
Composites and Polymer Concrete Refine Mining Processes for Nonferrous Metal
Cost-effective alternatives to steel-reinforced concrete offer corrosion-resistant acid tanks to electrolytic refinery operations.

Share






A corrosion damaged cellhouse column can be seen in the background, while the column and beams in the foreground have been retrofitted with FRP by QuakeWrap. Source: QuakeWrap

In tests performed with the U.S. Department of Defense, HJ3's Blastek composite overlay improved the blast resistance of an unreinforced masonry wall by a factor of 100. Tested using the equivalent of 220 lb/100 kg of TNT, the unstrengthened wall on the left was completely destroyed, while the wall strengthened with Blastek (right) suffered only cosmetic damage.

At 26 metric tonnes, this jumbo Supertank containment cell- 12.6m long, 1.5m wide, 3.2m high- is 50 percent lighter than conventional plastic-lined concrete cells, thanks to patented composites technology. The lighter cells can be lifted and transported with less expensive cranes and trucks. Source: Ancor Tecmin

A unit of three electrolytic cells, damaged due to leaking electrolyte solution. Source: QuakeWrap
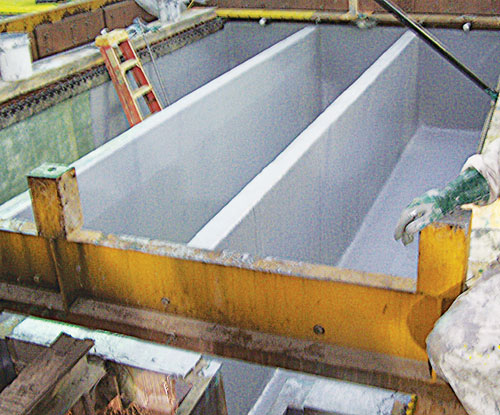
Same cells, with QuakeWrap S-glass/epoxy repair nearly finished, restoring original strength and preventing future leaks with a continuous, acid-proof bonded structural liner.

Polymer concrete electrolytic cells must support the weight of acid solution as well as up to 80 of this type of electrode (pictured at right), which can measure 3 by 4 ft (0.9 to 1.2m), and weigh 210 lb (95 kg) apiece. Cells must also withstand impacts from electrodes during their installation and removal. Source: Ancor Tecmin

The Supertank makes use of composites as well as innovative design (such as its rounded shape, as seen here) to produce tanks that are lighter, stronger, better performing and almost maintenance-free, compared to traditional T-section cells. Source: Ancor Tecmin
MINING PROCESSES POSE PROBLEMS FOR CONCRETE STRUCTURES
Extraction of nonferrous metals from crushed ore is accomplished by two processes: electrowinning (deposition of metals from ores put into solution) and electrorefining (removing impurities from a metal put into solution). In both processes, large quantities of heated acidic solution are pumped through multiple rows of electrodes (alternately anodes and cathodes) contained in large vessels called cells. When electrical current is passed through the electrodes into the solution, purified metal is deposited onto the cathodes. These concrete electrolytic cells must support the weight of both the acidic solution (e.g., 25 to 30 metric tonnes or 55,116 lb to 66,138 lb) and the electrodes — the latter can number 80 per cell, measure 3 ft by 4 ft (0.9m to 1.2m) and weigh 210 lb/95 kg apiece. The cells also must stand up to the temperatures of the reaction as well as the extremely corrosive electrolyte solution.Historically, the reinforced concrete containment cells have been protected from the acid by a chemical-resistant but unbonded inner liner of either lead, polyethylene or polypropylene. However, the liners are prone to damage from falling electrodes and impacts from misaligned cranes (used to install and remove the electrodes). Further, the liners become brittle with age and begin to crack. Damaged liners permit corrosive electrolytes to directly contact the cell's concrete walls and floor. The result is erosion of rebar, causing catastrophic cell deterioration that eventually requires widespread repair or complete replacement. Cell maintenance costs, therefore, have been very high, especially when they are calculated in terms of not only material and labor but cell downtime as well.
