Development of a composite liquid hydrogen tank for commercial aircraft
Netherlands consortium advances cryogenic composites testing, tank designs and manufacturing including AFP, hybrid winding, welding of tank components and integrated SHM and H2 sensors for demonstrators in 2025.





The Netherlands liquid hydrogen (LH2) composite tank consortium will validate a fully composite tank for storing LH2 in civil aircraft to TRL 5 by 2025. Source (All Images) | Netherlands LH2 composite tank consortium and (top left) NLR, (top right) Toray Advanced Composites, (bottom left) SAM XL
In my October 2022 blog about the Netherlands liquid hydrogen (LH2) composite tank consortium, I discussed the 45-month project funded by the Dutch government and its aim to validate a fully composite long-life tank for civil aviation by 2025.

ITHEC Best Poster awarded to authors Alberto Lario-Cabello and Gusthavo Ribeiro Salomão (Toray Advanced Composites), Henri de Vries (NLR), Ehshan ul-Haq and Daniël Peeters (TU Delft) and Bram Jongbloed (SAM XL).
That blog was based on interviews with project leader Toray Advanced Composite (Nijverdal, Netherlands) and project partner the Royal Netherlands Aerospace Centre (Royal NLR, Marknesse).



The consortium has since made significant progress, acknowledged in 2024 with the Best Poster Award at the 7th International Conference and Exhibition on Thermoplastic Composites (ITHEC, Oct. 9-10, Bremen, Germany).
This blog — with the same title as the ITHEC poster — celebrates the consortium’s achievement and gives an update on its work completed so far as well as future objectives.
I’d like to acknowledge and thank Alberto Lario-Cabello, LH2 tank project manager at Toray Advanced Composites, for collecting consortium partner input and providing the initial draft text for this blog.
Project partners, overview
In addition to Toray Advanced Composites and Royal NLR, the consortium comprises 14 companies in the Netherlands:
- Airborne (The Hague) — robotic composites production and automation
- Aircraft Development and Systems Engineering (ADSE, Hoofddorp) — engineering, certification and consultancy services for safe and sustainable transportation systems
- Bold Findings (Hoogeveen) — plastics processing expertise
- Cryoworld (Wieringerwerf) — cryogenics expertise
- GKN Fokker (Hoogeveen) — Tier 1 supplier and pioneer in thermoplastic composite (TPC) aerostructures and welding
- IT’S Engineering (Leiden) — CAD structural engineering and analysis
- KVE Composites (The Hague) — composites part manufacturer and supplier of TPC welding systems and expertise
- PhotonFirst (Alkmaar) — optical fibers for structural health monitoring (SHM)
- SAM XL (Delft) — manufacturing automation expertise center and liaison between TU Delft and industry, develops software and hardware for advanced composites
- Somni (Delft) — fiber optic sensors for SHM and in this project H2
- TANIQ (Rotterdam) — software for optimized design and robotic winding of composite tanks
- TU Delft (Delft) — aviation and composites expertise, Delft TapeLab for new TPC prepreg quality sensors.
As explained in more detail below, the Netherlands LH2 composite tank consortium is maturing materials and process knowledge and capabilities, including cryogenic testing, automated fiber placement (AFP) and welding, optimized tank designs and software, manufacture and assembly of tank components such as anti-slosh baffles and piping, and novel sensors for prepreg tape quality as well as temperature and volume inside the tank and H2 leaks within the tank system.

Concept for a LH2 tank comprising an outer composite tank and inner composite tank separated by vacuum insulation. Source | Royal NLR
In parallel, GKN Fokker is working to advance the design of LH2 composite tanks sized for large commercial aircraft while Royal NLR is developing a tank design for smaller aircraft. Both tanks will be Type 5 pressure vessels without a liner, comprising a composite outer tank and composite inner tank separated by vacuum insulation. This double-walled tank limits thermal losses, maintaining the cryogenic temperature required, but also complicates the design and integration of the tank components and features.
While both companies will manufacture tank components, Royal NLR will move on to produce a complete TRL 5 validation of a composite tank which it plans to use in its Pipistrel Velis Electro aircraft as part of a wider H2 research program to extend its range as a zero-emission aircraft.
