
Dust mitigation on a massive scale
Dust containment systems manufacturers talk about the recent philosophical trend from source-point capture to dust-mitigation chambers and the practical effects of such a massive shift.

Ken Abbott (Envirosystems Inc., Tucson, Ariz.)

Tony Pierceall (Ventilation Solutions, Oak Ridge, Tenn.)

Tim Collins (Frees Inc., Shreveport, La.)
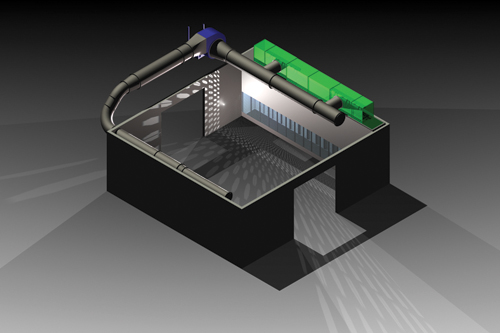
This diagram depicts a typical dust-ventilation chamber provided by Ventilation Solutions (Oak Ridge, Tenn.). High-volume air is emitted from one side of the chamber and directed toward the other side, where filters capture dust collected along the way. The filters are typically self-cleaning, and dust removed from them can be directed to centralized disposal. Source: Ventilation Solutions

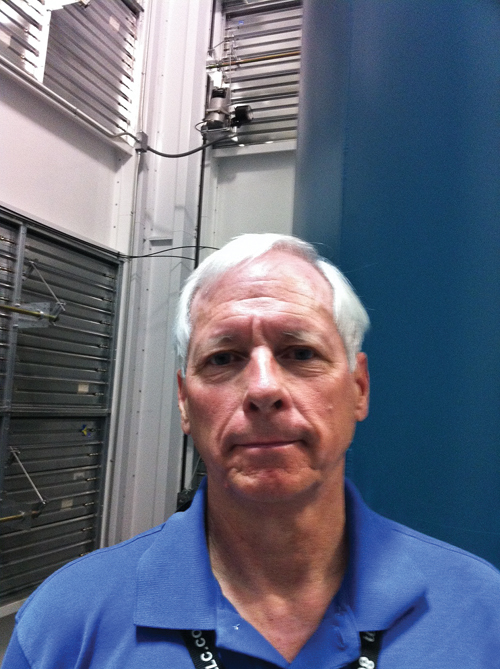
An Envirosystems LLC (Tucson, Ariz.) dust-ventilation chamber, after installation at an aerospace composites manufacturing facility. The structure provides not only dust-control but also low-temperature cure capabilities and a paint-room environment. Source: Envirosystems LLC

A view of the interior of an Envirosystems ventilation chamber. Such chambers are becoming increasingly necessary to segregate dust from the rest of the plant, to help maintain employee health, to comply with dust-accumulation regulations and to meet the cleanliness needs of customers. Source: Envirosystems Inc.
Share



