
Selective reinforcements boost “commodity” composite properties
Strategically placed advanced reinforcements reduce weight, cost while dramatically increasing mechanical performance and dimensional stability.

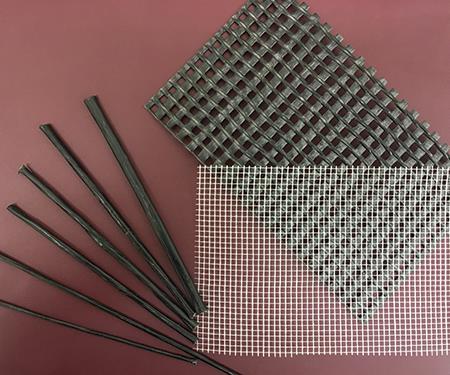
AFRs in three types. Three advanced fiber reinforcements (AFRs) reportedly reduce part weight by 20% or more and part cost by 20-40%, increase flexural strength and stiffness by 100-300% and impact strength 100-500%. Tension members (TM-AFRs, left) resemble rods of varying thickness that are placed at potential points of failure. Impact members (IM-AFRs; middle white mesh) and structural members (SM-AFRs; right top, black mesh) look similar but feature different material formulation and composition to drive their respective benefits in impact or structural performance. Source: Integrated Composite Products Inc.

Combining AFRs and compounds in-mold: A TM-AFR material can be inserted into a tool by hand (as shown here) or via automated means to avoid delays in production efficiency. In the tool, the AFRs are combined with base materials (typically discontinuous-reinforced thermoplastics). Source | Integrated Composite Products Inc.

A screen-like IM-AFR is placed in a mold tool. Proprietary formulation and the continuous glass impregnation/coating process minimize voids and ensure wetout of the rovings to maximize adhesion to the matrix. Source: Integrated Composite Products Inc.
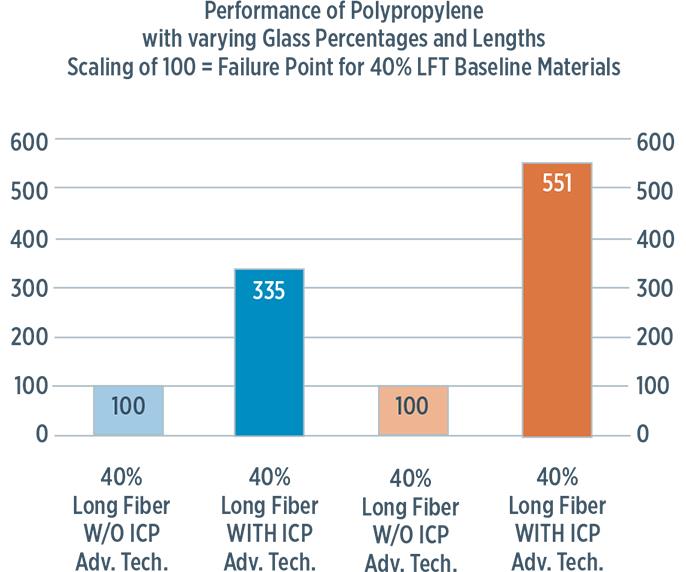
Flexural-strength & Impact performance improved ICP contends that AFR technology can enable commodity composites, such as discontinuous glass fiber-reinforced polypropylene (PP), to perform at levels normally seen only with dramatically more-costly premium materials. In the graph above, application of IM-AFR technology to the same part (while maintaining the same fiber-volume fraction of 40%) boosts flexural strength 3.3x (left) and impact performance 5.5x (right) vs. the baseline 40% glass-reinforced LFT PP material, and do so without negatively affecting cost, weight, cycle time or aesthetics. Source: Integrated Composite Products Inc.



New reinforcement technologies developed by Integrated Composite Products Inc. (ICP, Winona, MN, US), when selectively placed in part structures molded from conventional discontinuous long- or short-fiber-reinforced thermoplastics (and possibly thermosets) have demonstrated transformative benefits. Reportedly, they can reduce part weight by 20% or more, reduce part cost 20-40%, increase flexural strength and stiffness by 100-300%, increase impact strength 100-500%, provide superior (non- catastrophic) failure modes and address warpage/differential shrinkage issues to help molded parts hold closer tolerances.
Sound impossible? Consider that these technologies, called Advanced Fiber Reinforcements (AFRs), accomplish the above without the use of carbon fiber or other expensive high-performance fiber forms the composites industry usually associates with the term “advanced fiber.” Instead, AFRs employ continuous glass rovings and relatively inexpensive thermoplastic resin systems. “The real promise of AFRs,” says Derek Mazula, ICP’s CEO, “is that they allow ‘commodity’ composites to perform at levels normally only seen with dramatically more costly premium materials.”



