
The Montalvo Corp. white paper: Tension Control
Tension control plays a vital role in composites manufacturing in order to achieve automated processing, continuous processing, reduced scrap, increased product quality, and more, says a new white paper released by The Montalvo Corp.




Tension control plays a vital role in composites manufacturing in order to achieve automated processing, continuous processing, reduced scrap, increased product quality, and more, says a new white paper released by The Montalvo Corp. (Gorham, ME, US). Montalvo's global marketing manager Bryon Williams says “In the evolving process of composites manufacturing, more and more emphasis will be placed on tension control systems to allow manufacturers to achieve faster, automated, and continuous processing. Tension control systems can often be integrated into existing manufacturing equipment, making it easier to add in these new capabilities without investing in new machines or large, stand-alone equipment. This article dives deeper into the existing and new tension control technology that makes this possible.”
Montalvo has been manufacturing and providing industry leading tension control products, services and support for over 67 years. They serve various industries such as composites, pulp and paper, flexible packaging, corrugated, tag and label, and more, for both end users and original equipment manufacturers. The following is taken from their white paper about tension control:



So what is tension control?
This paper often uses the word "web". A web is a generic catchall term used to refer to any type of material you are processing, so a web could be carbon fiber, fiberglass, you name it. Just as we find tension control is a new concept to composite manufacturers, so too is the idea of referring to their material as a web.
Web tension is defined as the amount of stress or strain put on a web of material as it is moves through processing. Different materials have different properties and thus have different tension requirements to ensure they maintain their quality from start to finish.
Too little or too much tension can create a variety of problems and process defects. Defect such as stretching, wrinkling, breaking, wandering, delamination and more can exist if a web’s tension is not properly controlled.
For example, polyester may run best at 0.5 to 1.0 pounds per linear inch of width, while polypropylene may run best at 0.25 to 0.3 pounds per linear inch of width. The reason is that polypropylene is a much more extensible material. If you pull it too tight, it will neck down and distort your end product. If you don’t pull the polyester tight enough, it may wrinkle, and again distort your end product.
Fiberglass may require a different tension than carbon fiber. Some carbon fibers may be more brittle than other carbon fibers, and require less tension. Even a paper carrier sheet used to transport a series of composite mats in a hand lay application will require the correct tension during unwind, as well as rewind. If the web is pulled too tight, the paper may rip causing the material to be scrapped. With some carbon fiber costing around $900 a pound, ensuring you don’t end up with scrap is highly important.
Tension control is the process of maintaining a predetermined or set amount of stress or strain on a given material between two points to maintain its desired properties (such as form, appearance, etc.) and quality. This process often takes place in specific control zones: unwind/payout, process (nip), and rewind/take up, with each having unique tension control requirements.
So tension control is the process of ensuring your material gets from point A to point B in a uniform and consistent manner without any loss to material quality. Under this basic definition most applications can already get their material processed from point A to B, but perhaps it is very manual, or is slower than it could be. In your current application could you double your speed without sacrificing end product quality?
Automating the process, creating a continuous process and increasing productivity are all going to rely heavily on proper tension control to ensure consistent and high quality results.
So how do we control tension?
With a fixed torque in an unwind application, as the roll diameter decreases, the tension applied to the web will increase, and will increase more rapidly as the roll diameter gets closer to core. In rewind applications, it’s just the opposite. As the roll diameter builds, with a fixed torque, tension will decrease as the roll diameter increases, as shown in the diagram below.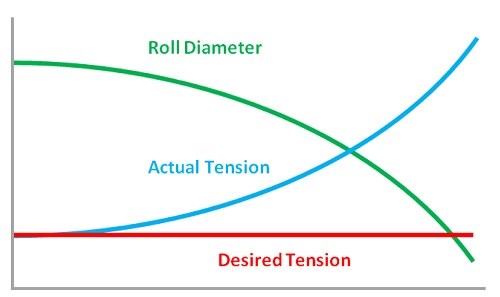
Mathematically, tension equals torque divided by radius. This means that as a roll diameter increases or decreases, torque must be adjusted to maintain tension at the optimal value, or setpoint. So in a basic sense, by controlling the torque in a uniform manner in relation to the roll, we control tension.
