
Janicki Industries: Breaking the mold
Once known only as a toolmaker, Janicki offers unique precision, production capability and problem solving as it pioneers leading-edge composites technology.



Many in the composites industry know that Janicki Industries introduced computer numerical control (CNC)-machined tooling to the marine industry and that it specializes in large, technically complex composite tools. But on a recent tour of its facilities, HPC discovered that this is only the top ply of an intriguing stack of capabilities. A composite of extreme aerospace precision and marine/small business pragmatism, this shop routinely achieves feats few have considered, such as vacuum infusing a 300-ply carbon fiber-bismaleimide (BMI) laminate — BMI is solid at room temperature — with near-zero void content. “This is where we want to go with high-temperature tooling for the large structures being considered in aerospace,” explains project manager Matt Robson.
The family-owned Sedro-Woolley, Wash.-based company is intensely entrepreneurial. Its employees describe it as performance-driven and constantly changing, and say the owners have a high tolerance for risk and little fear of failure. “If we haven’t thrown anything away in awhile,” quips one manager, “Peter [CEO] will challenge that we’re not pushing boundaries enough.”



Janicki is also a study in contrasts. As a pioneer in cost accounting for one-off projects, the company employs a robust software program (one project has more than 5,000 line items) to track work orders, schedules and costs in real time, but it is not bogged down by bureaucracy. In fact, management encourages employees to pursue novel ideas and gives new hires an almost immediate opportunity to make an impact. Further, its CNC machines are among the most accurate in the world, but the company continues efforts to reduce error. This quest for precision has yielded remarkable technological advances in tooling and, now, in parts production.
Origins in innovation
Janicki Industries was founded in 1993 by Peter Janicki in Sedro-Woolley, home to the Janicki clan for generations. With a handful of employees in a rented old steel fabrication facility, he built his first CNC equipment, aimed at producing molds for the marine industry more quickly and cheaply than the labor-intensive methods used at that time.

Aerospace accuracy from marine molds
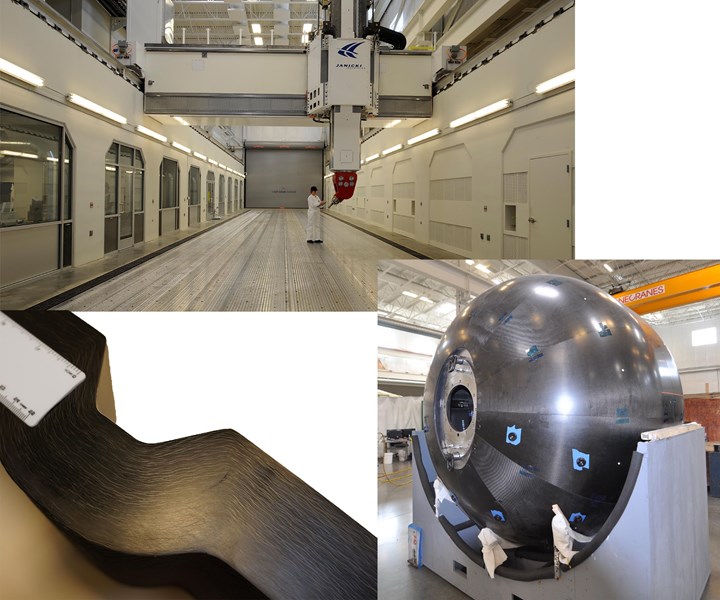
Janicki Industries combines its unique strategies for milling head positional accuracy (±0.002-inch) with the pattern and tooling methods it developed for the marine industry (wood structure, machined putty and fiberglass) to provide tools and drilling fixtures with the same tolerances as aluminum, but at a much lower cost to the customer. Source | Janicki Industries
“Our approach to marine tooling using CNC machining really started arevolution in the industry,” says Jim Payant, Janicki’s VP of marine, transportation and energy. “Now it is considered standard, but when we started, no one had heard of it.” Peter reportedly machined the first hull pattern for Bayliner (Bellingham, Wash.) in one week. Previously, the same hull might have consumed months of manual labor. CNC machining also enabled him to push the boundaries of scale. Janicki was machining 80-ft/24.4m hull molds long before anyone else thought it was possible.
Since then, Janicki has designed, fabricated, built and installed eight more CNC machines, and the company also has written its own control software. Payant relates, “When you move a big heavy machine (weight of a Chevy Suburban) quickly, inertia requires you to start slowing it way ahead of when you want to turn. When Peter built that first machine, the available controllers could look ahead 14 points, but he wanted 2,000 points. So, being a mechanical engineer, he wrote a program that took the cutter location instructions, translated them into machine code and did the inertia calculations to enable precise maneuvering.” A dedicated team still builds on Peter’s early work. “We have a Ph.D in mechanical engineering who oversees this group now,” says Payant.
With success, the company has grown. More than 600 employees — 120 are engineers — populate six manufacturing buildings. In addition to the four buildings at the company’s original location, a 164,000-ft2 (15,236m2) facility, 12 miles down the road in Hamilton, was built in 2010, and a 100,000 ft2 (9,290m2) plant in Layton, Utah, came online in 2011. Notably, the Layton operation performs automated trimming and drilling of composite parts for Lockheed Martin’s (Bethesda, Md.) F-35 Lightning II fighter jet.