AFR technology is the brainchild of Mazula and ICP’s chief science officer Ron Hawley. Serial inventor Hawley has a remark- able 45-year history of composites innovation and commercialization, having developed extrusion compounding (1969; trade secrets only; no patents filed), and having been issued patents on long-fiber thermoplastics (LFT, 1979), direct-(inline compounded)-LFT (D-LFT, 1989), and the Pushtrusion D-LFT variant (1999). Developed in 2013, AFR technology builds on all four of Hawley’s previous breakthroughs.
Avoiding the “doom loop”
Like so many other composites-industry veterans, Hawley says, he and Mazula had long faced the frustration of technologies that promised much, then
“came close, but fell short,”
a pattern he calls the “doom
loop.” “When technology fails
to live up to its potential, ”
explains Hawley, “it hurts
all parties in the composites
supply chain — from material
and equipment suppliers to
compounders to processor s
to customers.” Customers
must endure the cost and
time required for part and
tool redesigns and retesting,
increased weight and costs,
and delays or even failures to
launch on time. The processor
sees shrinking margins with
each redesign, might have to add secondary operations, and could suffer delayed or lost programs. The compounder risks that material prices will have to be reduced or another compounder’s material will be selected, and also could suffer delayed or lost programs. And the designer is blamed for poor correlation between predicted and measured part performance and weight, and failure to meet specifications, which can lead to costly redesigns and further delays. Such failures to launch, or launch successfully, also necessitate that financial models be revisited throughout the supply chain. 
Hawley and Mazula founded ICP in 2013, with the express purpose of finding a way to avoid the doom loop. They assembled a team with extensive research, application development and molding experience, and formed a strategic network of design, molding and compounding partners. It was this experience that led them not only to develop the AFRs, but also to invest in proprietary material models for finite element analysis (FEA) to ensure rapid design optimization and repeatable implementation of the technologies. As a result, they say they can help customers design, formulate and place AFR elements exactly where they’re needed.
“If customers substitute as little as 5% of the base materials in a given application with our AFRs,” Hawley contends, “they can simultaneously reduce weight and cost — two eternal pressures — while at the same time increasing both flexural strength and impact performance — two objectives that are tricky to accomplish in parallel. And they can do all this with a high level of predictability.”
Putting fiber where it’s needed
AFRs rely on the fact that continuous glass rovings are 20-60 times stronger than discontinuous glass fiber plus resin. AFR technologies feature continuous glass rovings impregnated and coated with special formulations of common resins (e.g., polypropylene). The proprietary formulation and the continuous glass impregnation/coating process used eliminates voids and ensures excellent wetout of the rovings to maximize adhesion with the matrix while still providing an excellent, resin-rich surface that will ensure good aesthetics right out of the tool. The coated rovings are then formed as needed into specific shapes for insertion, via manual or automated methods, into molds used in compression, injection or transfer molding processes. Once in the tool, they are combined with the base materials (typically, discontinuous long- or short-fiber-reinforced thermoplastic).
There are three types of AFRs: tension members (TM-AFRs), impact members (IM-AFRs) and similar looking but differently formulated structural members (SM-AFRs). TM-AFRs resemble rods of varying thickness that are placed at the point of failure, typically at the end/top of ribs (in the bottom of the tool), in order to prevent failure by halting crack propagation. IM-AFRs and SM-AFRs resemble mesh screens and typically are embedded in part skins to provide what Hawley calls a “safety-glass” sandwich that allows material to flow through to ribs. Although similar, IM-AFRs and SM-AFRs feature a different material formulation and composition to drive their respective benefits in impact or structural performance. All three elements reportedly also can be used to improve flatness/dimensional control.
ICP claims performance improvements can be achieved with a wide variety of part shapes and designs, including elaborately ribbed structures. Further, little to no special tooling or molding process changes are needed, and the technology often can be applied on the fly for a rapid prove-out before finalizing tooling/ process changes, which makes it ideal for use in development projects as well as for troubleshooting commercial applications.
