
Blade cycle time: 37 percent faster
Ongoing private/public effort to optimize blade manufacturing targets current production and anticipates “next-generation” offshore applications.


Wind blade manufacturers seek to lower cost of energy and reduce blade cycle time by finding ways to produce these massive composite structures more efficiently. Worldwide producer TPI Composites (Taiching, China operation shown here) has achieved notable success toward these goals through its Newton, Iowa plant and the AMII program.'Source: TPI Composites
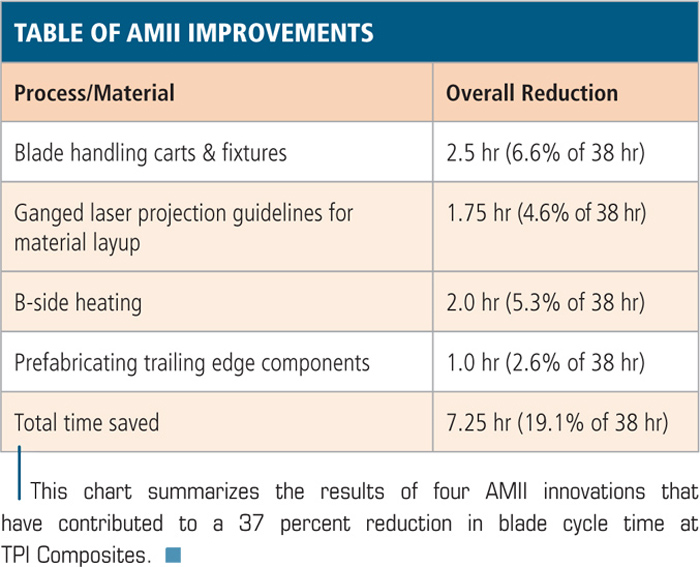
This chart summarizes the results of four AMII innovations that have contributed to a 37 percent reduction in blade cycle time at TPI Composites.

AMII speeds up the process of locating and laying down materials in massive blade tools by using five “ganged” laser projectors (see photo below) to outline placement guidelines onto the massive blade tool, for precise positioning of reinforcements, core and adhesives for shear web bonding and assembly of blade halves. Source: TPI Composites
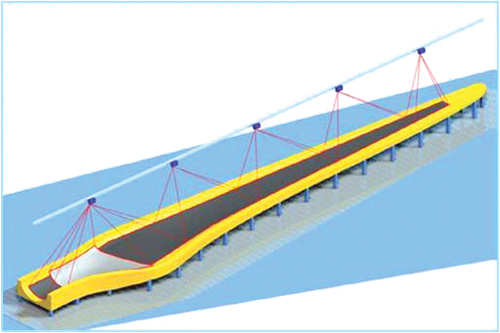
An artist's conception of the five “ganged” laser projectors. Source: TPI Composites
AMII has developed prefabricated trailing edge components, taking the time-consuming layup and infusion of these complex geometry parts out of the blade mold and completing it in parallel with the blade shell layup to reduce overall cycle time. Source: TPI Composites

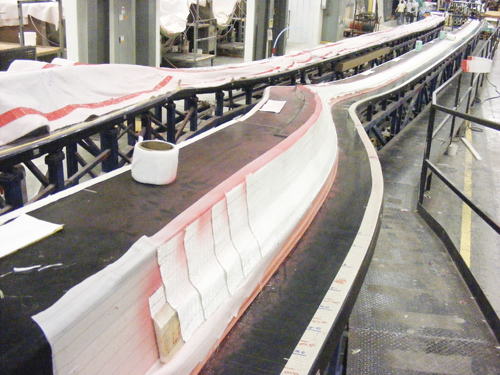
Carts that can rotate a blade at the push of a button (above), cut cycle time by as much as two hours vs. the use of overhead cranes. Source: TPI Composites

Similarly, low-cost, specialized handling fixtures (at right) are located at each individual mold to improve overall product flow and prevent overhead-crane-related bottlenecks when demolding and moving pre-made subparts. Source: TPI Composies

If manufacturers use only heated tooling to cure blades, it takes a long time to conduct that heat through the insulating sandwich core to the other side. AMII’s B-side heating strategy shortens overall cure time using this convection heating setup and cure modeling software. Source: TPI Composites
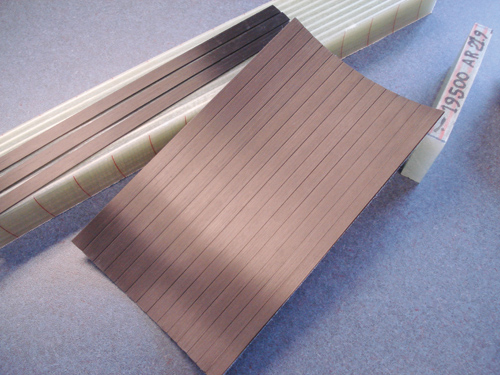
AMII is currently developing extremely high-performance spar caps using NEPTCO RodPack unidirectional elements, which are aligned and bonded to a carrier sheet so that they handle like fabric. They accommodate blade contour while enabling much higher compressive properties due to superior fiber alignment. Source: TPI Composites