Toray Advanced Composites, Royal NLR — Materials, cryogenic and subcomponent testing
Toray Advanced Composites and Royal NLR are conducting a material testing program focused on key areas for H2 storage such as mechanical performance, microcracking behavior in cryogenic conditions and H2 permeability of standard-ply as well as thin-ply composite materials. “Composite materials are key to achieve the weight savings necessary for hydrogen power systems to outperform incumbent fuel options and achieve long-term decarbonization of commercial aviation,” says Lario-Cabello. “As a material supplier, our efforts are focused on making cryogenic performance data available for project partners to use our materials effectively at 20 K [-253°C] and to develop solutions, such as thin-ply composite laminates and bespoke formulations, to achieve higher design complexity and to optimize performance in cryogenic environments.”
Toray Advanced Composites is supplying both thermoset (TS) and thermoplastic carbon fiber-reinforced polymer (CFRP) materials for the LH2 demonstrator tanks. It is also progressing on the cryogenic characterization of materials targeted for LH2 applications, which include unidirectional (UD) tape architectures based on several grades of its TS prepregs, such as TC380 UD tape prepreg comprising carbon fiber and toughened epoxy, as well as its thermoplastic Cetex TC1225 UD tape prepreg comprising carbon fiber and LMPAEK polymer (supplied by Victrex, Clevelys, U.K.).

Cyrostatic test chamber for mechanical testing of composites and other materials. Source | Royal NLR
In the project Royal NLR has developed static mechanical testing capabilities for composites and others materials in accordance with standardized methods at 20 K using a cryostatic test chamber. “Testing in immersion at 77 K with liquid nitrogen or 4 K with liquid helium is common but not efficient,” explains Henri de Vries, senior scientist composites at Royal NLR. “Being able to reach temperatures of 20 K in an efficient and controlled manner was a great challenge. Materials tend to behave very differently when cooled down to deep cryogenic temperatures representative of liquid hydrogen, and assumptions that normally would hold suddenly don’t.”
He notes the challenge is to come up with solutions that do work and to verify that the data obtained is accurate. “As we’re pioneering in the field of deep cryogenic testing of composites, no straightforward comparable data is available. Therefore, we faced the challenge of trying to confirm the correctness of the data we obtained via other means.”
By the end of the project, Royal NLR expects to be able to conduct mechanical testing not only of materials, but also composite elements and subcomponents at 20 K and have the knowledge to develop a dynamic mechanical testing capability at 20 K. “The mechanical data obtained from material testing at 20 K is used to understand composite material behavior at extremely low temperatures,” says de Vries. He adds that it will also be useful for conducting design studies for large LH2 tanks and to compare the material behavior of multiple TS and thermoplastic composite (TPC) materials relative to each other.
TU Delft — Tape quality monitoring, Delft TapeLab
Lario-Cabello points out that the test program so far has shown that attention needs to be paid to tape quality for LH2 storage applications, where the effect of defects may lead to microcracking and increased leak rates. “Control of the fiber spread, resin content and resin distribution makes a difference, but especially for thin-ply materials,” says Lario-Cabello.


