
DITF Denkendorf advances sustainable carbon fibers, oxide fibers for CMC and more
The German Institutes of Textile and Fiber Research are targeting more sustainable carbon fiber via low-pressure stabilization and bio-based precursors, and working with Saint-Gobain to commercialize oxide ceramic fibers for CMC.




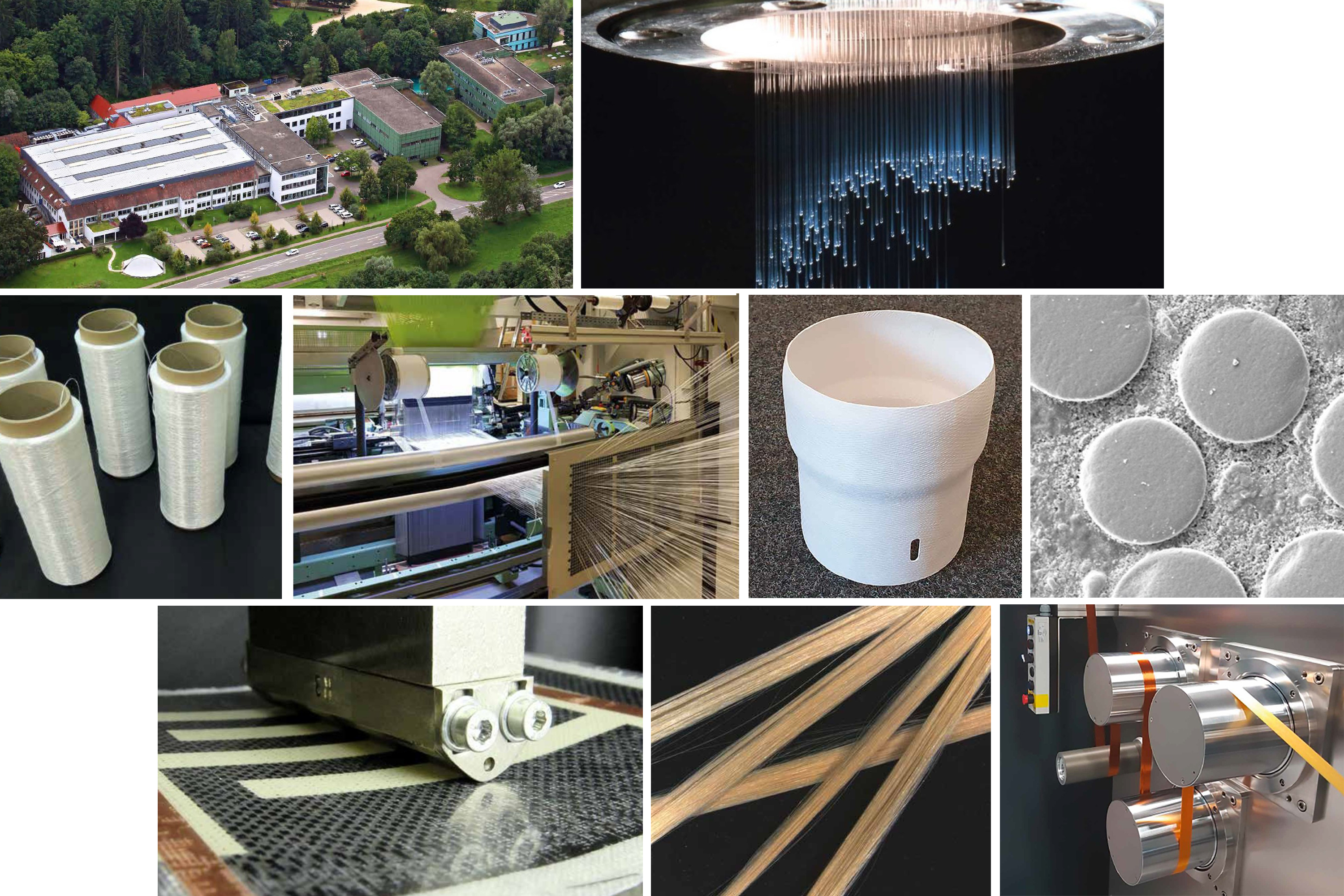
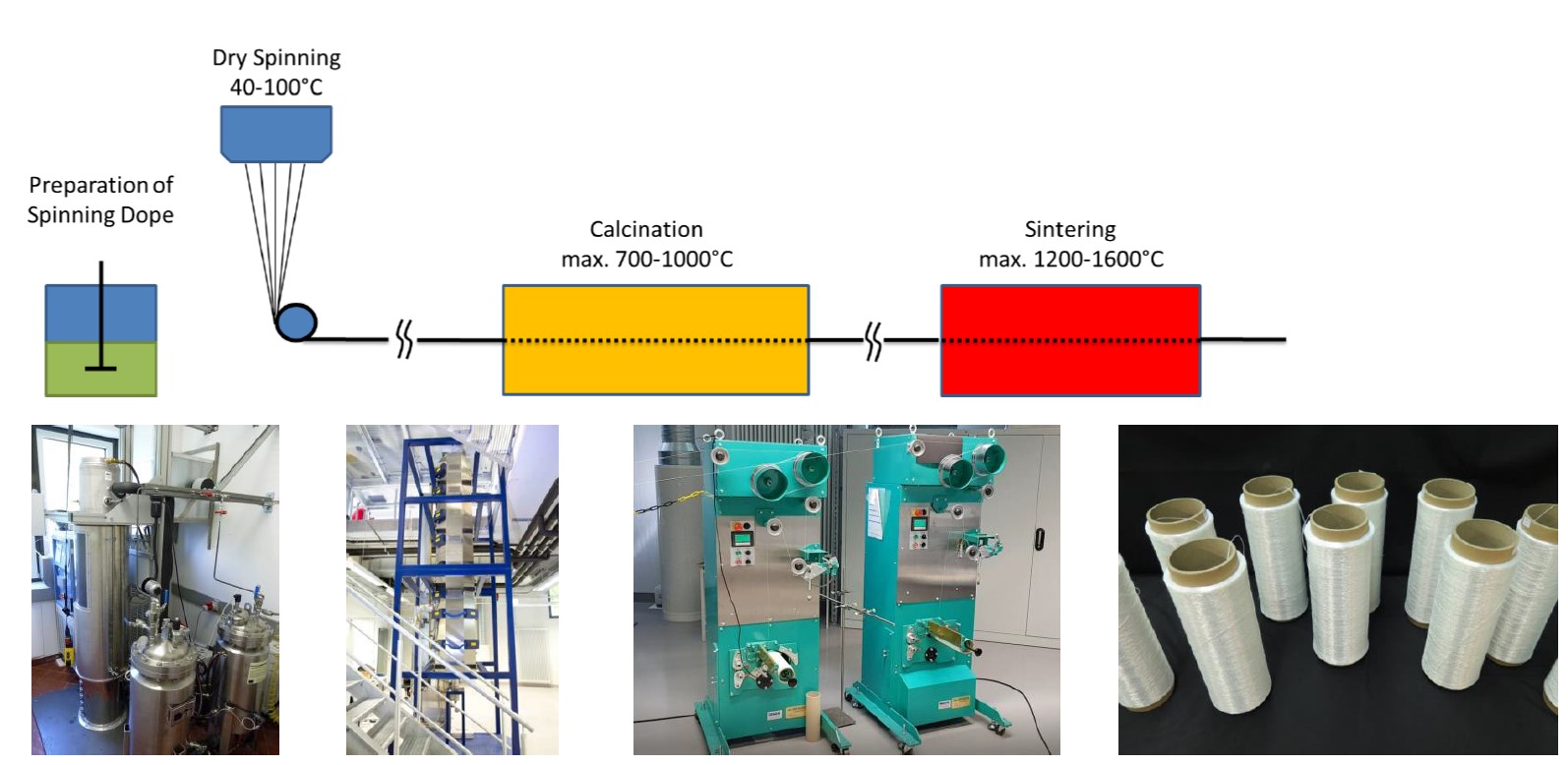
The German Institutes of Textile and Fiber Research (DITF, Denkendorf) are developing innovative technologies including the dry spinning (top right) of preceramic fibers being converted into oxide ceramic fibers via thermal processes (middle row) and weaving of those fibers for use in oxide ceramic matrix composites (CMC) shown in the O-CMC burner nozzle and micrograph. The bottom row shows load testing of a sensory composite, polymer fiber research and carbon fiber production in the High- Performance Fiber Center (bottom right). Photo Credit: DITF Denkendorf
Key topics
- Fiber-reinforced composites
- Cellulose fibers and more sustainable carbon fibers
- Low-pressure stabilization of carbon fibers
- Lignin precursor for carbon fibers
- Development and commercialization of oxide ceramic fibers
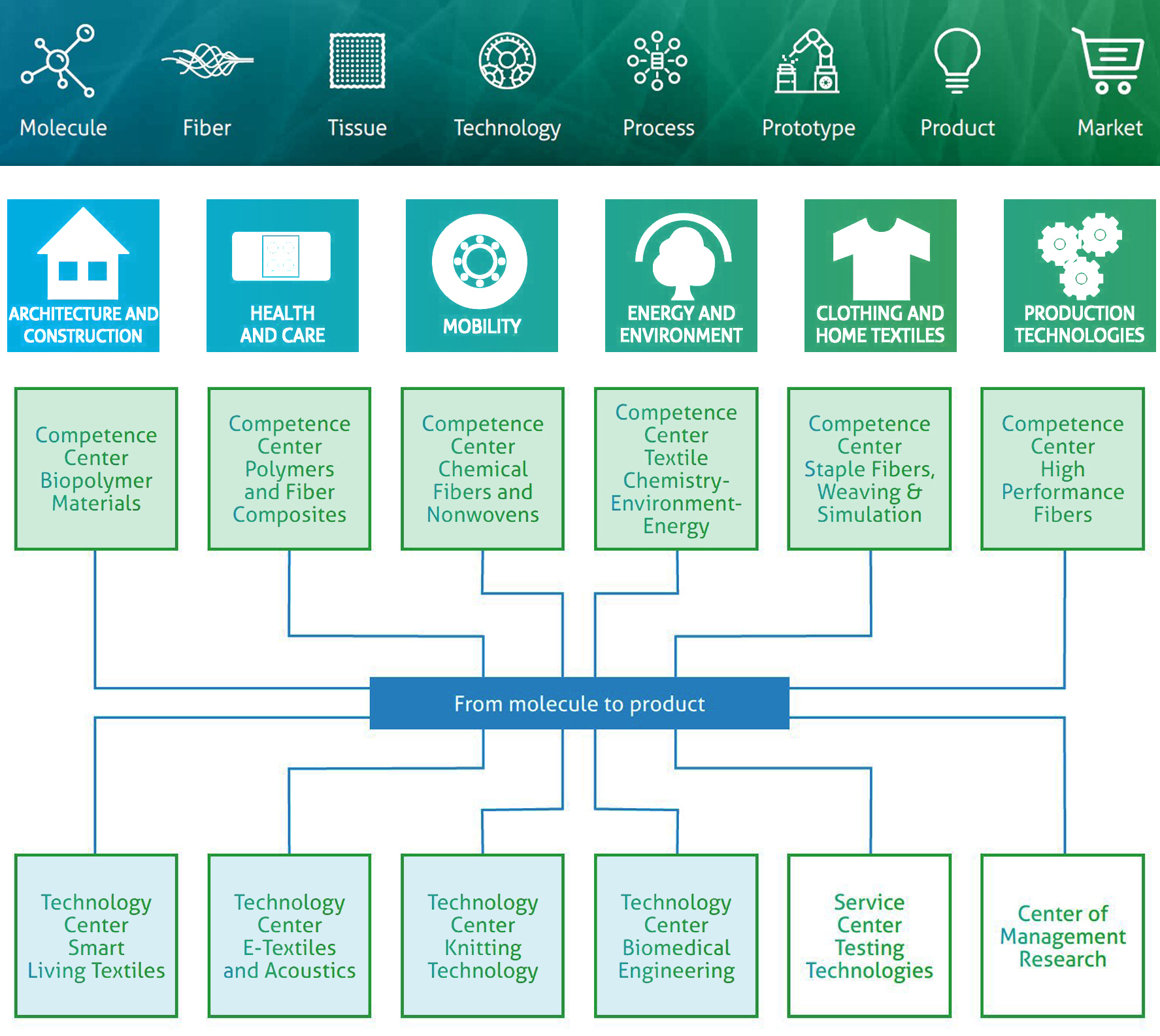
DITF fiber and textiles research from molecules to markets, includes six main application areas (second row), six competence centers and four technology centers (bottom diagram). Photo Credit: DITF
The German Institutes of Textile and Fiber Research (DITF, Denkendorf) comprise the largest textile research center in Europe. With more than 250 scientists and technicians, DITF cover the entire value chain — from molecules and fiber chemistry to end-use products. Founded in 1921, DITF state that their most important goal is technology transfer — converting scientific knowledge into market-ready processes, products and services.



DITF are developing multifunctional, cost-efficient and sustainable fiber technologies using the latest digital tools and advances in digitization for six application areas (second row at right). These activities are supported by six competence centers and four technology centers.
Fiber-reinforced composites
Many DITF projects and technology developments directly involve and impact fiber-reinforced composites. CW has reported on a number of these, from biopolymer-based composites and 3D-printed bio-based composites to smart self-powering composites and textile-based sensors for composites.