Electrolytic cells today are made from polymer concrete with bonded surface linings. In polymer concrete, a thermosetting polymer resin — epoxy, vinyl ester, polyester, furan or methyl methacrylate — supplements or replaces cement as the binder, with compositions typically ranging from 8 to 12 percent polymer by weight. The first-generation polymer concrete cells were made about 25 years ago for copper plants in Zambia and, later, for plants in Chile and the U.S. Although these early cells were an improvement over legacy lead- or plastic-lined concrete cells, they had some problems of their own, such as cracks during manufacturing and leaks due to thermal stress during operation. As the following case studies indicate, electrolytic cell manufacturers have overcome these challenges with cells that take advantage of improved designs and/or alternative materials.
INTEGRATED DESIGN, NEW SHAPE REDEFINE PERFORMANCE
Santiago, Chile-based Ancor Tecmin has developed Supertank cells, which feature fiberglass composites and an optimized cell design that improve performance and extend service life. According to the company, 30,000 of its electrolytic cells and related structures have been installed in more than 20 countries across four continents, giving it more than a 65 percent share of the global market.Composites are an important part of the Supertank design in each of the cell's three strata. First, the internal corrosion-resistant tank is formed with several layers of continuous glass fiber veils and mats impregnated with vinyl ester resin, starting with a veil layer at roughly 95 percent resin content by weight to make it impermeable. This veil is followed by progressively thicker layers of mats at 30 percent resin content and then 50 percent resin content. This construction provides resistance to abrasion and impacts and is inert in contact with the electrolyte. Ancor Tecmin uses mostly Owens Corning Composite Solutions LLC's (Toledo, Ohio) Advantex, a modified (boron-free) E-glass designed to offer greater corrosion resistance in acid environments than conventional E-glass does. Suppliers of vinyl ester can vary from year to year. Resin suppliers, in fact, bid for the company's annual requirement of 1,000 to 2,000 metric tonnes (2.2 million to 4.4 million lb) in a yearly auction. The main vinyl ester supplier for 2008 is BASF Chemical (Ludwigshafen, Germany); last year, it was Reichhold Inc. (Research Triangle Park, N.C.). Ancor Tecmin supplements the annual contract by making spot purchases from other suppliers (these account for approximately 15 percent of the total). This practice enables Ancor Tecmin to sample new resin technologies as they are developed and is intended to encourages resin suppliers to participate in upcoming auctions.
In the cell's second stratum, Ancor Tecmin uses its hyperbonded polymer concrete structural core. Hyperbonded refers to a patented technology used to grade mineral fillers in such a way as to achieve maximum compaction and, therefore, minimize resin content, without producing voids or other internal defects. According to company president Victor Vidaurre, the result is a denser polymer concrete material with a lower thermal expansion coefficient and greater flexural strength. In the hyperbonded structural core, the polymer concrete is only 8 to 9 percent by weight vinyl ester resin, with the balance composed of inert mineral fillers. The core is then reinforced with a bidirectional framework of custom-made nonconductive rebar, pultruded with a helicoidal braid shape, using Owens Corning pultrusion fiberglass wet out with vinyl ester resin. Notably, these rebar do not function like structural steel rebar in concrete. Instead, like the plastic safety film inside a car windshield, they hold shattered cell pieces together, providing safety in case of a catastrophic cell failure during a mining accident. This design also extends the cell's service life because the structural core's low coefficient of thermal expansion helps distribute thermal stresses more uniformly throughout the cell.
The cell's third stratum, the external lining, is one or two layers of chopped fiberglass mat wet out with vinyl ester resin to roughly 50 percent resin content by weight to form an impermeable barrier similar to the first stratum.