There are three primary types of tension control: manual control, closed loop control and open loop control. Just as it implies, manual control is the process of visually or physically determining if tension is correct, and then making manual adjustments to maintain the desired tension level. With manual tension control a web is subject to constant up and down spikes as an operator is always correcting the tension. Maintaining proper tension gets increasingly difficult as roll diameters decrease and changes happen more frequently. This method is also exposed to the subjectivity of different operators, typically resulting in non-uniform results (image below).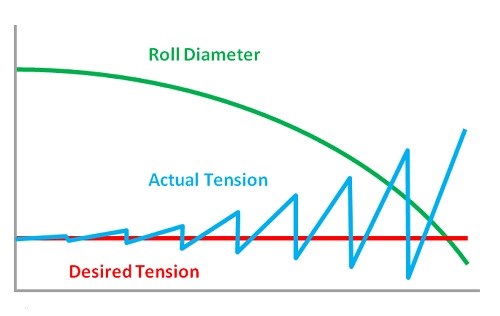
Open loop systems utilize products such as ultrasonic sensors or proximity sensors to measure, or calculate, roll diameter. Based on inputs into the controller, the controller uses any detected changes in roll diameter to regulate torque and maintain tension, as opposed to closed loop systems which receive tension feedback directly from the web of material.
Although not as precise as closed loop systems, open loop systems still provide automated, consistent tension control and outperform manual control. Open loop systems are generally less expensive than closed loop systems because you are not utilizing additional products, like load cells.
Finally, closed loop tension control refers to a continuous flow of communication from a web tension measurement device, to a torque controller, to a torque device. Web tension measurement devices include load cells or a dancer position feedback sensor, that are constantly relaying tension changes directly from the web of material to the tension controller that regulates the output of the torque device, which may be a brake, clutch, or drive to maintain the desired tension level. If any changes in tension are detected the controller can instantly alter the torque device to maintain set tension.
This ensures that throughout your entire process your tension is consistent, uniform and precise. And all of this happens automatically. We like to use the term "set it and forget it" to describe how a high-quality tension control system should operate.
A type of closed loop control system that most people are familiar with is the cruise control system of your vehicle. In your vehicle you set your speed, like you would set your tension, and then as the vehicle gets feedback on the constantly changing elevations of the road it controls the speed to maintain what you set, just as a tension controller would regulate torque to maintain your set tension.
In both closed loop and open loop, tension is managed by the torque applied to the center of the roll from a brake, clutch, or drive. Tension controllers automatically regulate this torque, making any necessary correction or adjustments, throughout the process, allowing for continuous production. Operators simply input the parameters of the production run (such as speed, tension, etc), press start/run and allow the controller to automatically manage production.
As mentioned, one of the key elements to improved productivity and profitability can be traced to the lack of effective tension control. Often we find that due to their manufacturing process or poor tension control, manufacturers are not able to run their material rolls all the way down to the core affecting both productivity and profitability.
This means leaving money on the core, only to end up as scrap. Other sources of scrap and lost productivity come from web breaks, and inconsistent end product. Quality tension control helps to eliminate these scrap producers by creating a uniform and consistent process.
Currently the composites industry relies primarily on new equipment to provide tension control systems, but the purchase of new equipment is not always feasible for manufacturers. Montalvo specializes in incorporating the latest tension control technology and innovations into existing applications, which often require minimal adjustment to account for the new tension control equipment being added to the machine.
In the composites industry, many early control systems were designed for very large, heavy applications in other industries, while the requirements for the composites industry have been, and are quite often, small and inexpensive. For example, it would be very expensive to purchase a closed loop system for each tow in a process containing hundreds of tows.
By miniaturizing, or adapting new technology, it is now possible to automatically control the tension of all your webs cost-effectively. Montalvo is constantly developing new technologies that are not only composites industry specific, but application-specific.
Multi Tow Tension Control 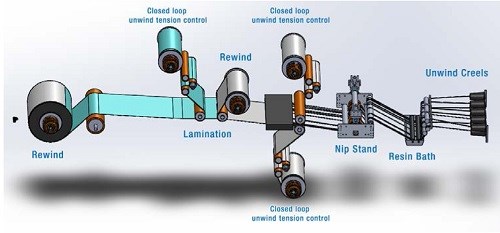
As shown in the image, some applications may have several tension zones, and require several types of tension control. Starting at the beginning of the process (right side of image) several tows are being pulled from their creels into the machine process. The creels can be manually set to create a small amount of tension on each tow by adjusting small, low torque brake assemblies. This may include spring applied manual brakes, or other manually applied brakes that will require some attention from the machine operator, or the tension on the tows may reach a point where they break.
Some machines may now include a load cell roller that will measure the total tension of all of the tows in a process as they travel across the idler roll. This gets you a little closer to closed loop control, but the operator still needs to make coarse adjustments to the tow brakes to try and equalize the tension of all of the tows.