Current topics involving composites from the DITF webpages for research in lightweight construction and mobility applications include:
- Multifunctional thermoset and thermoplastic matrix systems
- Nonwovens for thermoplastic composites
- (Continuous) fiber-reinforced 3D printing, (braid) pultrusion and tape laying
- 3D textiles for near-net shape, adaptive and functionally integrated structures
- Fiber-based prestressed concrete
- Component monitoring with integrated sensor technology
- Carbon fibers made of renewable materials
- Technologies for carbon fiber recycling
- High-quality semi-finished products made of recycled carbon fibers for structural automotive and aircraft applications
- Fibers for ceramic matrix composites (CMC) for turbines in aircraft engines
A few more selected highlights:
DITF has developed thermoplastic matrices such as polyamide 6 (PA6) with high flame retardancy (LOI of 34-36 versus typical 21-27), enabling the use in applications previously reserved for more expensive PEEK and PSU.
Properties and processing of lignin are being improved and applied as coatings for yarn and textile surfaces to impart barrier functions while enabling biodegradable composites.
DITF have developed textile resonators — surfaces with local variations in mass like an embroidered ring disk — which enable resonance frequency tuning and specifically variable damping. For example, sound absorption of frequencies below 200 Hertz can be improved significantly.
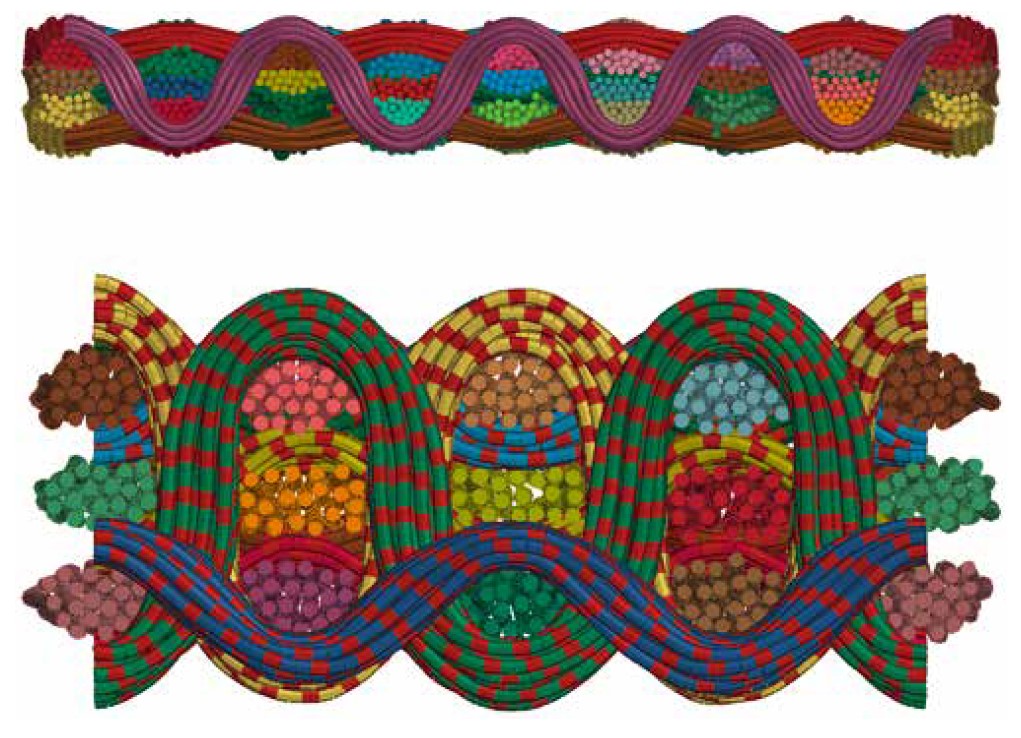
Virtual design, testing of 3D fabrics. Meso-model of a 3D fabric from p. 47, DITF Annual Report 2020.
In the 3D Weave Composite project, DITF simulation and weaving departments are co-developing a process chain for digital design and testing. This includes software to assess and modify yarn courses, transform the weave pattern into a realistic fabric representation and then convert this virtual 3D fabric into a finite element (FE) model for computing mechanical properties in a polymer composite, providing a virtual process for the load-adapted creation of 3D fabrics.
Cellulose fibers and more sustainable carbon fiber
DITF’s “Carbon fiber from wood” won the 2022 Cellulose Fibre Innovation award. Photo Credit: DITF
Developed by the DITF Competence Center for Biopolymer Materials, the patented HighPerCell
technology is an environmentally friendly alternative to the viscose process. It uses ionic liquids, a new type of non-toxic, nonflammable solvent to produce high-performance cellulose fibers from wood pulp. DITF have also used HighPerCell to produce cellulose/chitin blend fibers with up to 90% chitin from shrimp shells, a waste product from the food industry. DITF are investigating HighPerCell fibers for composites and have also patented a variation, HighPerCellCarbon, to produce precursors for carbon fiber.
In HighPerCellCarbon, precursor cellulose filament-fibers are produced using wet spinning with ionic liquids in a closed-loop system where the solvents are completely recycled. The cellulose filament-yarns are then converted into carbon fibers using a standard, continuous, two-step oxidation and carbonization process, but the first step is modified to use DITF’s low-pressure stabilization process. More on that below. No waste gases or toxic byproducts are produced during the entire process sequence. This development won the Cellulose Fibre Innovation award in 2022.

HighPerCell fibers spun (top) using ecofriendly and recyclable solvents are enabling novel biocomposites, for example, with TLH’s wood-based textiles. Photo Credit: DITF and TLH.
As further explained in a 2021 International Fiber Journal article, the HighPerCell process directly dissolves cellulose in appropriate ionic liquids and allows spinning the solution — which contains up to 20 wt% cellulose — into a water-based coagulation bath without the addition of stabilizers. These spinning dopes can either be processed by wet spinning or dry-jet wet spinning, enabling modification of fiber properties according to the application.
In August 2023, a pilot line for HighPerCell fiber was opened at DITF’s partner Technikum Laubholz (TLH, Göppingen, Germany), a non-university research institute, to produce WDBSD TX wood-based textile fiber from beech wood.
Low-pressure stabilization of carbon fiber
DITF have also developed lignin-based precursors for carbon fiber, but let’s start first with its energy-saving concept for carbon fiber production. In cooperation with Centrotherm (Blaubeuren, Germany), DITF have developed a low-pressure stabilization process for carbon fiber precursor that can achieve energy savings up to 50% compared to conventional processing. Stabilization is targeted because that currently is the longest, most energy-intensive part of the thermal treatment to convert precursor into carbon fiber.
