
Carbon fiber auto body panels: Class A paint?
As tougher emissions standards loom, this supplier’s study sheds light on the challenges of applying flaw-free primer and paint to production CFRP exterior body panels.
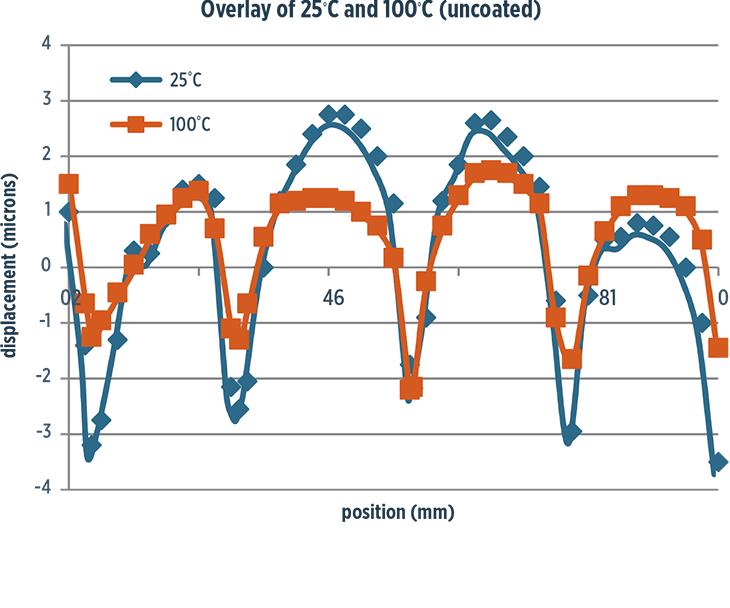
Textured grooves that kept appearing on the painted panels at room temperature prompted researchers at BASF to measure the topography of the unpainted carbon fiber substrate with an optical profilometer. Scans of cross sections of the unfinished panels at room temperature revealed grooves on the surface approximately 5 microns deep. The grooves aligned with the weave of the fiber mat. As the carbon fiber substrate was heated to 100°C, the grooves became less pronounced, shrinking to about 2.5 microns. The periodicity of the grooves aligned with the grooves of the painted panels, meaning the texture could be explained by differential expansion/contraction in the substrate. Source: BASF

Fig. 2: The differential expansion of the substrate arises as a result of the resin-rich domains of epoxy laying between non-homogeneously distributed carbon fiber bundles at the substrate surface. The carbon exhibits little to no thermal expansion, whereas epoxy, with a CTE of 15 to 100 ppm/°C, differentially expands and contracts with changing temperature. Source: BASF
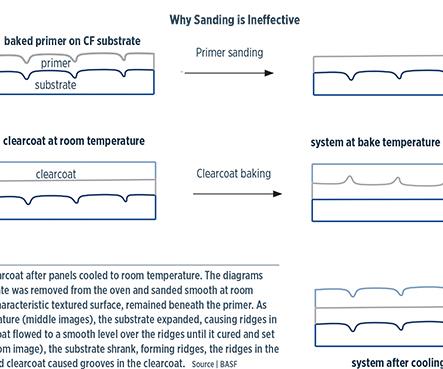
Fig. 3: Sanding of the primer did not eliminate texture in the clearcoat after panels cooled to room temperature. The diagrams here explain the phenomenon: The baked, primed substrate was removed from the oven and sanded smooth at room temperature (top sequence), but the substrate, with its characteristic textured surface, remained beneath the primer. As the clearcoat was applied and ramped up to bake temperature (middle images), the substrate expanded, causing ridges in the solidified primer layer. However, the still liquid clearcoat flowed to a smooth level over the ridges until it cured and set at the bake temperature. As the panel cooled again (bottom image), the substrate shrank, forming ridges, the ridges in the primer disappeared, but adhesion between the primer and clearcoat caused grooves in the clearcoat. Source: BASF