As wind turbine blades get longer and demand for them rises, and as pressure also rises to make wind energy production competitive with other forms of electric power generation, the pressure is on those who manufacture these massive composite structures to produce them more efficiently. The Advanced Manufacturing Innovation Initiative (AMII), a three-year (2010-2012), $6.3 million research program, is a noteworthy effort toward that end.
Funded by the Iowa Power Fund (Iowa Office of Energy Independence), blade manufacturer TPI Composites (Scottsdale, Ariz.) and the U.S. Department of Energy’s Sandia National Laboratories (Albuquerque, N.M.), AMII is described by participants as a true collaborative effort among its three primary stakeholders: TPI, Sandia and Iowa State University. The latter went so far as to establish an on-campus Wind Energy Manufacturing Lab (WEML), headed by professors Matthew Frank, Frank Peters, John Jackman and Vinay Dayal.



Most notably, AMII has been effective. A variety of initiatives under the AMII banner are, for the most part, unglamorous and offer only incremental improvements. Collectively, however, they have reduced wind blade manufacturing cycle time, thus far, from 38 to 24 hours. Only two years into the three-year effort, this almost 37 percent improvement puts the program beyond its stated goal of cutting cycle time by 35 percent. CT recently spoke with AMII participants for this progress report.
Easy blade manipulation
Developing more efficient blade-handling equipment may seem mundane, but it has cut nearly 2.5 hours from the total cycle time. AMII has devised carts that can support and rotate a blade 270° around its longitudinal axis at the push of a button, significantly reducing the time it takes to manipulate the blade and permit access to its entire surface during sequential operations. According to Steve Nolet, principal engineer and director of innovation at TPI Composites, “Rotating a blade where there is not a single straight line is no easy feat.” He continues, “One cart is used at the root and another at the tip. Without these, one of the facility’s main overhead cranes must be used, which slows down processes and creates bottlenecks.”
Similarly, demolding and clearing premade subcomponents (e.g., root preforms, shear webs and spar caps) also can cause a bottleneck when an overhead crane is required. Thus, AMII has developed low-cost, specialized handling fixtures that are located at each individual mold to improve the overall product flow. Nolet remarks, “These have produced between one and two hours of cycle time savings.” The AMII team identified this area for improvement early on, using Dassault Systèmes’ (Paris, France) Delmia 2D factory simulation software. “Sandia National Laboratory was pursuing how to improve product velocity,” Nolet recalls, “and the software suggested localized jig cranes. This is a perfect example of what AMII is aimed to do: capture the ‘low-hanging fruit’ — relatively easy process improvements that provide a big impact.”
Managing material placement
AMII also investigated how to speed the process of accurately placing up to 5,200 kg/11,464 lb of reinforcements and core for a single 40m/131-ft blade. The new approach uses “ganged” laser projectors that illuminate material placement guidelines on the tool surface, marking exactly where technicians must place everything from kitted fiberglass and core materials to adhesive beads for shear web bonding and assembly of the blade halves.
Working with Z-Laser technology from Carter Products (Grand Rapids, Mich.), AMII researchers demonstrated the method using a gang of five 3-D laser projectors positioned above a 40m/131-ft blade mold set. They projected ply patterns onto the surface of the mold and onto each subsequent ply of the layup as it developed. The ply and core location patterns, as well as outlines for shear web adhesive, eliminate the need for tape measures, legend sticks and Mylar templates, enabling technicians to rapidly cycle through the layup process. Indeed, value engineering analysis showed the ganged projectors reduced layup cycle time by as much as 6 percent.
According to Nolet, an important element of such projection systems is the manner in which change control is implemented. He explains, “During the life of a blade design, dozens of running changes are likely to occur. The Carter Products effort focused not only on the hardware, but also on software systems to allow design changes to occur within computer-based ply files.” This enables designers to make changes in the CAD software that are uploaded to each working mold set without requiring the individual “training” of each laser projection unit. Nolet says this system has demonstrated millimeter accuracy of a ply location by simply modifying the line location within the ply file. “This makes the implementation of a running change a very simple and intuitive task and effectively updates information across the factory,” he says.
Abbreviating cure
Wind blades are most often foam-cored sandwich constructions. The A-side is against the mold and the B-side faces up, covered by a vacuum bag. As with other cored sandwich structures — a picnic cooler, thermos jug or insulated building panel — Nolet points out that heat applied only to the A-side takes a long time to conduct through the core to the B-side, unnecessarily delaying cure. “So we developed B-side heating,” says Nolet, adding, “we apply heat to the B-side and to the shear webs as well, to help speed the cure up.” AMII developed this method by using cure modeling and convection heating strategies. The result is an almost 90-minute drop in cycle time.