As every manufacturer of carbon-fiber composite structures knows, one of the most nettlesome aspects of the production process is that machining, drilling and sanding of carbon fiber composites produces fine dust. It can build up on and short out computers, control panels and servomotors. In the air, it can be inhaled and threaten human health. Further, the accumulation of any dust in a manufacturing facility can be problematic from the regulatory perspective. In fact, dust has been blamed for several explosions in manufacturing facilities (none of them manufactured composites), leading the U.S. Occupational Safety and Health Admin. (OSHA) and many local governments to more closely monitor and regulate dust accumulation in all manufacturing environments.
Source point capture of dust by vacuum systems integrated with sanding equipment has long been used by the composites industry to minimize dust accumulation in the air and the facility. In the past few years, however, particularly in the aerospace industry, many composites manufacturers have decided to segregate dust management in a separate structure. The result is large dust-mitigation chambers within a facility. Usually, these are big enough to accommodate the plant’s largest composite structure. Sometimes called a room within a room, a chamber usually features directed airflow systems that remove dust as it’s created and pass it through self-cleaning filters, which then accrete the dust into bins that can be cleaned out daily.
HPC talked to three suppliers of dust-mitigation systems about how such chambers work and how composites manufacturers are tackling the overall problem of facility cleanliness. Ken Abbott (KA) is the managing member of Envirosystems LLC (Tucson, Ariz.). Tony Pierceall (TP) is the engineering manager at Ventilation Solutions (Oak Ridge, Tenn.). Tim Collins (TC) is the director of marketing and sales at Frees Inc. (Shreveport, La.). Here’s what they had to say.
HPC: What types of ventilation systems does your company provide?
KA: We have a line of modular, self-cleaning, cartridge-type units sold under the registered trade name AirWall. They range from 1,200 to 16,000 CFM [cubic feet per minute] and include everything required to operate, including fans, filters, electronic starters and automatic pulse cleaning controls with digital displays, in NEMA 12 enclosures. We also have a larger modular line with products that provide from 32,000 to 48,000 CFM per module. These do not include fans and are designed to be combined for use in systems requiring higher CFM volumes. Our largest single installation to date is 1.2 million CFM for the U.S. Air Force PMB Paint Stripping Hangar at Warner Robins AFB, Ga., but we have several of 500,000 CFM.
TP: Ventilation Solutions provides systems that guarantee containment in the room. Our pulse filters are self-cleaning and offer 99 percent efficiency. The longest booth we’ve ever supplied was 100 ft [30m] long, but most systems we provide are about 50 ft [15m] long and 10 to 12 ft [3 to 3.7m] tall.
TC: Frees Inc. engineers, designs, fabricates, installs and services a broad spectrum of ventilation systems and equipment, primarily addressing styrene control, other fume control, dust and particulate control and complimentary energy savings systems. While we pride ourselves in our understanding of composite processes and requirements, we also serve a broad array of industrial segments beyond composite fabricators.
HPC: What is the airflow capacity range of your ventilation systems?
KA: We can provide any volume required and have installed systems from less than 1,200 CFM to 1.2 million CFM.
TP: On the low end, our systems usually range from 20,000 to 30,000 CFM, and [from] 50,000 to 100,000 CFM on the
high end.
TC: We do not define ourselves by a given capacity, as we do not manufacture and sell a specific product line. Our approach is to work with each specific customer to understand their specific process, manufacturing configuration and needs. Systems eventually developed and supplied are driven by these customer requirements. Room length and width are driven by the size of parts and the area to be controlled.
HPC: What are the main ventilation concerns for composites?
KA: Safe working environment for their workers, contamination-free process areas, elimination of cross-contamination from one product to another and reduction in energy consumption.
TP: In 2007, a law was passed that forced OSHA to emphasize the risk of explosive dust, and this is driving some business. Fire marshals are also starting to pay attention more to dust than they have in the past — some more than others. It depends on the authority of jurisdiction. And, of course, employers are looking out for employee safety.
TC: Our customers’ needs are driven by regulatory requirements, employee safety concerns, a general need for cleanliness and, sometimes, requirements from customers that dust-generating activities be separated from other manufacturing activities.
HPC: What are the predominant ventilation issues in a composites facility that serves the aerospace market?
KA: Worker safety and the elimination of cross-contamination are the top priorities from our experience. With the increased use of carbon/graphite composites, it is becoming more important to strive to prevent long-term health problems for workers. From a manufacturing equipment standpoint, even small amounts of fine graphite contamination can cause significant and even catastrophic damage to automation control components, such as PLCs [programmable logic controllers], motor drives, robotic servos and similar process-control devices.
TP: Whenever a containment system is installed, one of our jobs is to assess dust volatility — how explosive is it? This is measured by Kst values and governed by the National Fire Protection Assn. [(NFPA), in the U.S.]. The Kst value can be low, medium or high, and this is balanced against the maximum pressure the dust will encounter in the facility. Most carbon and glass fibers have a low Kst value, which means they are not naturally volatile. Part of our job is to make sure that the chamber we deliver does not create a pressure plenum for the dust that can increase volatility.