Automakers and their suppliers have been painting glass fiber-reinforced composite exterior body panels, including those made from sheet molding compound (SMC), for many years. SMC painting, in particular, came in for its share of problems (see “SMC resin and primer advances prevent paint pops,” under "Editor's Picks" at top right) but today, can be integrated into OEM production and assembly processes. But painting and decorating carbon fiber composites has a shorter history, and almost none in connection with volume production. Carbon body panels are typically limited to very low-volume sports cars, and here, OEMs are often content to play up the natural look of carbon fiber weave by applying a clearcoat.
By 2025, however, when new US corporate average fuel economy (CAFÉ) requirements and European CO2 emissions limits kick in, carbon fiber could be in the auto industry mainstream as engineers seek to tap the material’s high strength- and stiffness-to-weight ratios as a partial solution to the conundrum of nearly doubling the average number of miles a vehicle can travel on a given volume of fuel. With respect to weight reduction, carbon fiber body panels are among the remaining “low-hanging fruit” in terms of effective impact, yet ever out of reach for a variety of logistical, marketing, cost and technical reasons.



Many people in the composites industry point to the Chevy Corvette hood as proof that carbon fiber composites are a viable, lightweight alternative to steel and aluminum in a commercial — albeit high-end — high-performance vehicle, capable of producing a Class A finish. But the Corvette hood is a relatively limited-run part by typical automotive measures (~40,000 units/yr) made by a technologically advanced process that entails multiple layers of prepreg, vacuum bagging and autoclave cure or a rapid out-of-autoclave method, yet still requires post-mold finishing. For carbon fiber to have a chance at competing for high-volume body-panel applications, it must be made by a short-cycle process capable of automation within tight tolerances to minimize post processing.
The obvious candidate process is resin transfer molding (RTM). In anticipation of the new CAFE requirements, BASF Coatings (Münster, Germany and Southfield, MI, US) conducted a study evaluating the paintability of carbon fiber test samples produced via RTM, comprising 48K tow carbon fiber fabric and epoxy resin.
Don Campbell, BASF’s group leader, coating solutions, notes the company has a history of developing composites-specific paint systems for Class A automotive parts. In 2001, BASF was given a PACE award for its DynaSeal “dual cure” primer designed to seal porosity defects in SMC. These porosity defects usually arise from the protrusion of random fibers through the surface of the panel, leading to “pop” defects in the top coat if not properly sealed.
In one respect, the challenge in generating a Class A surface on a carbon fiber panel is similar to that encountered with glass-reinforced panels: Carbon, like glass, has texture that must be covered or filled before a clearcoat is applied. Unlike chopped glass-filled composites, such as SMC, the most weight-efficient carbon fiber composites are manufactured from continuous fiber, which can be woven, knitted or braided. Carbon fiber also has virtually no coefficient of thermal expansion (CTE), while glass has a fairly significant CTE. Both of these factors, Campbell and his team learned, have consequences when attempting to generate a painted Class A finish on a carbon fiber composite part molded via RTM.
Campbell’s team selected a set of primers and low-bake clearcoats that are specially formulated to flow and fill surface texture. After application and cure of the primer, one set of panels was sanded and another set was not. Both sets were then clearcoated and oven-baked at 100°C. When the panels were removed from the oven, both sets were, initially, texture- and defect-free. However, as the panels cooled to room temperature, texture appeared in the surfaces of panels in both groups. The unsanded panels showed surface grooves as wide as 2 mm; the sanded panels had smaller grooves, about 0.25 mm wide.
Follow-up trials with panels subjected to multiple coats of primer and multiple sanding (a technique currently used to reduce texture on the Corvette hood and glass-filled wind blades, for example) did not eliminate the texture once the panels cooled to room temperature. The finished panels, both sanded and unsanded, were then reheated to the bake temperature of 100°C. Immediately after removal from the oven, the unsanded panels were, again, texture-free; however, the sanded panels had reverse structure — that is, the grooves were now ridges. Once again, as the panels cooled, the groove-like texture reappeared.
“At this point, we were scratching our heads,” Campbell admits. “We suspected what we were seeing could somehow be explained by differential cooling between the substrate, primer and clearcoat.”