As explained in my 2023 blog “Microwave heating for more sustainable carbon fiber,” conventional carbon fiber processes begin with polyacrylonitrile (PAN) precursor that is first stabilized in an oxygen-rich environment — 30-120 minutes is typical for stabilization/oxidation at 200-300°C. Subsequent carbonization can take as long as 30-40 minutes, but most newer production lines require only several minutes for the fiber to move through a low-temperature (700-800°C) and then high-temperature (1,200-1,500°C) oven/furnace. A typical production line can use four to six ovens.

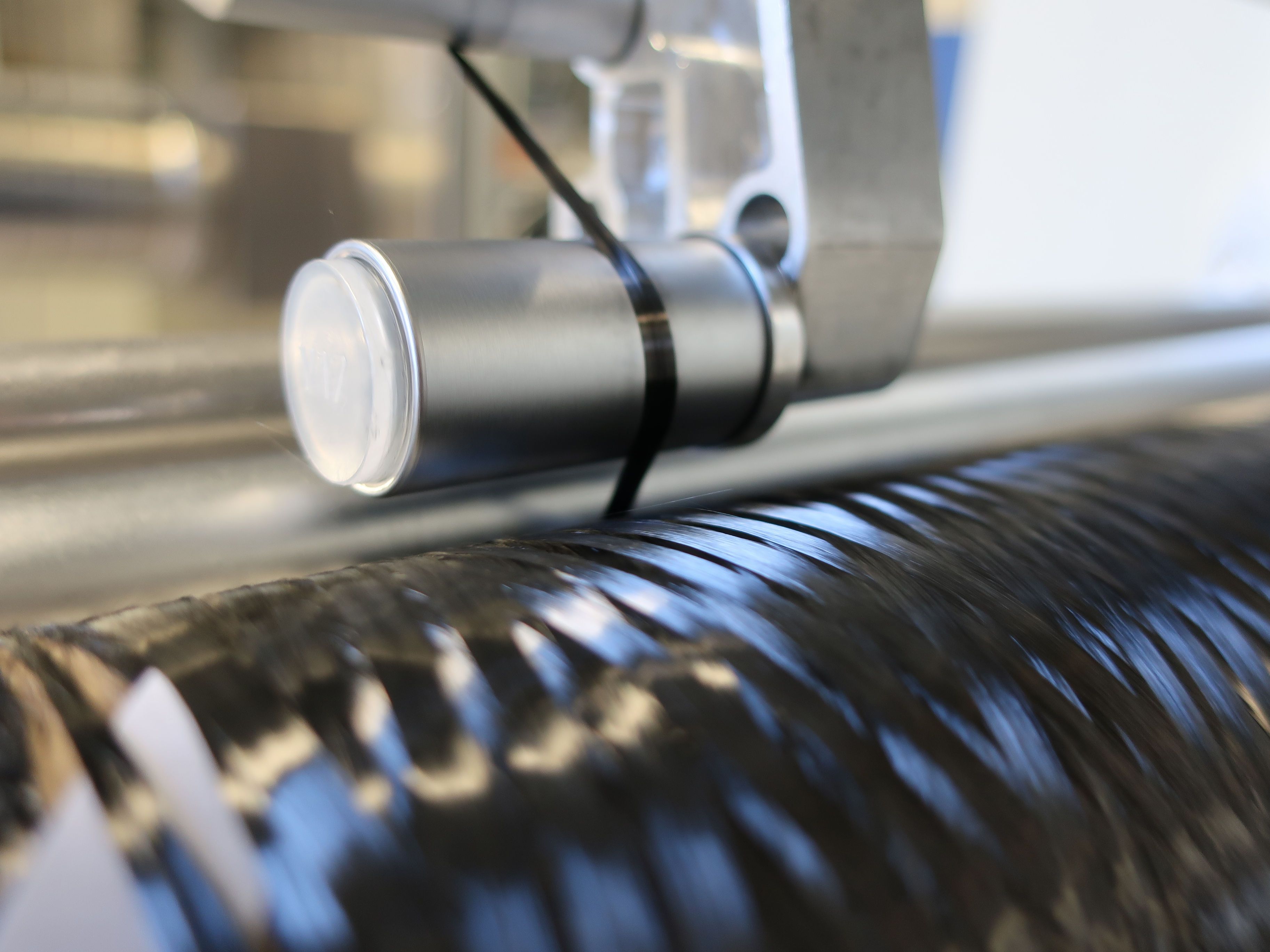
Low-pressure stabilization. Centrotherm’s c.OXI Carbon furnace (p. 38, 2018 Annual Report), installed at DITF (top), has successfully produced 50K carbon fiber tow from PAN precursor, shown here at the furnace outlet, with energy savings vs. conventional processes. Photo Credit: DITF Annual Report 2018 and 2019, and Centrotherm.
As outlined in DITF annual reports, use of partial vacuum during stabilization can reduce process time by up to 30% yet uses up to 50% less energy than conventional processes. Centrotherm’s c.OXI Carbon furnace was developed to enable this new stabilization process and is installed at the carbon fiber production line in DITF’s High Performance Fibers Center (HPFC), which has six pilot lines for production of carbon and ceramic fibers on a kilogram scale.
The c.OXI Carbon furnace is compact but can easily be adjusted to an industrial scale — Centrotherm cites 1 to 1,000 tons/year. DITF reports that the resulting carbon fibers are highly homogeneous and process control is improved without temperature jumps. The HPFC furnace has successfully processed industrial 50K PAN precursor with high throughput. It can stabilize up to six fiber bundles or three 50K precursors simultaneously.
“There is much lower airflow using this system, so there is less air to heat, which is more efficient,” says Dr. Erik Frank, deputy head of DITF’s Competence Center High Performance Fibers and head of its carbon fiber department. This new technology can also be used to produce PAN precursor, and has the potential to reduce carbon fiber cost by up to 40%, which could open new applications in cost-sensitive markets like construction, where carbon fiber composite reinforcements are used to reduce the thickness of concrete walls.