This 200-ft by 230-ft production bay in Janicki Industries’ (Sedro-Woolley, Wash.) new Hamilton facility provides enough room for tooling projects, production of aerospace parts and large-scale R&D for aerospace primes. Source | Janicki Industries
Entry into aerospace
Although Janicki has a reputation for large, complex tooling, that is not how it got its start in aerospace; it was through its relatively inexpensive tooling for boatbuilders. For our first aerospace project, the customer called on a Saturday and said they wanted to cut a tool really fast, they wanted to come in and see what we do, and, oh by the way, they had no budget for this,” Payant recalls. “By the end of the tour, they had tossed the idea of syntactic tooling board and said, ‘We just want what you’re doing there.’”
The customer was referring to Janicki’s marine tools, roughed out from foam, coated with tooling paste and CNC cut to final shape. “So we ended up doing the entire job for less than the tooling board was going to cost and finished before it would have even arrived.” Remarkably, the project was for the initial F-35 design competition, and the happy aerospace customer quickly recognized that Janicki could deliver what are often mutually exclusive results: fast turnaround, cost efficiency and high precision.
Aerospace R&D projects soon became a steady stream in the Janicki job mix, including tooling for the U.S. Air Force Research Laboratory’s (Wright-Patterson AFB, Ohio) Advanced Composite Cargo Aircraft (see “Advanced Composite Cargo Aircraft proves large structure practicality,” under "Editor's Picks," at top right), work for the Boeing 787 program, and numerous NASA projects, including tooling for the Orion Crew Module and a payload fairing prototype for the heavy-lift Space Launch System (SLS).
However, when it was awarded the job to build eight carbon composite mandrels for the 787 rear fuselage, Janicki acquired new status as an aircraft production tooling supplier. Subsequently, it designed and fabricated the carbon composite “soft tooling” that holds the stiffening ribs in place on the inside of the Bombardier (Montreal, Quebec, Canada) CSeries jet’s 52-ft/16m long composite wings. During resin transfer infusion (RTI) and autoclave cure of the wings, it sees temperatures as high as 370°C/698°F.
Tooling drives process pioneering
A key factor in Janicki’s success is its grasp of the fact that toolmaking isn’t just about the tool. Toolmakers must understand very well the part and the process for which the tool will be used. Typically, the tool surface is made of material very similar to that of the part, to ensure comparable coefficients of thermal expansion (CTEs). This minimizes issues with expansion and contraction during cure and cooling. Troubleshooting potential CTE mismatches and other material processing issues ahead of its customers is just another day at the shop for Janicki engineers.