To solve the two aforementioned problems of manual and inconsistent control, the tows of material canbe pulled into a NIP tensioning device. Since the pressure across the NIP is loaded with equal pressure from front to back, and the length of all of the tows is equal from the exit of the tensioning NIP to the entrance of the process NIP, the tows will all exit the tensioning NIP at equal tension. Using load cell feedback to control the total tension of all of the tows, measured at a load cell idler roll downstream from the NIP stand, the amount of tension can be trimmed using a brake to develop a small amount of torque at the NIP. The tension on each tow will remain constant no matter what the diameter of the tow material on each of the creels. If some of the creels are new complete rolls, and some are partial, it won’t matter in this case because there are no changing diameters at the NIP. The diameter change takes place at the creels, in a different tension zone.
By selecting a desired tension to be applied to each tow, let’s say 0.25pli, you can determine the tension setpoint required to best run the tows exiting the NIP control by multiplying the 0.25pli times the width of all of the tows together. So let’s say there are a total of 240 tows coming from this bank of creels, and let’s say the width of 240 tows is 60 inches, you simply multiply 0.25(pli) times the 60 inches of width, or 15 pounds.
So in this example the tension setpoint would be 15 pounds. If the individual tows need to be 0.50pli, then the tension setpoint would be 30 pounds, and so on. Now when you run the tows through the NIP, the control system will monitor the tension and make minor adjustments to the torque device (the brake) to maintain tension at the selected setpoint.
The next tension zones, upper and lower unwind tension, in this instance, are load cell based unwind tension control zones. These webs in this case are upper and lower paper carrier sheets. The tension on these webs is created by the brake mounted at the center of the unwind rolls. As the paper unwinds, it wraps around load cell rollers. The tension signal from the load cells is sent to a closed loop tension controller where the actual tension is compared to the setpoint selected by the machine operator. If the actual tension varies away from setpoint, the controller makes the appropriate changes to the torque at the brake to bring the tension back to setpoint. Since this is a closed loop system, paper, setpoint, torque, the tension will remain at, or close to setpoint from full roll to core, and this will remain true roll after roll. In this case each tow is fed into an extruder where product is extruded between the two sheets.
From here we go to the next tension zone, the top paper carrier rewind. Since this material isn’t that important, and is basically waste, the control doesn’t need to be that precise. You only need to be able to wind it without breaking the web. An open loop control system might be used in this application. An ultrasonic diameter sensor, or proximity sensors, can be used to monitor the diameter of the roll as it builds, and increase the torque slightly as the roll builds.
The next tension zone is just downstream from where the top carrier sheet is pulled from the extruded product. A poly unwind is used to control the tension on a poly web to cover the extruded product. It’s important to note that the tension applied to the poly web will be substantially less than the bottom carrier paper (remember, the bottom carrier is still under closed loop tension control). The paper carrier is a fairly strong material, and is not extensible at all. The poly layer is very extensible, so the tension applied to this layer needs to be precisely controlled at a tension that is a fraction of the tension required for the paper. If the poly is pulled too tight, the web necks down. When the roll is rewound, the roll may look fine, but during storage, or curing, the poly will try and get back to its relaxed state. This can cause wrinkles, or starring of rolls. If the poly is not tight enough, again, you may find wrinkles in the web after curing.
The last tension zone is the rewind zone. In this application it’s an open loop control that again controls tension based on the increase in diameter as the roll is built. In many applications it would be a load cell based, or closed loop control. Either choice will improve roll quality. Some control systems include a "Taper Tension" option. The Taper function will give the operator the ability to make the first few wraps of the rewind roll tightly wound, and will gradually reduce the tension setpoint as the roll diameter increases. This will help to eliminate starred, or telescoping rolls. Different materials will require different amounts of Taper. In some cases, rolls look good as they are removed from the machine, but will develop issues as they cure.
Laminator Tension Control
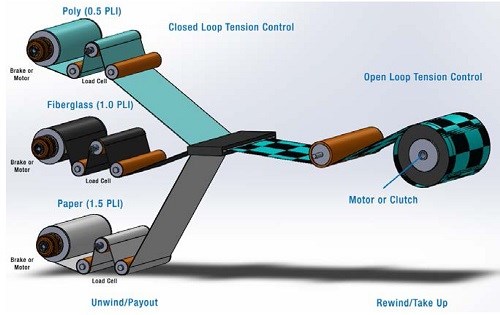
When laminating two or more materials together it is very important to control the tension applied to each web.
The image above depicts three very different materials in a process that will laminate into one web. The bottom layer is a 60 pound basis weight paper that will probably run best at about 1.5pli. By running best I mean that it is tight enough that it will nor wrinkle, or bag, but not so tight that it will break. If the web width in this application is 50 inches we again multiply the width in inches times the assumed pli, or 75 pounds of total tension.