Using ICP’s proprietary FEA material models, the team reports tight correlation between predicted and measured part performance. Reportedly, the models work with static and dynamic loads across a variety of glass reinforcement lengths (short to long) as well as with a variety of molding processes (injection, compression, and transfer). Thanks to extensive design of experiments work, the team has learned how to optimize rib sizes and wall thicknesses. It is also able to control which mechanical properties are improved on a part via controlled AFR placement techniques, and by adjusting the size (length, thickness, mesh opening) and formulation of AFR elements.
For example, in the case of a standard-duty food bin, ICP has demonstrated how it can easily upgrade performance through selective use of TM-AFRs to meet the needs of a heavy-duty food bin program. Conversely, the company also can convert the same standard-duty food bin into a lighter-duty produce bin merely by adjusting the type, quantity, and position of the AFRs going into the tool — all without altering the tooling or cycle time (reportedly, when AFR loading is automated, little or no time is added to the molding cycle) or delaying the program. This allows the molder to use a single toolset to make a variety of products, e.g., 1,000-, 2,000- or 3,000-lb (454-, 907- or 1,361-kg) capacity reusable plastic containers (RCPs), greatly extending tooling functionality.
IP protection and commercialization
ICP has taken steps to protect its intellectual property. The company’s first patent, covering TM- and IM-AFRs, has been published by the US Patent Trade Office and is in the final stages of active examiner review. Two additional patents, covering advances in IM-, SM-, and TM-AFR technologies, along with proprietary formulations and manufacturing techniques, are currently working their way through US and Patent Cooperation Treaty (PCT) systems. Moreover, ICP’s trade secrets, which are shared only with partners and licensees, deal with additional formulations and manufacturing techniques.
The company also has formed strategic partnerships with several multi-million/multi- billion-dollar companies along the value chain (including compounders, molders, asset managers/distributors and customers). Mazula says, “Our partners bring a wealth of knowledge and resources and have signed MOUs [memorandums of understanding] supporting global growth. Thanks to that collaboration, we’ve already developed a pipeline of programs, including two for RCPs/bins and one for a pallet. We’re now in the phase of rapid commercialization, with projected 2017 startup dates on programs that are each worth in excess of US$100 million and projected to consume over 1 million kg of AFRs and 18 million kg of base LFT materials per geographical market.” Although ICP’s initial focus is on the transportation-packaging/materials-handling market (pallets, RPCs, bins, totes, etc.), it welcomes new partners to accelerate development of additional applications in other industries.
How to put AFRs to work
According to Mazula, molders or customers who wish to incorporate AFRs into their product development processes would typically begin their work with ICP by signing a two-way nondisclosure agreement, followed by determination of the issue(s) to be resolved or area of design optimization to be tackled. Next, they provide their FEA work to ICP’s design partners to facilitate a design review. Then, ICP would apply its proprietary material models to the design, quickly determining which changes will improve performance, reduce cost, and meet customer-specified optimization goals. With data in hand, the customer then decides which scenario(s) to run on production tooling — with molding trials conducted either on the customer’s equipment or at ICP’s fully equipped R&D center. Results are then confirmed by part testing, performed either at the customer’s site or by an independent lab. Finally, the customer and ICP enter into a relationship that includes licensing or other forms of long-term contracts that leverage ICP’s technology to benefit both organizations.








Related Content

Melker of Sweden accomplishes sea kayak with 100% sustainable composite construction
Built with ampliTex flax fabrics, a solid cork core and plant-based resins, the company’s Värmdö kayak model highlights an environmentally conscious design for paddlers of all levels.
Read More
Understanding vacuum bagging layers in production, repair
Recognizing the functions of each layer in a vacuum bag schedule can help users discover what vacuum bag schedules work best for their application.
Read More
AmpliTex-constructed solar-powered ferry hits the Adriatic Sea
The Marservis PROeco is a mass transportation marine vessel using Bcomp natural fiber for interior parts in place of standard materials.
Read More
Carbon fiber satellite arm reduces weight, simplifies assembly onto naval vessels
Satcom developer EM Solutions partnered with ACS Australia to replace an aluminum arm design with a 65% lighter, one-piece, corrosion-resistant carbon fiber/epoxy alternative.
Read MoreRead Next

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More