
Collapsible mandrel enables full-barrel fiber placement
FUBACOMP (Full Barrel Composite Fuselage), a European consortium, is developing technology that will enable automated fiber placement of a one-piece business jet fuselage. Advanced Composites Group Ltd. (ACG, Heanor, Derbyshire, U.K.) recently designed and built a 4.5m/14.6-ft long by 2m/6.5-ft diameter




|
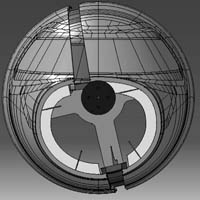
FUBACOMP (Full Barrel Composite Fuselage), a European consortium, is developing technology that will enable automated fiber placement of a one-piece business jet fuselage. Advanced Composites Group Ltd. (ACG, Heanor, Derbyshire, U.K.) recently designed and built a 4.5m/14.6-ft long by 2m/6.5-ft diameter developmental winding mandrel for the forward half of the concept fuselage, working with consortium partners Dassault Aviation (Paris, France), BAE Systems (London, U.K.), Eurocopter (Marignane, France), Alenia Aeronautica (Naples, Italy), Brunel University (Uxbridge, U.K.) and the Centre d'Essais Aeronautique de Toulouse (CEAT, Toulouse, France). Composite tooling material was selected because a heavier metal tool's rotational inertia would slow its response to machine start/stop commands, thus requiring a slower lay-up speed. The composite's low thermal mass also enables better temperature control, reduced thermal gradients, faster tool preheating and shorter cycle times, using less energy. Mandrel and backup structures were made with ACG's LTM16 carbon/epoxy 2x2 twill tooling cloth prepreg, with service temperature in excess of 180°C/356°F (areal weight of 660 g/m2 for bulking plies and 200 g/m2 for surface plies). Tool skins were a 1-8-1 symmetric layup (surface ply, eight bulk plies, surface ply) with bulk plies at 0°/90°/+45°/-45°. The backing structure was mechanically fastened to a central steel support shaft. To ensure removal, the mandrel was constructed in four sections that bolt together. Two are narrow, axially opposed keyways that can be unbolted and pulled towards the tool center to allow the two larger sections to retract slightly, allowing sufficient withdrawal clearance (see drawing at left). To achieve vacuum integrity for autoclave cure — difficult in a split tool of this type — ACG developed a dynamic seal using high-temperature rubber tubes set in grooves along the mating surfaces between the skins and keyways. Designed to withstand cure temperature, the tube remains inflated at 2 bar to 3 bar (29 psi to 43.5 psi) above the autoclave pressure, says ACG's project manager Quentin Fontana. The seal concept is the subject of a patent application by ACG and is applicable to any multipart tool. |
Related Content
-
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
-
Large-format 3D printing enables toolless, rapid production for AUVs
Dive Technologies started by 3D printing prototypes of its composite autonomous underwater vehicles, but AM became the solution for customizable, toolless production.
-
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.

.jpg;maxWidth=300;quality=90;format=webp)