Tooling and process pioneer
This 170-ply OOA carbon fiber/BMI tooling sample shows the complex material processing Janicki routinely tackles ahead of its customers. Source | Janicki Industries
For example, the large tools Janicki built for the SLS payload fairing prototype were cured out of autoclave (OOA) because the customer will build the part from carbon fiber, and OOA carbon fiber tooling is less expensive than the CTE-compatible steel alloy, Invar. Pointing to the previously mentioned void-free, infused 300-ply BMI laminate, which was produced for a recent NASA project, Greg Applewhite, head of Janicki’s R&D lab, explains, “We helped to refine the cure cycle for the BMI tooling and the overall process engineering. The cure profile is challenging because the resin transitions from a solid to a water-like viscosity, but if you heat it too quickly and not uniformly, then the laminate may have crystallized areas upon cool down, which jeopardizes the properties.”
Noting a nearby tool, Applewhite points out, “This uses all-carbon unidirectionals, which are typically hard to infuse, but we’ve made very complex infused stiffener tools with this construction, using the right materials and consumables. The proper type of reinforcement is important, so that there is enough room for the resin to flow through the unis and complex geometry.”
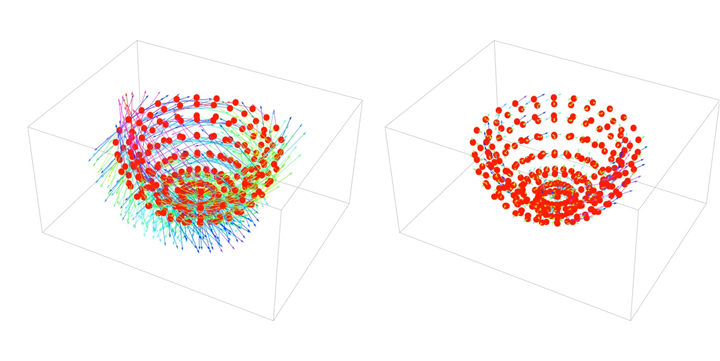
For geometries that might pose infusion problems, the lab does infusion mock-ups and measures the temperature differences and thermal gradients (see “Aiming infusion at the application”), watching the flow front with various feed line arrangements. “Understanding the flow from thin to thick areas and how to manipulate the flow front without trapping porosity are skills we have developed through experience,” says Applewhite. “Our advantage is that we do a hundred different things once, so we’ve gotten very good at understanding different geometries and how the infusion will react with different resins and reinforcements.”
Money-saving processes
“We develop processes to save our customers money,” says company president John Janicki. Those 300-ply BMI structures not only saved money, but also gave Janicki the capability to produce billets of BMI/carbon composite that can be CNC-machined into precision tooling that is cheaper and one-fifth the density of an Invar equivalent. “This makes moving the tool around for production much easier,” he says, adding, “We are using this technology for aerospace rib, spar and stringer tools, where the parts will be autoclave-cured high-temperature epoxy and carbon fiber.” Why not just use epoxy? “Because it would never cycle up to 350°F [177°C] every three days for two years,” Janicki answers. The BMI greatly extends the tool’s service life.
Another source of cost savings is in trim and drill fixtures. Janicki explains, “Most companies use large aluminum trim fixtures, vacuum to affix the parts and then stick the whole assembly into the CNC machine. We can get the same tolerances using our low-cost tooling technology — wood structure with machined putty and fiberglass — but at a much lower cost.” This is possible because of the way Janicki “clocks in” the milling head’s positional accuracy (see the “Big machines, small tolerances”). Janicki continues, “So we make the pattern this way, take one splash off of it to make the tool and then we use that pattern to make the trim-and-drill fixture.” Thus, the means to make the fixture is paid for in the tool fabrication.
Laser metrology for machining accuracy
Janicki’s in-house-developed software inputs mill head position measurements taken by laser metrology devices, translates them into a massive nonlinear system of equations with millions of unknowns, and solves them in minutes within the controller PC to compensate for any inaccuracies before CNC-machining begins. Source | Janicki Industries
Project-appropriate technologies enable Janicki to bring much to the table. “If you’re going to make thousands of parts, then a metal tool is obviously the best solution. We actually do a lot of metal machining now just for that reason,” he notes, “however, you don’t get the same cost savings in producing the complete tooling and fixturing required.” Janicki, in fact, doesn’t push composites as hard as in the past for volume production. “Even a perfect carbon composite tool doesn’t last that long, maybe 200 to 400 cycles, depending on the cure requirements. Much above 400 cycles, and it’s more cost-effective to use metal.”
Invested in parts production
Janicki’s toolmaking activities often involve making parts. “With just about every tool, we will run at least one demo part to verify performance and check temperature distribution,” Payant notes, but he adds that it can go quite a bit farther. “Sometimes customers come to us with a concept and we will do everything from design and engineering through to tooling and then final parts production.” Even when it doesn’t make final parts, Janicki often handles all the preproduction details, such as machining to net shape, trial drilling and fastener installation. As a result, when the tool is delivered to the customer, it can go straight into production. And for tools made in sections, Janicki often sends a team to assemble and test the tool on site to ensure there are no installation issues.
Such flexibility is a Janicki plus. A prime example is the Hamilton facility. It
was built to meet Boeing’s capacity requirements for the 787 program. “But then 787 production was delayed, which forced us to diversify,” says Payant, “but it made us a stronger company.” In the facility’s massive 200-ft by 230-ft (61m by 70m) open production area, there are myriad tools and parts in process, ranging from wind blades to large stringers and wing-shaped parts to pieces of NASA's Orion spacecraft. In fact, Janicki has 120 projects in progress, with more in the pipeline.

