooling time and 40% inspection time reduction thanks to better dimensional control capabilities.
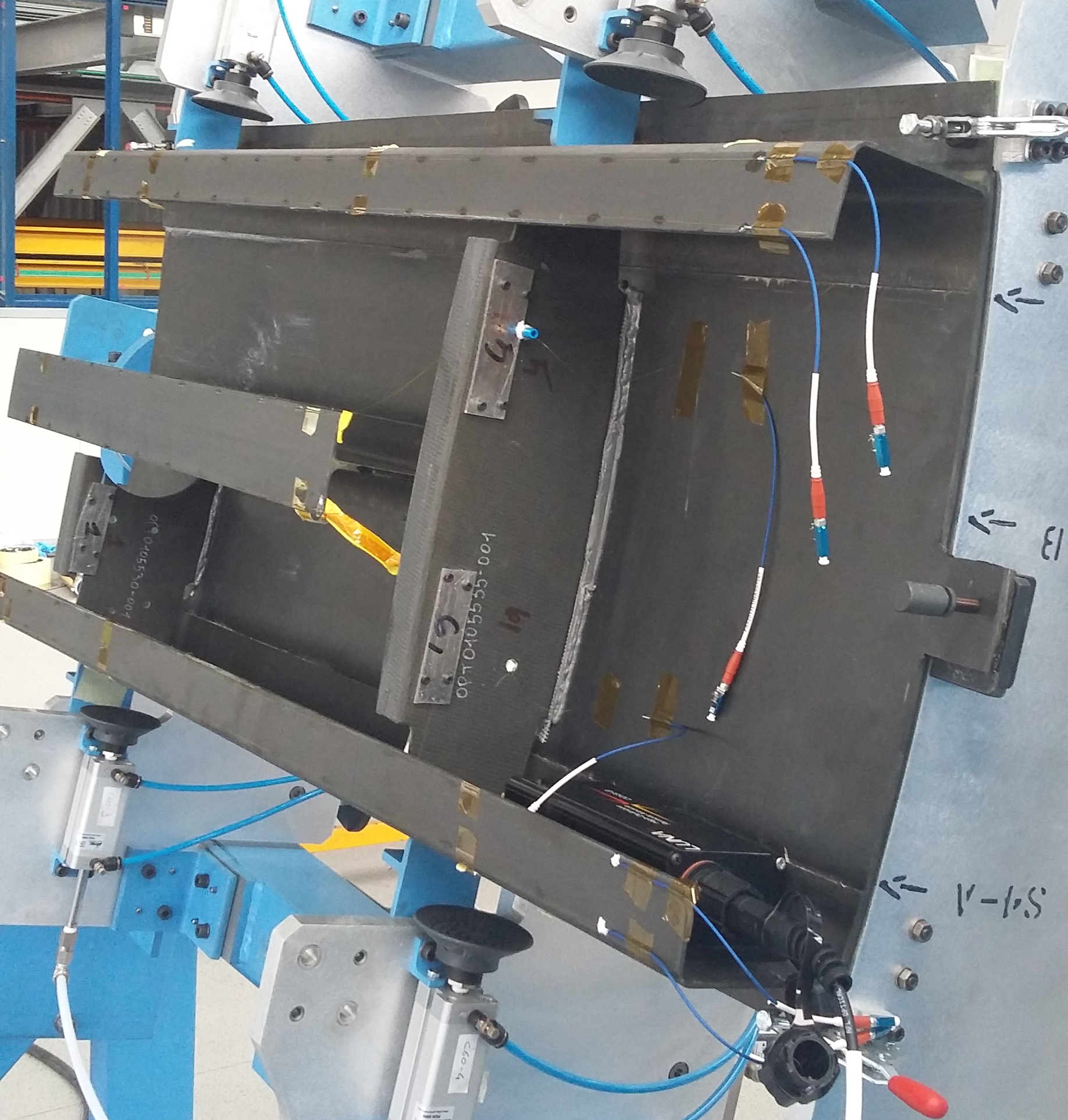
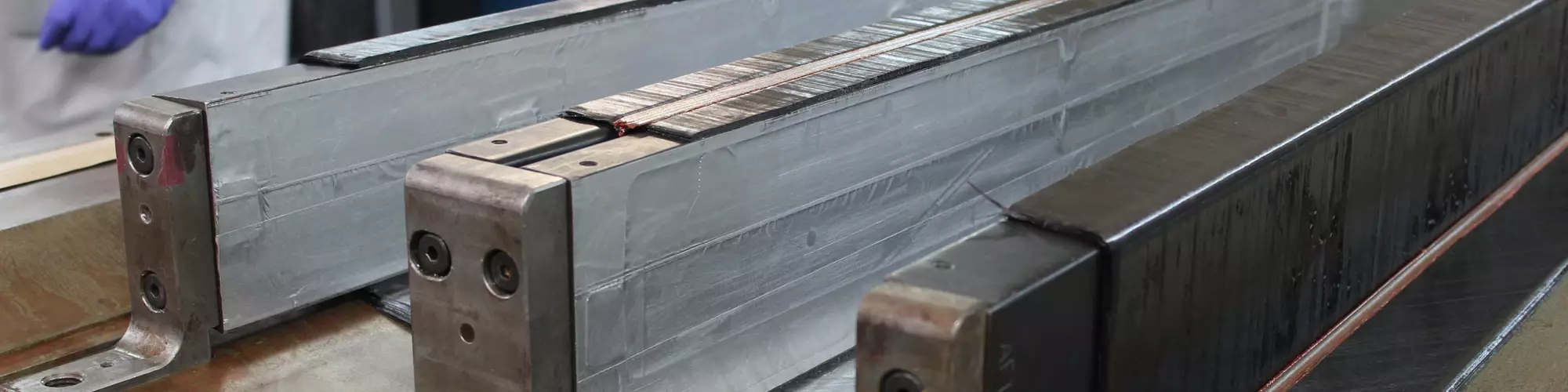
The OPTICOMS wing box upper structure comprises the co-cured spars and working wing skin. These are then bonded to the lower wing skin using assembly technologies being developed via ancillary Clean Sky 2 projects attached to OPTICOMS. Shown here is the spars/skin structure in the WIBOND assembly jig. Note the sensors integrated into the bondlines to check bond integrity. Photo Credit: Piaggio Aerospace
To bond the spar/skin structure to the lower skin, the second CFP resulted in another OPTICOMS project called WIBOND, to develop a bonding assembly tool that places the adhesive, applies the appropriate pressure and incorporates fiber optic sensors in the bonding line for structural health monitoring of the bond; CW will report on this and the other assembly technologies in a separate article to be published in 2022.
The third CFP was initiated to deal with the crucial challenge of residual stresses that cause a “spring-in” of the spar/skin structure. These deformations can have deleterious effects on the bonding assembly process. The ELADINE project joined the OPTICOMS effort to develop software that models and predicts thermal anisotropy, polymerization shrinkage, tool part interaction, resin flow and compaction and temperature gradients across the structure.