During the manufacturing process, the external fiber-reinforced polymer (FRP) lining and the internal FRP tank are each hand layed over a steel plug or mold, with the mold for the external lining being larger than that for the internal tank. FRP rebar is arranged on top of the layup on the inner mold, and then the outer mold and its layup are placed over the rebar. The inner mold includes a "base" over which the outer mold is fixed. This base creates a closed mold and forms the upper edge of the containment cell, which has a very strict flatness tolerance. The space in between the two layups is then filled with polymer concrete to form the structural core. While the mold is being filled, it is vibrated at high frequency to remove entrapped air and compact the polymer concrete's vinyl ester/acid resistant aggregate mixture. All three Supertank strata then cure together in a temperature-controlled environment for eight hours to form a monolithic polymer composite. When cured, the completed cell is inverted, demolded and then goes to finishing where edges are polished and accessories are added prior to final quality control.
Although the overall patented design and technology remain the same from project to project, and tank cross-sections do not vary significantly, cells that must operate in unusually harsh environments can be built with additional FRP layers to increase mechanical strength and provide greater thermal insulation for the polymer concrete core. Also, cells can differ in size, particularly in length, because each is engineered for a project's specific cell house conditions. Tanks range from as short as 2m/6.6 ft to as long as 14m/46 ft. To date, the typical weight has ranged between 3 and 7 metric tonnes (6,600 lb and 15,400 lb).
There is, however, a trend toward larger and heavier cells. For example, Ancor Tecmin is currently supplying 96 jumbo-sized Supertank cells for a new zinc plant in Peru — 12.6m long, 1.5m wide and 3.2m high (41.2 ft long, 5 ft wide, 10.4 ft high) — which are the largest monolithic cells ever made with polymer composites. At 26 metric tonnes (57,320 lb) each, they are still 50 percent lighter than the plastic-lined concrete T-section cells they are replacing. This reduction in weight allows for cell support beam thickness — and as a result, cost — to be reduced by at least 25 percent. Also, cell bottoms are thinner, thus reducing cell house building height, which, like the less-expensive support beams, also reduce overall construction cost. Installation costs are further mitigated because the lighter Supertank cells can be handled by a normal overhead crane vs. a special contract crane.
According to Ancor Tecmin's commercial director, Mauricio Perretta, this product provides mining operations multiple advantages compared to traditional cells. The Supertank features rounded corners, developed using computer simulation of many different thermal models as well as finite element structural analysis. This corner design, together with smooth interior walls, sloped bottoms and gradual thickness transitions in the structure, help Supertank distribute mechanical loads and resist cracking from impacts, seismic loading, operational stresses and aging. This minimizes maintenance and extends the cell's service life. The composites in Supertank's three-layer construction also function to resist cracking not only throughout service but also during handling, transport and installation. The number one advantage, according to customers, is prevention of leaks and no downtime for maintenance. At today's copper and zinc prices, the cost of a new Supertank cell is comparable to the value lost in 5 to 10 days of production downtime. Perretta describes "the considerable reduction in maintenance costs, which can reach zero, and the incorporation of unique design features made possible by FRP composites, which increase efficiency in the electrolytic process and increase metal production during the life cycle of the plant." Ancor Tecmin also can apply the Supertank composite technology to many other applications, including flooring systems, pump bases, leach towers, solvent extraction mixer settlers, galvanizing/pickling tanks and precious metal refining plants.
PRECAST POLYMER CONCRETE BEATS CRACKS WITH EPOXY
To reduce turnaround time for production of containment cells, Cappar Limited (Brampton, Ontario, Canada) set out to manufacture them in a single step, using a continuous-pour technique. Early attempts, however, produced cells that developed cracks. "The reason that our one-step process using vinyl ester polymer concrete was not successful was due to the fact that vinyl ester polymers shrink upon curing," explains Cappar business development director Paul Lynch, noting that even with high loadings of graded silicas, shrinkage was too great. "The walls of a cell are restrained by each other, and the shrinkage is spread across a long length — perhaps 25 ft /7.6m for the long wall of a cell," he explains. "Thus, even a small shrinkage is significant, creating tensile stress and relief cracks."Most companies that today use vinyl ester polymer concrete for cell fabrication developed a two-step process — a resin-rich/fiberglass gel coat on all mold surfaces followed by a core pour of vinyl ester or polyester polymer concrete. But Lynch claims that some two-step cells still crack at major stress points, such as the top of the cell's longer walls at the center or at the one-third and two-thirds points across the span, creating maintenance needs that were unexpected at the outset. Repair or recoating of the cracked cells is not only time consuming but also expensive in terms of materials, labor and, especially, downtime/lost production.