Lignin precursor for carbon fiber
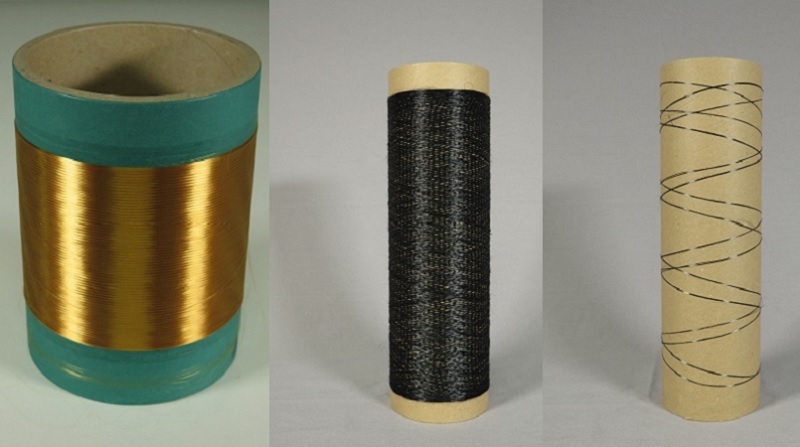
Lignin precursor for carbon fiber. (Left to right) Water-spun lignin precursor fibers, stabilized lignin precursor and carbonized continuous filaments. Photo Credit: DITF
Frank’s group within the HPFC is also where lignin precursors for carbon fibers have been developed. “My group started working on this topic around 15 years ago,” he says. “Today, our process is based on dry spinning. So, we use natural, cheap lignin via lignosulfonates and then water as a solvent.” The lignosulfonate comes from applying a sulfite digestion process to lignin derived from wood waste. “The costs of this solution, which requires no chemical solvents, are much lower compared to other methods,” says Frank. “It costs about 10-50 cents per kilogram, depending on the purity of the material. And we have achieved carbon yields of more than 55% in our process, which is at least comparable to the carbon yield of plant-based fibers. So, we can drop cost and energy demand during the fiber carbonization process.”
Using lignin as a precursor is not new. Lignin-based carbon fibers are made by Oak Ridge National Laboratory (ORNL, Oak Ridge, Tenn., U.S.) and Stora Enso (Stockholm, Sweden). Use of the ORNL fiber has been limited to thermal applications and the 2022 paper “A critical review of carbon fiber …” by Peijs, et. al, cites Stora Enso’s NeoFiber as averaging 100 gigapascals in tensile modulus and 1.1 gigapascals in tensile strength. This falls short of Toray’s industrial-grade T300 with a 230-gigapascal modulus and 3.5-gigapascal tensile strength. “Typically, most groups working on lignin precursor use wet spinning,” says Frank. “But we have developed dry spinning.”
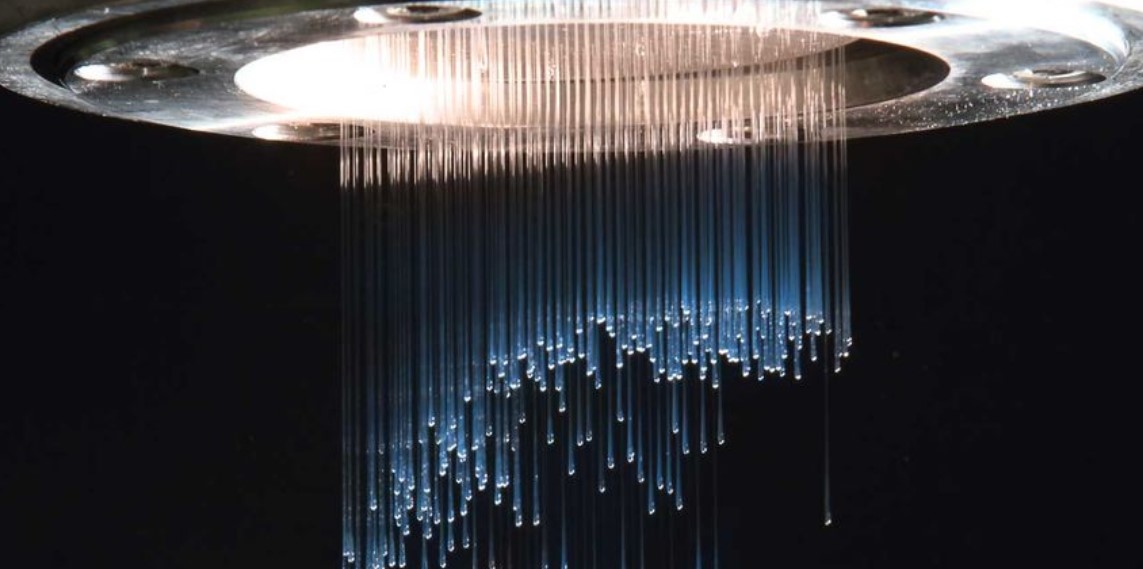
Dry spinning. Also used for DITF’s oxide ceramic fibers, dry spinning extrudes fibers into heated air. Photo Credit: DITF website.
As explained in a 2023 Textile Technology article, in DITF’s water-based dry spinning process, an extruder presses the spinning dope through a spinneret into a heated air shaft, where the resulting continuous fibers dry quickly and uniformly. “This process is much easier than wet spinning because you don’t use organic solvents or have to deal with recycling them in production. So, it’s also cheaper.” The high spinning speeds also produce more fibers in a shorter amount of time compared to PAN precursor.
Frank notes that dry spinning is not commonly used for fiber production, because the technology is not so easy to establish. Dr. Bernd Clauss, head of DITF Competence Center High Performance Fibers, explains why DITF had this technology: “We had developed the dry spinning line to produce oxide ceramic fibers [see below]. So, Erik’s team could use this equipment and also a water-based system with polymer as a spinning aid, which is close to our approach for the oxide fiber. So, we had this technology know-how, we just didn't expect it to work with lignin. But it gives excellent spinning stability and it worked very well, even with very high lignin content. We have spun fibers with up to 80% lignin content, which helps to lower the cost.”
Why does high lignin content translate into lower costs? “Because the lignin salt is the cheapest component in the precursor fiber made of lignin,” says Frank, noting there is an additional polymer used as a spinning aid. “For spinning you need a certain rheology,” he explains. “If you have low molecular weight systems in water, you cannot form fibers. By adding a water-soluble polymer, you can now spin lignin, which by itself is not spinnable.
The subsequent steps for the production of carbon fibers — namely, stabilization in hot air and carbonization in a high-temperature furnace — are similar to those used for conventional PAN precursor. However, the lignin fibers can be stabilized more quickly and require relatively low temperatures for carbonization, resulting in a ≈50% energy savings. The resulting fibers are homogeneous, have smooth surfaces and no adhesions.
Can these lignin-based carbon fibers compete with PAN-based fibers? “So far, these fibers are promising, above the state-of-the-art,” says Frank. “But we are still developing the technology, so we don't yet know the limit of the carbon fiber performance. We first need to establish the scale-up step and after that, the details to achieve high-performance in high-rate production.”
“There is not just one carbon fiber,” notes Clauss, “but there are many types with different properties. There are fibers which have very high strength and others with high modulus and intermediate strength, etc. I think it’s probably not possible to go to the really extreme high tensile PAN-based fibers, but instead reach intermediate properties, with a green fiber that has a low CO2 footprint and which could be cheaper than current similar fibers.” And we’ll open a market in that field.”
“I think that is correct, 7-gigapascal tensile strengths will probably not happen for a high biomass fiber,” says Frank. “But T300 fiber properties are possible. We think we can reduce costs to at least €8/kilogram, and this will open new markets, for example, in the construction industry. Many companies now are interested to test such a fibers for their applications.”