Now we move on to a fiberglass layer that for this example runs best at 1.0pli. Since the web is still 50 inches wide, the tension setpoint for this web should be about 50 pounds of total tension.
The third and final layer in this application is a 2 mil poly film. The expected tension on this layer would be about 0.50pli. Again, the web is 50 inches wide multiplied times the 0.50 pli, or 25 pounds of total tension.
If closed loop tension control is not used on these three very different materials, you run the risk of damaging one, or all layers of the laminated end product. If the film layer is run too tight it will neck down, and will not completely cover the other layers. There is also a possibility that the film will try to relax after being wound into the finished product, creating wrinkles, or delamination. If the fiberglass layer isn’t run using closed loop tension control you run the risk of running the web too tight causing discoloration, or delamination.
Controlling Tension in Rovings Applications
As with tow control, where the tows are pulled from creels, a NIP station can be used to control the tension of each tow being pulled from the center of the roll of material in a roving. A NIP station is the best option in this case because no torque can be developed as the tow is pulled from the center of the rovings. Just as described previously, it doesn’t matter if there is any tension applied to the tow as it enters the NIP, the tension on each tow will be equal, and under control by trimming the torque developed at the hold back brake. The operator will select a total tension setpoint based on the width, and type of material running through the NIP. If the tows are 0.25 inches in width, and the best tension is determined to be 1pli, the operator simply multiplies the width, times the required tension, in this case 0.25 pounds. If for example there are 100 tows, each at a tension of 0.25 pounds, the total tension setpoint should be 25 pounds. If there are 200 tows, the total tension should be set for 50 pounds.
Hand Layup
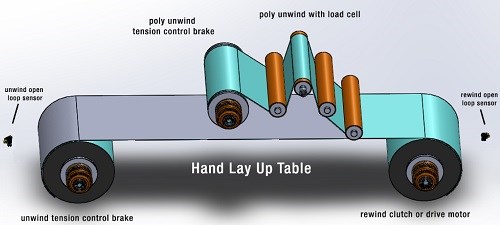
By adding tension control to the rewind, it becomes possible to build the rolls with a consistent web tension. If a poly web layer is required, a closed loop control system can be added, and the insulating layer of poly can be added without wrinkles, and will not neck down as the rolls cure.
Even if the web is not constantly moving, you can automatically run the carrier sheet the length of the table, stop the web, and lay out the pattern, and then wind up the web until the carrier is clear the length of the table, stop the web, place the pattern again, and wind up that portion. Since everything is under control, the tension throughout the roll will be consistent. By controlling the rewind tension, either open loop, or closed loop, it becomes possible to build consistent rolls.
Products
This article has referred to variety of products used for precisely controlling tension, such as load cells, controllers, brakes and nips. 
Load cells directly measure the tension of the material you are running. Load cells come in a variety of styles to best meet the exact needs of your application but all operate under the same principle. As your web moves over the load cells itself, or the roller they are attached to the tension of your materials creates deflection or bend, which the load cell interprets into an electrical signal which the controllers utilizes to control the torque device. Any changes in electrical signal represent a change in tension which the controller corrects. The greater the sensitivity of the load cell you use the more precise it is at detecting even the slightest changes in the tension of your material.

Tension controllers are the brains of the operation. Process parameters are entered into the controller and then depending on your type of controller, it will utilize load cells, dancer position feedback, or diameter calculations to control the torque of a brake, clutch or drive to maintain set tension. High quality tension controllers also come with a variety of additional functions such as soft start, anti coast, web break detection, splice, taper and more. Depending on your process these functions increase your processes capabilities to ensure maximum productivity.

Brakes are often either pneumatic or electrical and apply torque to your roll of material to properly apply tension to your web. In pneumatic brakes, friction pads engage with the brake disc in what we refer to as continuous slip to control the amount of torque being applied to the brake. In electrical brakes, or magnetic particle brakes, electrical current is used to produce the amount of torque output of the brake.
One of the latest innovations for composites manufacturing has been the modification of our nip technology to create what we refer to as modular automated tensioners. Modular automated tensioners easily integrate into existing machines to create a single location for producing precise tension control for multiple creel applications. These devices are fully customizable and so can be longer or shorter, or multiple units stacked on top of each other, you name it. For example, in one application we are controlling over 250 individual tows of material. Modular Automated Tensioners ensure material is at precise and consistent tension as it enters processing, or before material gets its resin bath to ensure uniform coating.
Contact The Montalvo Corporation (www.montalvo.com) for more information.














Read Next

Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More