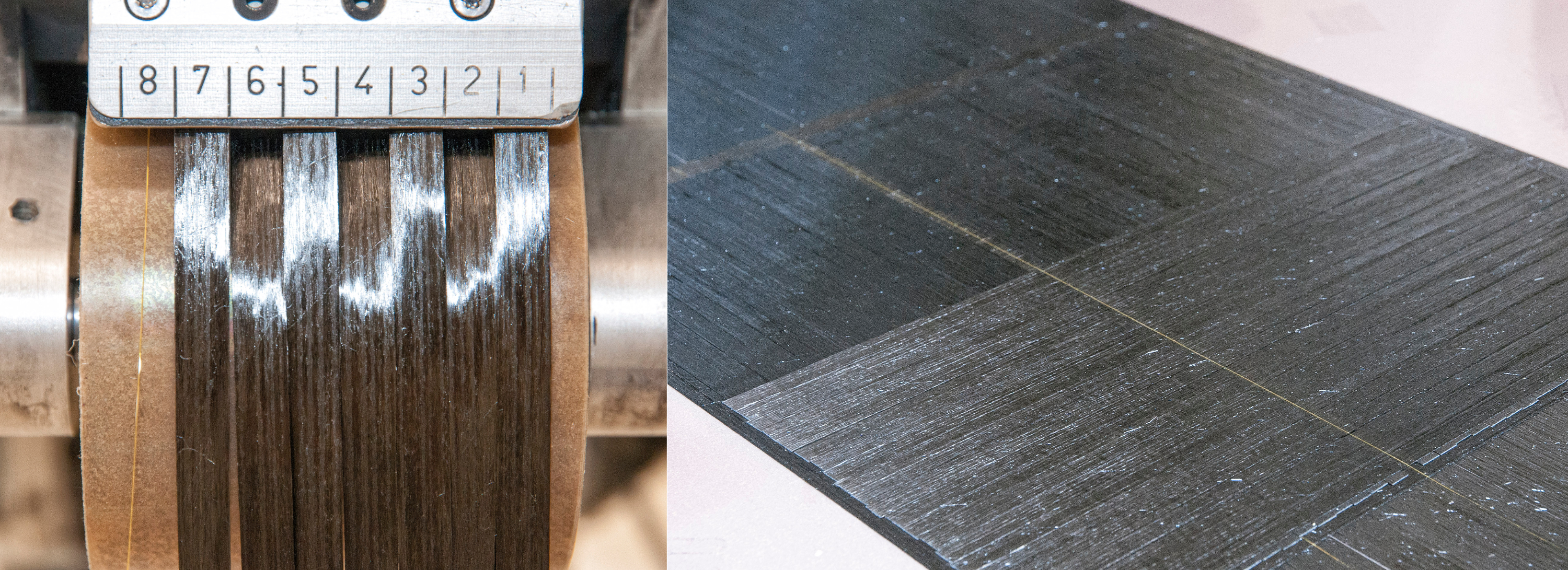
The Delft TapeLab has developed a contactless, induction-based inline system to detect defects in prepreg tape. The raw scan image of UD carbon fiber/LMPAEK tape (top) is postprocessed to provide a heatmap of phase-shift data to assess diagonal resin-rich areas (bottom). Source | TU Delft
TU Delft recently invested in a unique open research facility for UD composite tapes and their applications — the Delft TapeLab — which is being used to develop and refine innovative fabrication methods and inspection technologies. One example is an inspection system using eddy current/induction technology to identify defects and variations in TPC tapes. This system’s sensors will first be integrated into the Delft TapeLab’s tape manufacturing line with further industrialization expected to follow.
While the system is optimized for common TPC materials used in aerospace composites (such as carbon fiber-reinforced PEEK and LMPAEK), investigation will be expanded to tapes that contain conductive fibers or conductive matrix materials because conductivity is the main requirement for eddy current-based monitoring.
“We envision two routes where such a monitoring technology can create value,” explains Baris Caglar, assistant professor, TU Delft, faculty of Aerospace Engineering Aerospace Structures and Materials. “First, the detected defect types, sizes and frequencies will be used to improve process control in the tape manufacturing line, including for parameters such as tension, melt temperature and so on. Second, this inspection technology will enable virtual twins of the as-produced tapes, which can improve the predictability and quality in downstream processes such as automated fiber placement [AFP].”
TU Delft, SAM XL — AFP, continuous ultrasonic welding
Indeed, AFP and automated welding are key processes within the Netherlands LH2 composite tank consortium’s activities. “Developing complicated systems such as liquid hydrogen tanks requires specific knowledge and technology in automation for thermoplastic composites, which is much different than traditional thermoset composite technologies,” says Daniël Peeters, assistant professor at TU Delft. TU Delft and SAM XL researchers are working to leverage the latter’s expertise and experience in automation and process development for TPC materials to mature technologies such as AFP in situ consolidation of UD tapes and automated joining methods such as ultrasonic welding. “Our contribution is not just on further developing such key technologies but also to be a connecting hub in the value chain to strengthen the composites network in the Netherlands,” adds Peeters.