TC: There is a great deal of concern by our customers over styrene exposure to their employees and the review of current styrene exposure regulations. There is also great concern about the categorization of composite grinding dust as an explosive dust and the impact of possible new regulations on dust management. There is also a great deal of concern over energy costs and ways to minimize utility expenses from ventilation systems.
HPC: What are the primary challenges posed by facilities that process carbon fiber composites?
KA: The control of this type of contamination is very difficult with many standard methods of collection, and since anything less than 100 percent containment is not acceptable, successful control is best achieved by addressing the total working environment rather than the use of traditional source point capture devices, which may only achieve 70 percent capture efficiency. The EPA [U.S. Environmental Protection Agency] refers to this total environment method as Permanent Total Enclosures [(PTE)], which they agree can provide 100 percent capture efficiency when designed properly. We provide enclosures based on this principle with our Contamination Control Booths [(CCB)] or our larger multifunction booths. They not only provide excellent ventilation and 100 percent contamination containment for dry process applications, such as routing, milling, grinding and sanding, but they also provide for additional processes, such as high-pressure water wash, coating applications — painting — and elevated-temperature curing. They do this all with a single air-handling system, which greatly reduces the capital equipment cost.
TP: When it comes to carbon fiber, demand for 100 percent containment is high. There are two ways to measure dust: total dust and respirable dust. The respirable dust measurement is usually more stringent because it pertains to employees. We installed a containment system at a bike manufacturing facility in which employees were sanding carbon fiber and aluminum bike frames. We had to guarantee no more than 5 mg/m3 respirable exposure for the carbon fiber, and no more than 1 mg/m3 for the aluminum — both of which are very low.
TC: There can be material- or process-specific fume control issues with certain high-performance resins where specific fume control solutions are required. Here again, the most frequent issue is dust control. Airborne particulate control from CNC machines or hand-held finishing tools on carbon fiber-reinforced composite parts are the most frequent issues we address.
HPC: What are some common misconceptions you encounter about ventilation in the composites industry?
KA: The main misconception is that dust is dust, and it is all the same. The fact is, there are many types of composite dust, all of them a bit different with respect to collection and, more importantly, to the ability of the filter to clean itself efficiently. It is not just the filtration efficiency that is the issue here; it is also about the ability of the filter to shed the accumulated dust during the cleaning cycle. Many types of composite dust will behave like any other dry, fine dust, and [it] will shed very nicely with a pulse of compressed air. These applications lend themselves to the less costly cellulose/polyester filter media types, but there are variations in dust type that can cause significant problems to the cleaning process with regard to these filters. We have encountered several types of composite material, both in material composition and, more importantly, in particle size and shape, that pose real challenges to achieving effective filter cleaning. This is important since it directly affects the long-term, recurring cost for filter replacement. Characteristics such as fiber size, orientation and concentration of the structural component of the composite in the resin binder can all affect the selection of the proper filter cartridge to maximize filter life.
TP: The most common misconception I run across is the belief that a chamber can capture every speck of dust created. Some of it will end up on the floor. It’s not a wind tunnel; it’s just a dust containment chamber. When dust does get on the floor, which it will, the operator has to do a little housekeeping at the end of the day and sweep up dust that has accumulated.
TC: Most people understand ventilation as just dumping air into a space and then exhausting it to the outdoors. This is called dilution ventilation and is very ineffective and expensive in most applications. The Frees Directed Air Flow System is a proprietary ventilation technology developed by Frees more than 20 years ago. Our systems place air only where it’s needed and then remove only the fume-laden air. This allows for a much more effective ventilation system at a lower initial capital expense — as well as lower ongoing operating expense. Some of our customers don’t understand completely that a dust-collection chamber is designed to capture airborne dust only. Some dust will end up on the floor and must be collected manually. We do have some customers who use point-source collection in a chamber to minimize floor dust.
HPC: How do you “sell” the large investment cost?
KA: Gratefully, we don’t usually have this problem. We are typically involved because the customer already understands the need for the product, and all we do is try to point out the advantages, as we see them, for using our product. We do not sell based on lowest cost, and our product is rarely the least expensive. Our challenge is to show a prospective customer why our solution, while maybe not the cheapest, is by far the best value. We make it a point to explain the energy cost savings of all our systems vs. our competition.