Nolet says there is room for further development in this area. “The cure-and-bonding process contains multiple, time-consuming steps: cure two shell halves, then bond in shear web and cure that. Remove shear web fixture and apply adhesive to shear web and to perimeter of shells. Close the tool and cure again to achieve the final bond.”
“If there was a way to bond the shear web and blade halves simultaneously,” he contends, “a large amount of time could be eliminated.” TPI Composites is working with its industry partners on possible solutions in this area. It is also cooperating with companies such as BASF (Florham Park, N.J.) in an effort to shorten resin cure times without sacrificing properties or performance.
Parallel prefabrication
AMII has cut 45 to 90 minutes out of the total 24-hour open mold cycle by prefabricating trailing edge components. Previously, the complex geometry of this area of the blade required a lot of layup time in the open shell mold. The layup and infusion of trailing edges have been taken out of the main blade mold and are completed separately but in parallel with the blade shell layup, so the cycle time is significantly reduced. “The quicker you can push a blade through the mold,” says Nolet, “the more blades you can make.”
Another example of this effort is the ongoing development of extremely high-performance spar caps, using unidirectional elements from NEPTCO (Pawtucket, R.I.), not only to reduce layup time in the mold, but also to improve performance in anticipation of longer blades for offshore turbines. NEPTCO developed the core technology back in the 1990s, working with Bell Helicopter (Ft. Worth, Texas) to develop a high-strength main spar for the V-22 Osprey tiltrotor aircraft. (It is also used to make very high-strength tensile members for pulling communications conduit under city streets.) AMII has focused on developing methods for assembling the material to meet the needs of wind blade production. NEPTCO produces RodPack, which consists of fully cured, unidirectional elements measuring approximately 7 mm/0.3 inch wide by 1 mm/0.04 inch thick, but aligned and bonded to a carrier sheet so they handle like fabric. Thus, the material can conform to blade curvature and contour, even when layed up in a stack, without buckling or waviness. Because the rods are precured, their presence reduces exotherm in the bulk layup.
“It enables us to put the axial properties right where we want them and exhibits much higher compressive properties because the fiber alignment is far superior to a conventional unidirectional reinforcement,” Nolet explains. He adds, “We are still working on this technology, but we see a lot of potential for it to save a tremendous amount of labor time and cost for the blades we will be producing soon for offshore wind.”
TPI’s current 50m/165-ft long blades with 35-mm to 50-mm (1.4-inch to 1.6-inch) thick spar caps are formed with noncrimp fabrics and infused conventionally. When the company moves to blades ranging from 70m to 100m (230 ft to 328 ft) in length and 100 mm/4 inches wall thickness, Nolet’s team will look at carbon fiber prepreg and, soon thereafter, materials like NEPTCO RodPack. “It will be very difficult to lay up this thick of a laminate without fiber waviness or dry areas if we simply stay with traditional materials.”
Robotic trimming/sanding
After a blade is demolded, the trimming and sanding necessary to achieve the final blade surface, if performed by hand, can account for 50 percent of the blade’s entire labor cost. Here, AMII employed 5- and 6-axis robotic arms that feature multiple end-of-arm tools with automated tool head changeover, for example, from waterjet to router to surface-compliant sander. Although the labor reduction is profound, the goal here is greater than labor savings. “This is a job that no human wants to do,” Nolet explains. “It is basically grinding fiberglass. Thus, using robots for these operations actually improves conditions for our workers.”
As AMII wraps up
Nolet is satisfied with both the results and the overall organization of the program. “No single AMII project could hope to meet the cycle time and labor content goals,” he says, “but a holistic approach to considering each operation and how they must be coordinated with tools, technology and thoughtful choreography, has indeed achieved the cycle compression and efficiency gains we needed.”














.jpg;maxWidth=300;quality=90;format=webp)
Related Content

PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
VIDEO: One-Piece, OOA Infusion for Aerospace Composites
Tier-1 aerostructures manufacturer Spirit AeroSystems developed an out-of-autoclave (OOA), one-shot resin infusion process to reduce weight, labor and fasteners for a multi-spar aircraft torque box.
Read More
COMPINNOV TP2 project promotes use of thermoplastics in aerospace
Completed in 2023, COMPINNOV TP2 explored thermoplastic composites, enhancing the understanding between prepregs and production methods to foster the potential for French aerospace innovation.
Read More
Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More