Robotic AFP setup at SAM XL and AFP end effector with humm3 integration. Source | SAM XL
Humm3 system for AFP. One such collaboration involves Peeters and TU Delft associate professor Julie Teuwen in applying the humm3 system for processing TPC materials. Developed by Heraeus Noblelight (Cambridge, U.K.), the humm3 is a xenon-filled flashlamp that is pulsed multiple times per second, providing a controllable heat source for AFP and filament winding with power previously only available with a laser. Using an Addcomposites (Espoo, Finland) AFP head with an integrated humm3 heating system, this SAM XL/TU Delft research is determining the effect of its controllable parameters — such as pulse length, frequency and power — on the heating TPC UD tape, using 145 grams/square meter carbon fiber/LMPAEK material from Toray Advanced Composites.
One of the challenges of using the humm3 system is the additional process parameters compared to a laser. Thus, more settings need to be investigated initially to fully understand how changes in parameters affect the process. However, this is also an advantage — providing more “knobs to turn” to adapt the process to specific requirements.
Ultimately, the humm3 system has the promise to achieve the effects of laser heating but without the safety protocols or costs associated with a Class 4 laser safety enclosure. Thus, high temperatures can be reached without significant changes to the manufacturing shop floor. “This is important regardless of whether you want to achieve in situ consolidation during AFP,” explains Peeters, “or prefer fast layup with a secondary consolidation process afterwards in an oven or autoclave, for example.”
Although SAM XL is quickly developing its knowledge with the humm3 system, it will not be used in the manufacture of prototype tanks or components due to the timeframe for completing the Netherlands LH2 composite tank project activities. “This project is an important platform to explore the possibilities of the humm3 system,” maintains Peeters.
“By manufacturing samples via in situ consolidation, by the end of the project, we expect to better understand the bond strength between the layers of the composite,” adds Peeters. “Building upon this knowledge, we intend to use the technology for demonstrator manufacturing in future projects. We are the first institute in the Netherlands to acquire this system, and we are sharing our experiences with the consortium, which can help others de-risk the technology and determine if it is something they want to invest in. They can also come to SAM XL and see the system firsthand.“

Automated robotic continuous ultrasonic welding setup with end effector at SAM XL with in-house developed end effector comprising sonotrode for heating and consolidator with integrated active cooling.
Continuous ultrasonic welding.
Robotic welding of TPC structures is another key area of expertise for SAM XL (see “Manufacturing the MFFD thermoplastic composite fuselage”). For the Netherlands LH2 composite tank project, SAM XL is further developing continuous ultrasonic welding for the assembly of TPC tank end domes and possibly other structures. “For liquid hydrogen storage, welding technology in general and continuous ultrasonic welding in particular may provide high-quality, liquid-tight joints,” explains Bram Jongbloed, senior process engineer and team lead manufacturing processes at SAM XL. “Welding may be beneficial in terms of certification compared to adhesive bonding, which is challenging for thermoplastic composites. Since it is expected that many tanks will need to be made, process automation is key to achieve a high level of quality.” Another goal is to advance the industrialization level of this technology.
KVE Composites — Previous rectangular tank, induction welding


Rectangular tank for liquefied natural gas (LNG) made from composite plates, corner profiles and compression molded corner sections (top).joined by robotic continuous ultrasonic welding (bottom). Source | KVE Composies, SAM XL
KVE Composites has brought its previous experience to the consortium, including the development of TPC cryogenic tanks for storage and transport of liquefied natural gas (LNG) where standardized components — such as flat plates, corner profiles and corner sections — were successfully assembled with induction welding into a rectangular tank and tested for cryogenic performance. While LH2 has different temperature and permeability requirements versus LNG, KVE proposed to use a similar segmented tank approach with Toray Cetex TC1225 tapes. “Welded specimens have been successfully tested for LH2 permeability under cryogenic conditions,” notes Maarten Labordus, innovation and continuous improvement manager at KVE Composites. “For attaching appendages to the UD tape tank laminates, KVE has proposed to use compression molded short fiber-reinforced compounds to make the appendages, which could then be welded onto the UD tanks. As a first step, UD tapes were chopped, and compression molded into flat laminates. These short-fiber reinforced laminates are also being tested for LH2 permeability, with promising results.”