To better understand the results, the team obtained an optical profilometer, an instrument used to measure the roughness/smoothness of 3D surface topography. Optical images taken of the composite panel surface showed large carbon fiber bundles, 1.5-2 mm wide, embedded in resin-rich domains of epoxy as much as 0.25 mm wide and 0.25 mm deep. Scans of cross sections of the unfinished panels at room temperature also revealed grooves on the surface approximately 5 microns deep. The grooves aligned with the weave of the fabric. As the unfinished carbon fiber substrate was heated to 100°C, the grooves became less pronounced, shrinking to about 2.5 microns (Fig. 1, at left).
When graphs of the scan generated for the unsanded primer-plus-clearcoat panel at 25°C were overlaid with the scans for unfinished panels, the curves revealed the similar periodicity, meaning the texture in the clearcoat could be explained by cooling of the substrate between 100°C and 25°C. When the panel is reheated, the substrate expands and the grooves disappear, only to return as the panel cools. The differential expansion of the substrate arises as a result of the resin-rich domains of epoxy that lie between non-homogeneously distributed carbon fiber bundles at the substrate surface. The carbon exhibits little to no thermal expansion, whereas the epoxy, with a CTE of 15 to 100 ppm/°C, differentially expands and contracts with the changing temperature.
As for the sanded panel, the same explanation holds, with one difference. The baked primer is removed from the oven and sanded smooth at room temperature over the substrate, which also has cooled with its characteristic textured surface beneath the primer (Fig. 2). After the clearcoat is applied and ramped to bake temperature, the substrate expands, causing ridges in the solidified primer layer above. However, the still-liquid clearcoat flows to a smooth level over the ridges until it cures and sets at the bake temperature. But as the panel cools, the substrate shrinks, the ridges in the primer disappear, and the adhesion between the primer and clearcoat causes grooves in the clearcoat. The same phenomenon reportedly explains why reverse texture ridges appear when the sanded panel is reheated to bake temperature (Fig. 3).
Campbell allows that further work and testing must be done to understand how carbon fiber fabrics can be developed for RTM to control and reduce texturing. He says carbon fiber composites with more uniform fiber distribution, which, in turn, reduce resin-rich domains at the surface, will mitigate the texturing effects.
“Meanwhile, the cost-performance trade-off between composite material in both structural and non-structural applications will continue to be evaluated, Campbell notes. While carbon provides high stiffness, most body panels are nonstructural. Glass, with a CTE similar to epoxy, might be better suited for Class A finish applications; however, the trade-off is negative from a weight perspective, given the higher density of glass fiber. Another alternative, he notes, is chopped carbon. “Chopped carbon poses its own challenges, but they are ones related to porosity that we understand.”
Campbell reports that BASF’s European division is researching in-mold gelcoats, including two-phase systems, for carbon fiber parts. The research is in early stages, but he says the coatings likely would have to be thicker than those typically used to coat glass-filled composites to defray surface stress and texture print-through.
Lastly, lightweighting cars and trucks by increasing the use of composites, including the possibility of composite body panels, will hinge on integrating them into the logistical flow of parts on the assembly line, a sticking point that previously raised thorny issues, including colormatching problems, for suppliers of parts made of neat plastics. Currently, because of the high-temperature E-coating process at the body-shop stage, most plastic parts are painted off line and assembled after the paint booth. Campbell believes the most feasible solution is to install most exterior composite parts between the E-coat and paint booths. Inherently corrosion-resistant, plastics and composites need no E-coating. To that end, BASF is developing a low-bake clearcoat that can be applied to both metal and plastics/composites. Lower temperatures also help alleviate differential expansion of the matrix and carbon fiber.
“It’s an interesting challenge,” Campbell concludes. Indeed, capitalizing on the opportunity to supply automakers with large-scale, volume composite exterior parts will require ongoing development by suppliers, fabricators and OEMs alike, and no doubt will be the subject of much additional research in the coming years.
















Related Content

TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Combining multifunctional thermoplastic composites, additive manufacturing for next-gen airframe structures
The DOMMINIO project combines AFP with 3D printed gyroid cores, embedded SHM sensors and smart materials for induction-driven disassembly of parts at end of life.
Read More
Plant tour: Teijin Carbon America Inc., Greenwood, S.C., U.S.
In 2018, Teijin broke ground on a facility that is reportedly the largest capacity carbon fiber line currently in existence. The line has been fully functional for nearly two years and has plenty of room for expansion.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read MoreRead Next

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More