And the cost and energy consumption are further reduced when using DITF’s low-pressure stabilization process. Have life cycle analyses (LCA) been performed for this combination? “At the moment, we’re working to optimize the quality of the fiber,” says Frank. “But this is a very interesting topic for companies that approach us. Their first question, even before properties, is about the LCA of such fibers.”
Clauss notes that DITF have their own group doing research into LCA and establishing best practices. “Having a more sustainable carbon fiber is our goal,” he adds, “and we will be able to demonstrate this.”
Development and commercialization of oxide ceramic fiber
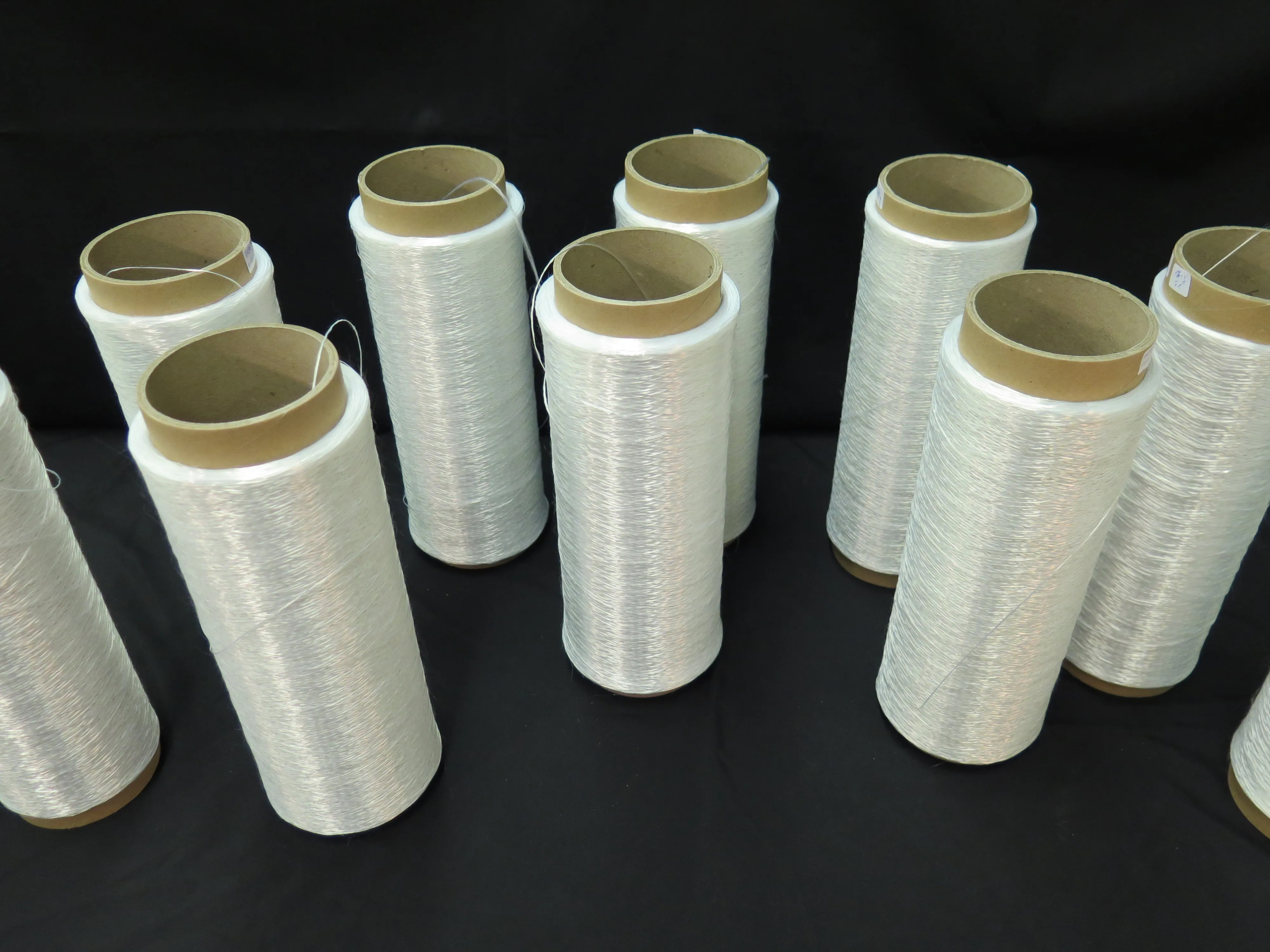
DITF oxide ceramic fiber. Photo Credit: DITF
DITF have performed research in oxide ceramic fibers since 1990 and are now working with Saint-Gobain Advanced Ceramic Composites (Nemours, France) to commercialize production of their fiber technology on an industrial scale. As explained in the 2023 article, “A new era for ceramic matrix composites,” oxide ceramic fibers, which are used as reinforcement to impart toughness for CMC, are only available on a large commercial scale from 3M (Minneapolis, Minn., U.S.) via its Nextel 610 (corundum) and 720 (mullite/corundum) fibers.
Mullite is a mixed crystal of alumina (aluminum oxide, Al2O3) and silica (silicon dioxide, SiO2), while corundum (also called α-alumina) is a pure, crystalline form of alumina. This is explained in my recent article about the RATH Group (Vienna, Austria), which is also working to scale commercial production of oxide ceramic fibers in Europe (see “RATH works … to mature oxide fiber production”).