GKN Fokker, TANIQ — Large aircraft tank, design and winding software
In an effort to align a supply chain in the Netherlands with the skills and capabilities to support the development of H2 technology for commercial aviation, GKN Fokker is leading LH2 tank design for platforms defined as large aircraft per the European Aviation Safety Agency (EASA) CS-25 certification specification. “Sustainability is going to play an increasingly important role in aerospace,” says Wim Sloetjes, project manager at GKN Fokker. “Our company wants to expand its existing knowledge in composites and enable the development of hydrogen power system applications for commercial aircraft.” GKN Fokker has worked with other project partners to develop bespoke designs and processes for applying both TPC and TS composites to the inner and outer tanks.
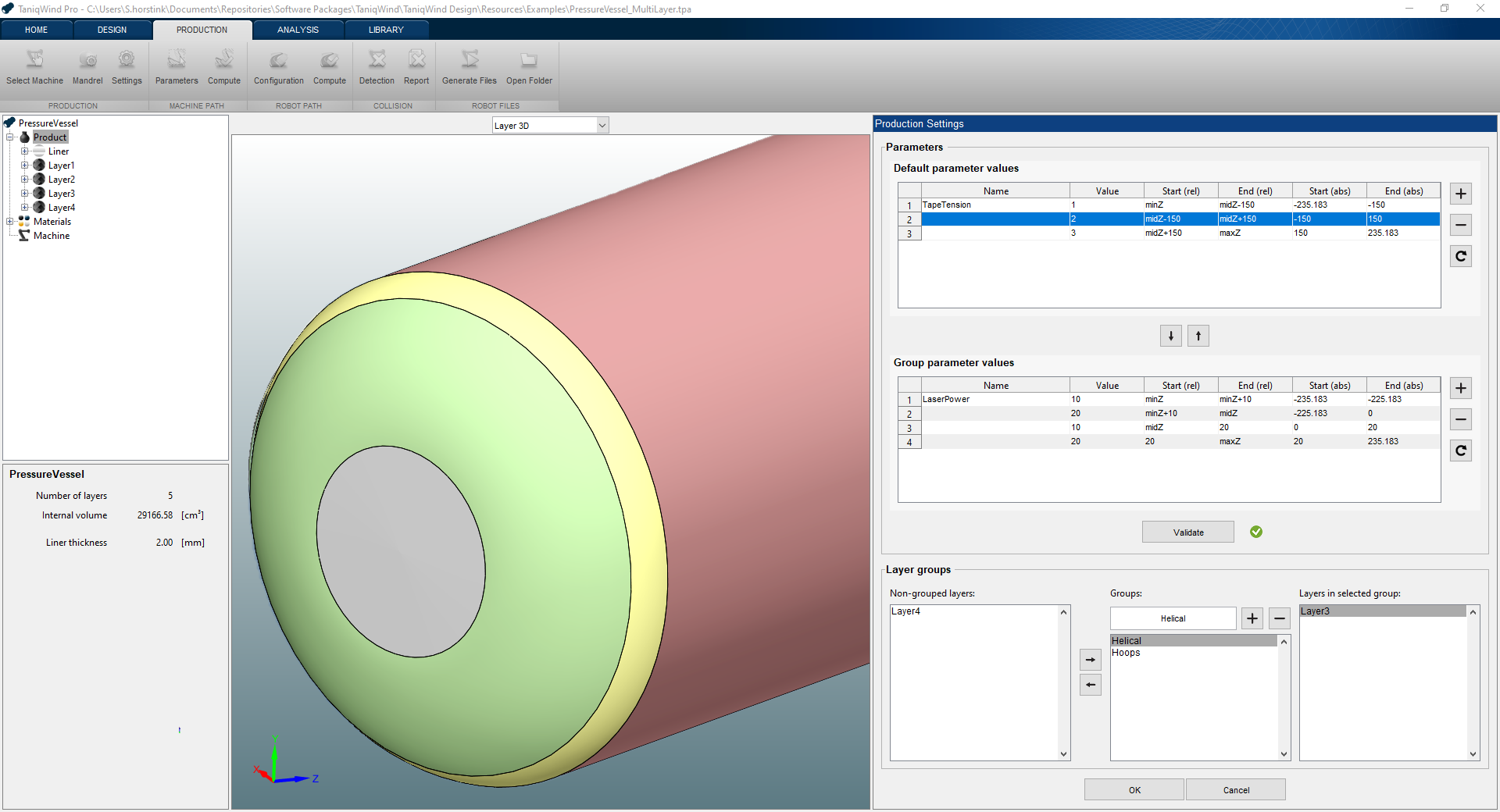
TANIQ has supplied its TaniqWind Pro software (top) and a new filament winding robot to GKN Fokker (bottom). Source | TANIQ, GKN Fokker
One such partner is TANIQ, which has developed software and robotic winding technology for the design and manufacturing of thick-walled composite pressure vessels. TANIQ has released its TaniqWind Pro software for filament winding with advanced composite design and manufacturing functionalities (see “Optimizing robotic winding of composite tanks and pipes”). GKN Fokker has used TaniqWind Pro to assist in its tank design and manufacturing of tank components.