One of the largest CNC mills in the world
Measuring 100-ft by 20-ft by 8-ft, Janicki’s Mill #6 (and its twin #5, not shown) are among the largest CNC-machining centers in the world, requiring unique construction, filtration and temperature control to ensure machining accuracy. Source | Janicki Industries
Two 4-meter by 12-meter heated steel tables with built-in air ducts and plug-in heaters are used to cure a variety of composite panels. Demolded panels can be cut to shape on the adjacent 4-meter by 6-meter 2-axis waterjet cutter. “We also designed a vacuum cup fixture to pick up cut panels so that we could eliminate forklifts,” Payant adds, noting that this not only eases transport but also eliminates the cost of forklift damage. The facility also includes two of the world’s largest CNC mills, a 40-meter long parts finishing bay and a fully equipped R&D laboratory. In 2011, Janicki installed a new 15-meter by 4-meter autoclave and a 9,000-ft2 (836-m2) cleanroom.
The four buildings at the “Highway 20 plant” in Sedro-Woolley house CNC mills #1 though #4, paint bays and machining, welding, wood substructure construction, composite fabrication and assembly and finishing shops, plus a 22-meter by 7-meter by 3.4-meter annealing furnace and a 30-meter by 7-meter by 4-meter oven capable of reaching 204°C.
Although the two sites duplicate some functions, Janicki sees that as an asset. He says, “Our redundant and broad array of production resources is one of the reasons we can easily handle so many diverse projects.”
No less important is Janicki’s planning and cost accounting. The company has put its unique stamp on these functions, too, using Primavera software (supplied by Oracle, Redwood Shores, Calif.) to maintain efficient resource allocation and track costs in real time. “Everything we do has a work order,” says Payant. Every work order and employee is assigned a bar code, so each employee task is allocated to a work order and tied to a scheduled item.
“This enables us to track the work load and see schedule issues. For example, on Mill #4 we can produce a six-month look-ahead.” The system is crucial to accurate cost estimates. Janicki is a pioneer in this arena and is exploring next-generation systems that use radio frequency identification (RFID) so employees can be clocked in and out automatically as they enter and exit a tool’s work space.

Cryotank development
Janicki produced a series of low-cost prototype tools for NASA’s Composite Cryotank Development (CCTD) project, overcoming many unique technical problems, such as designing a dimensionally accurate structure that would support both tool and part weight yet collapse to enable removal from a very small opening.
Source | Janicki Industries
R&D partner, future vision
Janicki’s R&D lab supports project management and pursues fundamental engineering. The former includes analysis for adhesive selection, joint optimization and cure-cycle development (e.g., optimum dwell time and ramp rates). Long-term R&D activities focus on gaining a better understanding of tool life and how to extend it. “We will try to simulate part life, using autoclaves and ovens, so we can evaluate how a tool will last during use and when and how it will break down,” Applewhite explains. Shrink distortion and springback are also under study, and the lab routinely tests new materials.
Developing strengths in so many directions may seem impossible, even unsustainable, but after 20 years Janicki continues to grow and has attained Nadcap, AS9100, and Boeing certifications. “We are making parts for Boeing and are expanding that capability,” says John Janicki. “Our next move is to be an R&D arm for some of these big primes.” The new autoclave and cleanroom were not aimed at volume production; they will support development work for primes on very large structures.“ We can help these companies reduce the expense of making large tools, prototyping parts from these tools, validating the manufacturing process and then refining the details.”
“We’ve been doing this long enough that we’ve chased most of the dead ends in trying to reduce tooling costs,” he sums up, adding modestly, “We don’t throw away as much as we used to simply because we’ve made the mistakes and know what works and what doesn’t.”
If that weren’t enough, Janicki is already anticipating the next step in tooling evolution. “We’re looking at future needs for wind blade tooling,” Payant reveals. “Tools longer than 60m [197 ft] can’t be shipped by road in one piece. We have machines that are very good at producing accurately mated interfaces, allowing tools to be built in parts but also aiding blades to be built in parts, as well.”







Related Content

Automated robotic NDT enhances capabilities for composites
Kineco Kaman Composites India uses a bespoke Fill Accubot ultrasonic testing system to boost inspection efficiency and productivity.
Read More
Optimizing a thermoplastic composite helicopter door hinge
9T Labs used Additive Fusion Technology to iterate CFRTP designs, fully exploit continuous fiber printing and outperform stainless steel and black metal designs in failure load and weight.
Read More
Nine factors to consider when designing composites cure tooling
Gary Bond discusses the common pitfalls and compromises when designing good cure tooling and their holistic significance for a robust composite production process.
Read More
The basics of composite drawing interpretation
Knowing the fundamentals for reading drawings — including master ply tables, ply definition diagrams and more — lays a foundation for proper composite design evaluation.
Read MoreRead Next

Aiming infusion at the application
With so many process variables to play with, how do you know which new solutions that promise better, faster infusion are right for your application?
Read More
Advanced Composite Cargo Aircraft proves large structure practicality
Dr. John Russell reports that the successful completion of a flying aircraft in the the Advanced Composite Cargo Aircraft program has demonstrated the holistic impact that composites technology can have on future aircraft development.
Read More