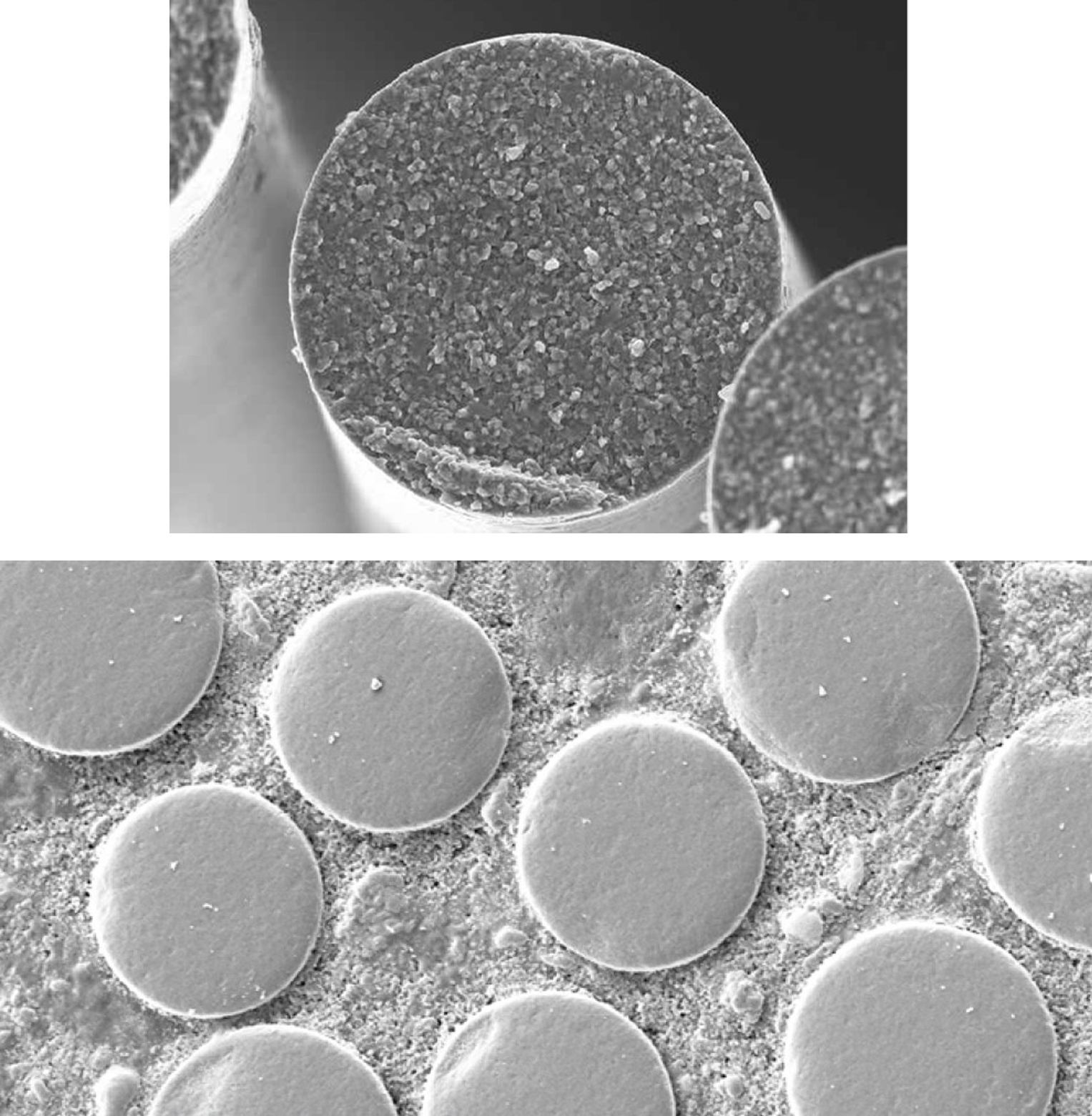
DITF OxCeFi and microsection of CMC. Photo Credit: DITF High Performance Fiber Center brochure, Annual Report 2018
The two types of Nextel fiber have different properties, explains Clauss, who works closely with his deputy Dr. Stephanie Pfeifer in the ceramic fiber field. “In terms of mechanical properties, the alumina fiber, which is Nextel 610, is superior with the highest tensile strength and the highest modulus,” he notes. “But in terms of thermal stability, the mullite/corundum fiber, which is Nextel 720, is better. For really high temperature performance, close to 1,100°C or even a little higher, you must go to mullite because the alumina fiber won’t survive at this temperature for a long time.”
What is the maximum temperature for these fibers? “It depends on how much time they operate at that temperature,” says Clauss. “For fibers in CMC turbine components that have to survive 10,000 hours, I would say around 1,000°C for alumina and about 1,100°C for mullite. But for applications like a missile radome, which survives for only 10 seconds, then the temperature could be much higher. Here, oxide fiber can go to 1,500°C for a few seconds,” says Clauss. “But for long service life applications in turbines, SiC fiber is what you have to use. And this is what’s already being done and further planned in turbines: SiC composites in the hot section while the oxides are used at the lower temperature regions of these sections.” Note, oxide fibers don't need a final coating like SiC fibers do. “For oxide CMC, we put non-coated fibers in a matrix and get a porous matrix at the end, which gives a fiber-dominated behavior and the damage tolerance you need for CMC (weak matrix concept),” says Clauss. “You only need coating if you want to have a dense matrix like with SiC. And then the coating enables what’s called the weak interface concept. But we don’t need it for oxide CMC.”
Although DITF do not currently work with SiC fibers, they have developed both alumina and mullite oxide fibers, as well as an industrially scalable process for continuous fiber production. This has involved development of spinning dopes and spinning process, characterization of the fiber structure formation process, optimization of fiber properties, handling and storage of green multifilament fibers (developing a spin finish), thermal processing of the green fibers into ceramic fibers, recycling of process waste and increasing production speed. As explained in a 2021 ceramic-applications.com article, DITF’s OxCeFi A99 fiber is similar to Nextel 610, being 99% corundum (α-alumina) but does not use iron oxide for controlled structure formation. However, DITF claims there is no counterpart to their OxCeFi M75 fiber, which is 96% mullite, because Nextel 720 is typically a mixture of corundum and mullite. OxCeFi M75 reportedly offers similar creep resistance but optimized high temperature stability.
DITF oxide ceramic fiber. DITF have operated a continuous fiber pilot line since 2018. Photo Credit: “Oxide Ceramic Fibers – What we can expect in the future …” by Bernd Clauss, DLR Colloquium, Dec. 7, 2021
Since 2018, DITF have operated a pilot plant in Denkendorf representing the complete manufacturing chain. In 2021, they completed the agreement to work with Saint Saint-Gobain to commercialize OxCeFi A99 and OxCeFi M75 fibers, with industrial production scheduled to start in 2025. Is this goal achievable and what is DITF’s role in the technology transfer? “Yes, it will happen,” says Clauss, “but it takes time to invest in the facility, obtain and commission the equipment and so on. Our role is to provide our know-how and access to our pilot facilities, to help them scale-up the technology in the best conditions. We are in very close cooperation, and Saint-Gobain is working with us to learn every step of the process, which we are still optimizing. But they won’t just copy our equipment. They are making their own decisions as to what will work best for their scale and operations.”
Why has this technology transfer for industrial production of oxide fiber taken so long? “There are multiple interrelated process steps, and each is complicated,” says Clauss. “Many companies have tried to produce ceramic fibers, and most have stopped at some point. It takes very good planning of the business case, taking into account many technical details, to ultimately implement economical production of ceramic fibers. In addition to the economic aspects, however, strategic considerations also play a major role in the decision to produce ceramic fibers in Europe.”