“During the project, our focus has extended from robotic winding to a hybrid solution combined with automated placement of local reinforcements,” says Soren Blomaard, director and co-founder of TANIQ. “We see great benefits in the hybrid solution, and are now expanding our software capabilities to also design, analyze and manufacture local reinforcements for composite pressure vessels.” To support this development, TANIQ has developed an AFP head for its robotic winding systems and supplies hybrid solutions for composites manufacturing.
In 2024, GKN Fokker finalized its large LH2 composite tank design and will begin to manufacture scaled tank components in 2025. The outer tank will be manufactured using filament winding of Toray TC380 carbon fiber/toughened epoxy UD tape and comprises a cylinder with one integrated dome and one separate semi-spherical/ellipsoid dome which will be bonded to the cylinder. (NOTE: A similar approach was used by DLR to produce a TPC tank for LH2 in the PROCOMP project.) A six-axis filament winding system enables tight control of the winding process. Because the outer tank is loaded under deep vacuum pressure, there is a need for high buckling resistance. Concepts including sandwich or isogrid structures are being explored to optimize stiffness and weight.
The inner tank comprises one cylinder and two semi-spherical domes made with Toray Cetex TC1225 UD tapes and an AFP process with subsequent vacuum bagged consolidation stage in an oven. The TPC material enables short cycle times and fastener-free assembly via conduction welding. This includes installation of parts inside the inner tank but welding also ensures gas-tight joints at the dome areas. The combination of high-end composite materials and smart design solutions results in a competitive weight for the tank system.
Royal NLR, ADSE — Small aircraft tank, future certification
Royal NLR has developed an 85-liter prototype tank for smaller aircraft. The 400-millimeter-diameter × 1.1-meter-long tank has a net capacity of 5 kilograms of LH2 at 5 bar working pressure. The inner tank will be made using Toray Cetex TC 1225 UD tape and the outer tank using Toray TC346 high-temperature carbon fiber/epoxy UD tape. The majority of components will be manufactured using AFP and autoclave consolidation while some specific parts will be made using stamping or press consolidation. Overall, 95% of the tank will be composite and 5% metal, mainly in the pipework. Three prototype tanks will be manufactured in 2025 — two will be used for ground validation tests targeted for the first half of 2026 and the third is planned to be used on the Royal NLR’s Pipistrel Velis Electro.
For such composite tanks, damage tolerance and vulnerability criteria are more critical than strength and stability. Weight optimization may result in a low wall thickness for the inner tank and a buckling-optimized wall thickness for the outer tank. However, sensitivity to damage and/or imperfections would increase failure risk and limit the learning in this project. Therefore, it was decided to develop a robust tank with a minimum thickness of 3 millimeters for tank walls.
Royal NLR, working with project partner ADSE, is also looking at future certification. ADSE analyzed aircraft performance and certification requirements and will evaluate test results against anticipated regulations. This will include burst pressure testing against a minimum requirement of 10 bar internal pressure, filling and extraction tests, and determination of heat leak and dormancy time. Additional tests to ensure correct function and accuracy of measuring systems within the tanks — including SHM and pressure regulation and safety systems — will also be conducted. Other aspects such as fire safety and LH2 sloshing tests are also being considered.