The fully assembled OPTICOMS small-scale demonstrator in a test rig at Piaggio Aerospace. This 1.2m-long demonstrator, which represents the center of the full-scale wing box, is equipped with a structural health monitoring system to measure bondline performance during bending and compression tests. The OPTICOMS project is currently working on a full-scale wing box that will also be tested and assessed by Piaggio. Photo Credit: Piaggio Aerospace
The main focus of IAI and OPTICOMS right now is to deliver by Q2 2022 a complete 6.8-meter demonstrator wing to Piaggio for static and fatigue testing. This will be followed by analysis of the overall performance of the wing and the ability of the design, materials and processes to meet the project’s criteria. Following that will come a recommendation from Piaggio about potential next steps toward commercialization.
Beyond Piaggio, however, IAI hopes that the OPTICOMS wing box might find application in other aircraft. “Although this project is based on a specific aircraft,” says Sawday, “we tried to make the design scalable to different thicknesses and different sizes. We never lost sight of the fact that this technology can and should be highly adaptable.”








Related Content

Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Carbon fiber satellite arm reduces weight, simplifies assembly onto naval vessels
Satcom developer EM Solutions partnered with ACS Australia to replace an aluminum arm design with a 65% lighter, one-piece, corrosion-resistant carbon fiber/epoxy alternative.
Read More
Nanopoxy, Nione jointly develop nanostructured epoxy resin
Epoxies featuring nanometric niobium pentoxide particles promote toughness, UV radiation resistance and other performance gains.
Read MoreRead Next

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More