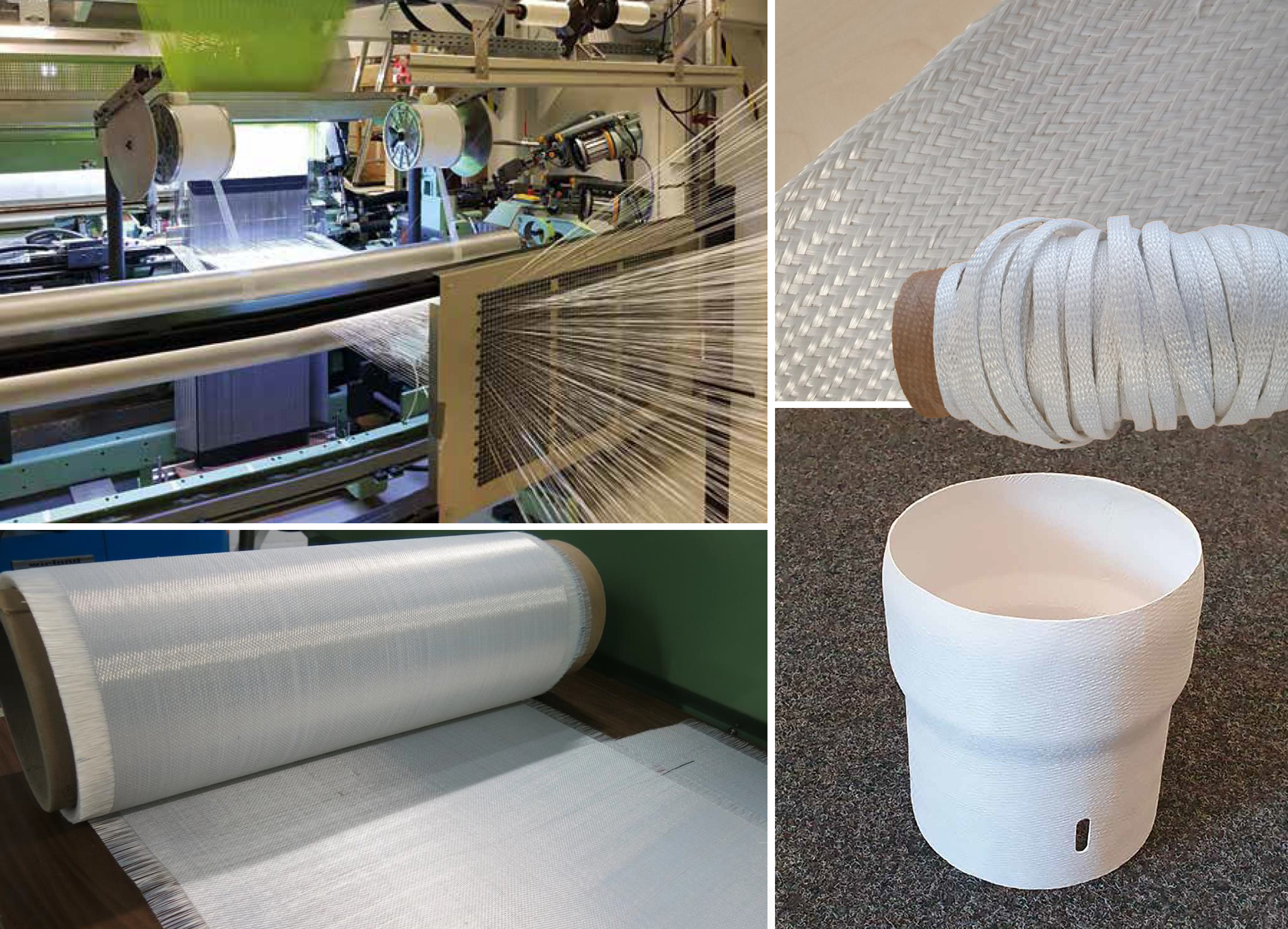
Woven and braided fabrics, CMC parts. DITF have successfully woven their fibers on a 3D rapier weaving machine using Jacquard technology and produced large- and small-scale braided textiles, which have been successfully converted into oxide CMC parts. Photo Credit: “Oxide Ceramic Fibers – What we can expect in the future …” by Bernd Clauss, DLR Colloquium, Dec. 7, 2021
DITF also continues to research new material compositions. They are aiming at even better properties at higher temperatures using multiphase systems and elements such as Zirconium (Zr) and Yttrium (Y). Pilot production of Zr-toughened alumina (OxCeFi ZTA) and Zr-toughened mullite (OxCeFi ZTM) fibers are already well advanced. What do these new fiber types achieve? “First, we are trying to avoid grain growth,” explains Clauss. Ceramic fibers are comprised of small crystals called “grains.” In general, the smaller the grain size, the stronger and denser the ceramic. “At a certain temperature, these grains start to grow, and the fibers become brittle,” explains Clauss. “This is one property we try to delay by changing the composition of the fibers, and the other is creep. For most of the applications, there is some mechanical stress on the composite and on the fibers. Creep means deformation of the fibers under load and stress. So, we look for other compositions to improve this and also to increase the temperature resistance. Every 10 to 50 degrees higher are quite important for CMC in aerospace and other industries requiring higher temperatures.”
DITF have not stopped at the fiber but proceeded through subsequent steps to the end product. For example, weaving the shear-sensitive ceramic fibers presented some issues. After some technical adjustments on a 3D rapier weaving machine using Jacquard technology, DITF showed it was possible to process both OxCeFi A99 and OxCeFi M75 fibers in large quantities. The newer fiber types have also been successfully woven. Fabrics were then processed into CMC demonstrator parts in cooperation with Walter E.C. Pritzkow Spezialkeramik (Filderstadt, Germany). With bending strength values of more than 400 megapascals, the CMC properties showed that Denkendorf fibers can compete with current Nextel fibers. DITF will also continue to focus on producing higher filament counts to reduce fiber costs.








Related Content

Composites end markets: Electronics (2024)
Increasingly, prototype and production-ready smart devices featuring thermoplastic composite cases and other components provide lightweight, optimized sustainable alternatives to metal.
Read More
JEC World 2023 highlights: Recyclable resins, renewable energy solutions, award-winning automotive
CW technical editor Hannah Mason recaps some of the technology on display at JEC World, including natural, bio-based or recyclable materials solutions, innovative automotive and renewable energy components and more.
Read More
Natural fiber composites: Growing to fit sustainability needs
Led by global and industry-wide sustainability goals, commercial interest in flax and hemp fiber-reinforced composites grows into higher-performance, higher-volume applications.
Read More
Watch: A practical view of sustainability in composites product development
Markus Beer of Forward Engineering addresses definitions of sustainability, how to approach sustainability goals, the role of life cycle analysis (LCA) and social, environmental and governmental driving forces. Watch his “CW Tech Days: Sustainability” presentation.
Read MoreRead Next

Microwave heating for more sustainable carbon fiber
Skeptics say it won’t work — Osaka-based Microwave Chemical Co. says it already has — and continues to advance its simulation-based technology to slash energy use and emissions in manufacturing.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
Bio-based acrylonitrile for carbon fiber manufacture
The quest for a sustainable source of acrylonitrile for carbon fiber manufacture has made the leap from the lab to the market.
Read More