ADSE is also developing a methodology to qualify automated production processes, supporting cost effective tank manufacturing.
IT'S Engineering, Airborne — Fiber steering, Automated Ply Placement (APP)
The small size of the Royal NLR prototype tank and limitations of the AFP process have added complexity to manufacturing the domes for this tank design. Project partner IT’S Engineering has assisted by using its specific analysis tools and methods for AFP fiber steering to provide solutions.
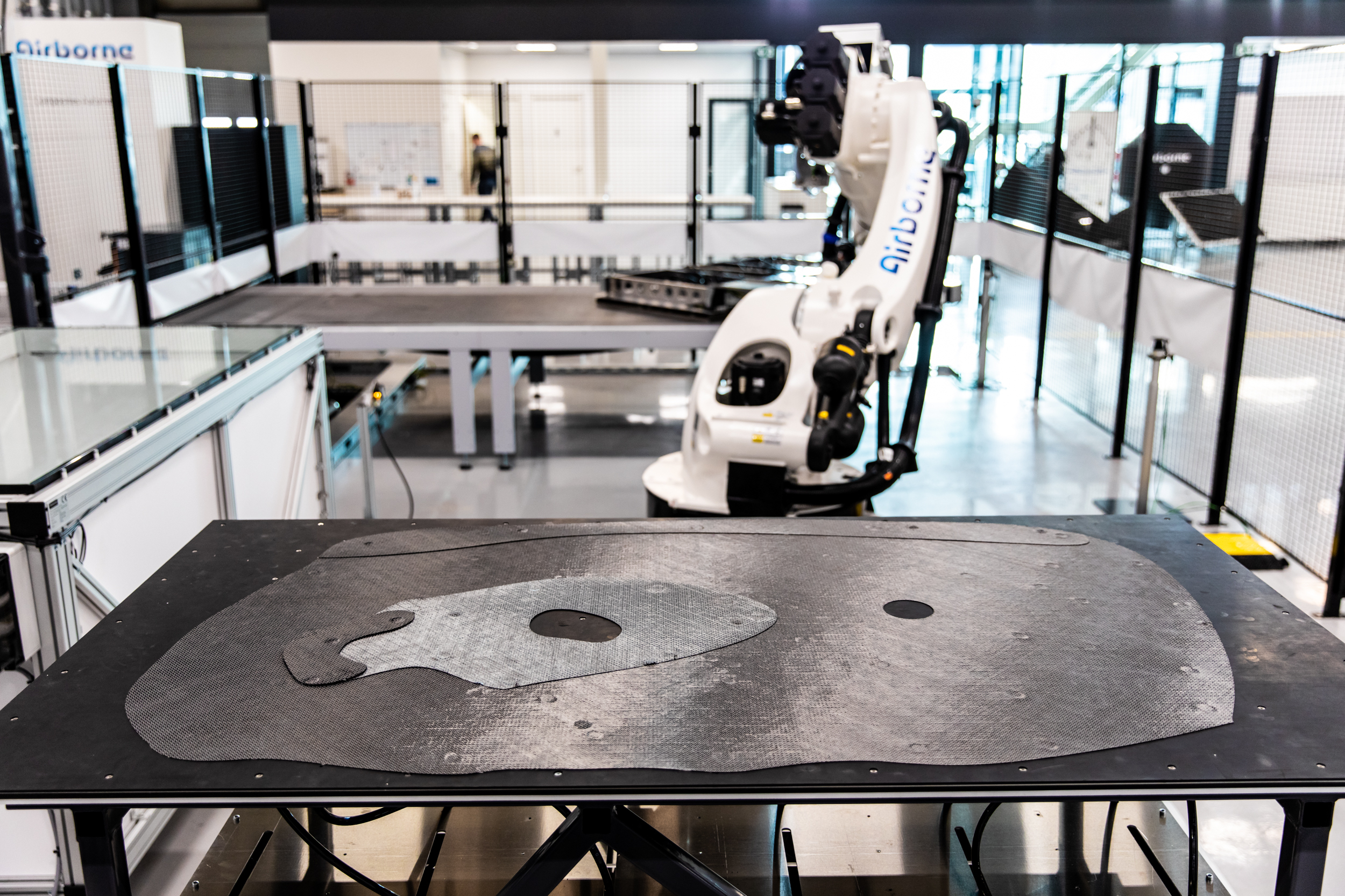
Shaped plies robotically placed on laminating table in preparation for welding. Source | Airborne, “Modular, robotic cells enable high-rate RTM”
For the manufacture of composite baffles that will be integrated inside the inner tank, Airborne has adapted its Automated Ply Placement (APP) pick-and-place technology. This is also suitable for other non-cylindrical parts of the tanks, such as the end caps. The process can handle a variety of TPC and TS composite materials including UD tapes, fabric, film, metallic layers and core materials.