Cappar, therefore, went on to develop its one-step Capcast polymer concrete, using the first polymer concrete compositions based on epoxy resin, which does not develop these high shrinkage factors upon curing so that cracking is not an issue. Cappar claims that its patented technology produces a cell that is easily demolded, of high-quality and practically maintenance-free in operation, even in the harshest chemical environments.
Cappar uses a clear, room-temperature cure epoxy polymer with low viscosity that improves wet out of the polymer concrete aggregate. Its clarity permits the cell owner to visually verify the cell's consistent composition. And, unlike vinyl ester, the epoxy is nonflammable and produces virtually no volatiles or odor in the fabrication shop. The polymer concrete has a composition that is 8 percent by weight epoxy and 92 percent by weight graded mineral particulate filler, and it flows readily into the form during the continuous pour. After a 12-hour cure, demolding is eased by raising the temperature in and around the cell to between 55°C and 65°C (131°F and 149°F).
Cappar also determined that use of FRP rebar, which has a coefficient of thermal expansion (CTE) three times higher than the epoxy polymer concrete, was detrimental. The CTE mismatch caused cracks at higher service temperatures (a possible source of cracks in vinyl ester polymer concrete cells as well). Cappar established through finite element analysis that the epoxy polymer concrete alone would perform as designed and meet all service demands. Subsequent Cappar cells, therefore, have been fabricated with no FRP rebar, and more than 1,000 cells have been manufactured for lead and copper cell house applications. The company also has used its polymer concrete systems to provide fast turnaround upgrades, repair and maintenance of cell-house concrete structures, such as beams, columns, pump bases, trenches and floors. A vote of confidence for Cappar's technology was finalized in September when Sika Canada (Pointe-Claire, Quebec, Canada) completed its acquisition of Cappar to "strengthen Sika's technology offering in specialty epoxy resin applications, such as structural crack repairs, waterproofing and polymer concrete compositions."
RELINING TECHNIQUE RETROFITS CELLS WITH BONDED ACID BARRIER
Although new electrolytic cell construction regimes have greatly improved ore refinery performance, thousands of older cells remain in the field in need of retrofitting to maintain operations. Specialists have developed composite solutions that extend the useful lives of these structures.When Phelps Dodge's (now Freeport McMoRan's) Tyrone, N.M. copper mining operations were interrupted in 2005 due to extensive corrosion in roughly 50 electrolytic cells, QuakeWrap (Tucson, Ariz.) was called in to help restore operations as quickly as possible. The concrete cells featured traditional construction with unbonded liners. Because the liners sat loosely against the concrete cell walls and floor, the corrosive electrolyte solution had traveled quickly throughout each cell, causing extensive corrosion. "This is the problem with unbonded liners," says QuakeWrap president Mo Ehsani. "The damage is not limited to where the electrode impact occurred. Once the solution travels, the acid then penetrates the concrete and attacks the steel reinforcement throughout the cell."
In his research as a professor at the University of Arizona (Tucson, Ariz.), Ehsani has measured pressures greater than 1,000 psi/7 MPa when a piece of steel rebar corrodes and expands. This pressure causes the concrete to crack and then spall. It was this research that led him to form his company, consisting primarily of structural engineers and construction contractors, to provide structural repair and strengthening solutions for concrete structures, using glass- and carbon-fiber-reinforced polymers. (This technology, described in great detail below, is fully protected by U.S. Patent 20070172616.)