TC: We do not attempt to sell our customers anything. We attempt to understand our customers’ specific needs, develop a system that is effective in addressing the need in the most efficient design, which yields the most cost-efficient solution to their specific problem. We guarantee our installed systems meet the specific performance requirements, be it in styrene or dust exposures.
HPC: Has the regulatory environment changed over the past three years in any way that affects how you do business with composites manufacturers?
KA: Not for the most part. Most of our customers were conscious of their employees’ health and general housekeeping without a push from the increasing regulations. The regulator environment did lead us to do some initial development of a VOC-capture system several years ago, but we did not see enough market interest for the system we wanted to develop at the time. The thought was that the increase in VOC compliance requirements with regard to styrene and methylene chloride might push the need for such equipment, but that never seemed to materialize, at least for units with the volume and efficiency we were trying to achieve at the costs we were looking at.
TC: There is a great deal of concern by our customers over styrene exposure to their employees and the review of current styrene exposure regulations. There is also great concern about the categorization of composite grinding dust as an explosive dust and the impact of possible new regulations on dust management. We spend a great deal of time explaining these regulations, how they affect the specific customer and [we]develop specific strategies to address these often complex trade-offs.
HPC: If a customer in obvious need of ventilation opts not to purchase a system, what are the most
common reasons you hear for not doing so?
KA: Unfortunately, it is cost. We try to work with customers who have limited budgets to maximize the effect they can achieve at the lowest possible cost, but sometimes it is just not possible to convince them of the importance this type of equipment contributes to the bottom line. Due to the modular nature of our equipment, we have, on occasion, been able to convince a customer to at least buy a size they can afford with the idea they can add another module in the future.
TP: Capital cost. Money is always the biggest issue. We try to accommodate most budgets, but there’s a line we have to draw. A typical turnkey project can run up to $300,000, and this includes a fire-rated enclosure, controls, lights, safe removal and handling of dust and filters. It’s not as clean as a cleanroom, but it’s like a spray booth in some respects.
TC: The most frequent issue encountered by customers in addressing identified ventilation issues has been the relatively weak economic recovery from 2009 to 2010. Many fabricators that weathered the downturn are not yet able to afford capital expenditures on anything but their most critical needs. Fortunately, we have been able to provide various financial approaches that can mitigate the impact of these investments. Additionally, the review and possible revisions to current guidelines for styrene exposure, and the changes in classification of composite dust, have created a great deal of uncertainty. We have stayed abreast of the regulatory environment and have developed solutions that meet current requirements with designs amenable to future upgrade if changes in regulations actually take place.
HPC: What are the consequences of not installing a proper ventilation system? Can you give us some examples?
KA: There could be many consequences of avoiding the installation of proper ventilation, the most serious one being worker safety. There are many industrial processes that create dust particles in the respirable range (less than 5 microns) and many more that produce dust that is still inhalable at twice that size. Besides that, however, there is the financial impact of increased workplace and component part contamination. This affects both the end product quality — increased scrap rate — as well as increases in equipment downtime due to control contamination. Of course there is always the environmental or occupational health fines that can quickly exceed the cost of a system that might have prevented it.
TP: Depending on the material being processed, the amount of dust being generated and the location of the facility, not installing a proper ventilation system is simply not an option. Some customers view ventilation as just a cost, but it is necessary. It’s hard to justify ventilation sometimes because it doesn’t contribute directly to the bottom line, but preservation of employee health, combined with possible fines from local and federal governments, make it worth it.
TC: Without proper ventilation systems, and a formal testing program to validate system performance and measure employee exposure levels, a fabricator opens itself to regulatory action by their local OSHA office. These enforcement actions can be both expensive and time consuming, taking management time from more productive sales-generating activities. It should also be mentioned that without proper ventilation, companies cannot position themselves as employee-friendly or environmentally friendly. This can affect employee turnover and public perception.








Related Content

Optimizing machining for composites: Tool designs, processes and Industry 4.0 systems
Hufschmied moves beyond optimized milling and drilling tools to develop SonicShark inline quality control system and Cutting Edge World cloud platform for optimized tool use and processes.
Read More
ATL Composites collaboration advances kite-foil board production for Paris Olympics
Breiana Whitehead, pioneering Australian kite-foil sailor, spearheads board design intricacies with ATL Composites to enhance her performance ahead of the July 2024 competition.
Read More
State-of-the-art composites cutting, machining solutions ensure accuracy, ease of operation
JEC World 2024: Compcut is presenting its advanced composites saw (ACS) and precision composite router (PCR), in addition to inviting attendees to bring their own materials for demonstration purposes.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More