Somni, PhotonFirst — Sensors
The selection of off-the-shelf materials and mature manufacturing technologies such as AFP and autoclave processing is a strategy designed to control risks and enable swift upscaling in composite LH2 tanks. Along with alternative design solutions, another key part of this strategy is the development of new metering/sensing methods that minimize and prevent heat leak paths. In this part of the project, Somni Solutions and Photon First are working closely with Royal NLR to develop an intrinsically explosion-safe sensor system for monitoring hydrogen applications, including LH2 tanks in aircraft.
One key aspect is maintaining the deep vacuum (< 10-4 mbar) insulation between the inner and outer tanks for months/years during service. Meeting this requirement as well as reducing boil-off effects at low absolute pressure has been central to the design. A proposed solution that seems acceptable and affordable includes minimizing heat conduction to the inner tank by concentrating all pipe/tubing/sensor feed-throughs in a vacuum-insulated connection. Validation testing of this solution at tank level is targeted for 2026.
Somni Solutions’ focus is to drive innovation in sensor development, addressing the unique challenges of cryogenic and explosive environments. “We have developed sensors for fiber-optic, explosion-safe measurement of cryogenic temperatures alongside accelerometers, for example, to detect vibration and impact safety,” explains Rik Knoppers, CTO Somni Solutions. Additionally, Somni has designed a new H2 level sensor capable of operating under cryogenic conditions to accurately determining the remaining H2 volume in these kinds of tanks.
“We have also developed a 0-10 bar cryogenic pressure sensor and a H2 detection sensor that enables rapid, reliable and efficient detection of potential H2 leaks in critical locations,” says Knoppers. Multiple sensors can be permanently installed in close proximity to pipes, valves, meters and tank connections. The completely passive sensor has also been independently evaluated to be safe at high H2 concentrations from 30-100%. This fiber optic H2 detector is marketed by United Fiber Sensing B.V., a spin-off of Somni.

PhotonFirst demonstration of embedding fiber optics in CFRP laminates for SHM in the SuCoHS project (top) and electronics-free H2 sensor developed by Somni (bottom). Source | PhotonFirst from SuCoHS project, Somni
For its part, Photonfirst has focused on interrogator technology and embedding fibers into composites. It has developed an optical safety system that is connected to a sensor network that has the ability to perform onboard algorithm/signal processing for direct decision making.
The system is miniaturized and suitable for permanent tank integration, scalable for volume production and planned to undergo qualifications for in-flight aerospace use.
Royal NLR plays a central role in these projects, overseeing system and sensor testing while guiding the integration of technologies into the tank. Together, this collaboration marks a significant step forward in ensuring safety and efficiency for H2 applications in the aerospace industry.


Related Content

The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Developing repairs for thermoplastic composite aerostructures
HyPatchRepair project proves feasibility of automated process chain for welded thermoplastic composite patch repairs.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read MoreRead Next

AZL Aachen completes hydrogen tank R&D project
Final report delivery by AZL and partners provides a deep dive into design and production trends, findings and other insights related to the development of thermoset and thermoplastic pressure vessels.
Read More
Braided thermoplastic composite H2 tanks with co-consolidated molded boss areas to fit EV battery space
BRYSON project demonstrates possible designs, automated manufacturing and low permeability concepts, including EVOH liner and novel PPA matrix.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More