QuakeWrap sought to achieve two goals with the retrofit to the Tyrone mine's cells: Return the compromised structure to its original structural strength and establish an acid-proof membrane to contain the electrolyte without future leaks. The company first cleaned the concrete surfaces, removing all corroded material. Next, conventional concrete was applied where needed to restore each cell to its original geometry. A 26-oz/yd² (884 g/m²) biaxial E-glass fabric was designed for the application, with a specific percentage of reinforcement in the 0° and 90° directions based on the amount of strength needed in the horizontal vs. vertical direction of the cell walls. The E-glass fabric is custom-specified for each job by QuakeWrap and then produced by a contract weaver. For the Tyrone mine's application, the company wanted a pinhole-free surface and so included a 10-oz/ yd² (340 g/m²) chopped strand mat stitched to the face of the fabric that would be exposed on the interior of the cell. The fabric was then run through a saturating machine, which impregnated it with a two-component, 100 percent solids epoxy resin to about 50 percent resin by weight. QuakeWrap has the epoxy formulated to its specs via a contract relationship with its resin manufacturer and thus can tailor the resin for each application, matching its properties to the specific chemical re-sistance and service temperature needed, including most elec-trolyte solutions when they are heated to 80°C/176°F. A thixotropic form of the impregnating resin, with the consistency of butter, was then troweled onto the walls at a 40-mil/1.0-mm thickness. This formed a tack layer that held the heavy, resin-saturated 36-oz/yd² (1,224 g/m²) fabric in position during cure. This same resin-fabric-and-tack coat system was also used on the floors of the cells.
The 50-inch/1.3m wide fabric was laid with an 8-inch/0.2m overlap at the seams in a prearranged pattern designed to minimize overlapping joints. Because the concrete structures were designed so that each unit contained three cells, the sequence for applying the fabric started with a flap of fabric that overlapped the adjoining cell, then the fabric was rolled from the top of the wall down the side, across the bottom and up the other side, ending with a small flap draped over into the adjacent cell. The fabric was cut, the roll moved over 4 ft/1.2m and the sequence was then repeated until the entire length of the cell was covered.
To apply the elevated temperature needed to raise the service temperature of the epoxy resin (the cells must contain and withstand 15 percent sulfuric acid at 140°F/60°C), salamander heaters were placed in each of the three adjoining cells per unit. The cells were then covered with a special blanket developed to prevent heat loss, and the resin was cured at 180°F/82°C for two to three hours.
When the system cured, it provided not only a strength-restoring retrofit, resulting in tanks stronger than their original construction, but also formed extremely corrosion- and chemical-resistant bonded liners. In the latter case, the bond between the liner and tank serves to localize any damage that may occur to the tank if the liner is damaged or cracks, thus reducing long-term maintenance costs. Installation of the QuakeWrap electrolytic cell retrofit typically involves a four- to five-man crew: two to prepare and saturate the fabric, two to install it and the presence of the designing engineer on site as the resident engineer for the project.
The savings realized in the repair of containment cell technology have encouraged mining companies to use similar technologies to repair other structures in their refining operations. The QuakeWrap composite retrofit system, for example, has been used to rehabilitate the network of beams and columns that support electrolytic cells, including up to 100 such support structures for several mines in Arizona. Another company, HJ3 Composite Technologies LLC (Tucson, Ariz.), has focused thus far exclusively on developing different, time-saving composite retrofit systems for cell house support columns and beams (see "Composites help mine structures withstand explosions," below). Its products also include a blast protection system that can protect mine structures in the event of an explosion (see the "Support Structures ...." sidebar at the end of this article).
According to HJ3 CEO Jim Butler, refinery system downtime is the primary issue that is driving the use of composites. "What has happened in the mining industry is that many facilities were older and there wasn't enough demand for the metals to justify significant investment in repairs or replacement of structures," he points out. "Then demand surged, prices for base materials rose dramatically and suddenly many mines were having supply issues." Faced with the need to refurbish and expand facilities with minimum loss of production, mining companies found composites a very attractive option. "Our technology is filling a need to rehabilitate older facilities to meet new market demands at a much lower cost and faster turnaround time than either traditional repair methods or replacement," Butler says. "This is something the mining industry didn't have in its toolbox 15 years ago."
The significant savings, not only in maintenance and increased efficiency but downtime, are proving to be consistently greater than the cost of installing and maintaining the more expensive FRP/polymer composite systems. As a result, electrolytic refining has become another showcase for the way composites can improve the financial performance of an entire industry segment.
According to HJ3 CEO Jim Butler, refinery system downtime is the
primary issue that is driving the use of composites. "What has happened
in the mining industry is that many facilities were older and there
wasn't enough demand for the metals to justify significant investment
in repairs or replacement of structures," he points out. "Then demand
surged, prices for base materials rose dramatically and suddenly many
mines were having supply issues." Faced with the need to refurbish and
expand facilities with minimum loss of production, mining companies
found composites a very attractive option. "Our technology is filling a
need to rehabilitate older facilities to meet new market demands at a
much lower cost and faster turnaround time than either traditional
repair methods or replacement," Butler says. "This is something the
mining industry didn't have in its toolbox 15 years ago."
The
significant savings, not only in maintenance and increased efficiency
but downtime, are proving to be consistently greater than the cost of
installing and maintaining the more expensive FRP/polymer composite
systems. As a result, electrolytic refining has become another showcase
for the way composites can improve the financial performance of an
entire industry segment.
Composites Help Mine Structures Withstand Explosions
One of the historic risks of mining ventures is the potential for gas explosions. Composites have become another tool in the mining industry's toolbox for blast mitigation, as illustrated by HJ3 Composite Technologies LLC's (Tucson, Ariz.) patented Blastek technology, designed to enhance the blast resistance of mine support structures. HJ3 CEO Jim Butler explains, "Our goal was to create a composite system that would increase the tensile strength of concrete and masonry structures to resist blast energy." As an example, an unreinforced masonry wall can handle 1.8 psi/12.4 kPa of blast load. HJ3's blast materials have been used to strengthen a masonry wall to withstand a 180-psi/1,241 kPa blast load with only a 2-inch/51-mm deflection of the retrofitted wall. HJ3 achieved this level of blast resistance by incorporating a sacrificial element into the composite's matrix, which fractures and dissipates blast energy away from the wall, minimizing deflection. "By adding the sacrificial element to the composite overlay," Butler explains, "we are able to decrease deflection by 25 to 30 percent, which minimizes the overall damage to the wall." In tests performed with the U.S. Department of Defense, HJ3 proved that the Blastek composite can improve the blast resistance of an unreinforced masonry wall by a factor of 100 with a laminate overlay less than 0.25 inch/6.35 mm thick. Two masonry block walls, one wrapped with the Blastek composite system, the other without, were tested using the equivalent of 220 lb/100 kg of TNT explosives at a distance of 10m/33 ft. The unstrengthened wall was completely destroyed, while the wall strengthened with Blastek came through undamaged (see photos #6 and #7 at upper right). Sensors located inside the Blastek-enhanced wall measured a pressure on the side facing the explosion of 178 psi/1,227 kPa, while the opposite surface registered only 1.46 psi/10.07 kPa. HJ3 has received Mining Safety and Health Admin. (MSHA, Arlington, Va.) approval for Blastek and continues to develop this technology for additional structural applications.







Related Content

Co-molding SMC with braided glass fiber demonstrates truck bed potential
Prepreg co-molding compound by IDI Composites International and A&P Technology enables new geometries and levels of strength and resiliency for automotive, mobility.
Read More
Corebon, Composite Braiding partner to enhance TPC manufacturing
Collaboration aims to overcome production limitations with tubular thermoplastic composites (TPC) by using induction-heated tooling and high-quality commingled braids.
Read More
Noble Gas Systems 350-bar conformable pressure vessels pass HGV2 standard tests
Conformable tanks with new materials pass technical tests for hydrogen storage, to compete with Type IV pressure vessels using CFRP.
Read MoreRead Next

“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More