
Hotel wrap: Curvilinear pultrusions
Airport hotel’s striking wraparound roofline made possible, durable and affordable with pultruded flat panels and profiled support structures.
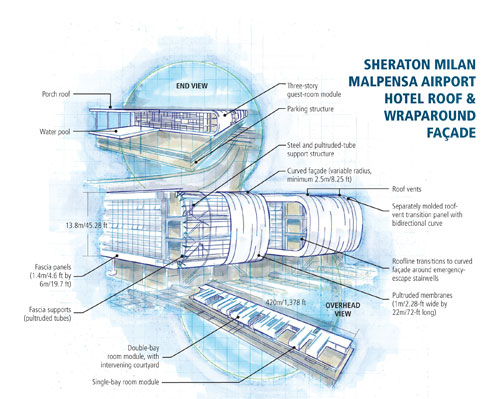
Sheraton Milan Malpensa Airport Hotel Roof and Wraparound Facade. Illustration: Karl Reque

The quarter-mile-long, three-story-high Sheraton Malpensa Hotel sits on top of an existing 24,750m2/266,407 ft2 parking structure that was built over an underground railway. The hotel’s roof of pultruded panels covers and wraps around a series of seven guest-room bay modules. The modules’ curved façades face the airport terminal. Source: King Roselli Architetti

The hotel’s architectural concept originated from the idea of a large folded skin (see photo below) wrapping the modules that contain the room bays. This view shows roof vents covered by separately molded bidirectionally curved composite panels that curve gently above the roofline, blending into the design. Source: King Roselli Architetti

The hotel's wraparound roofline originated with this "folded skin" concept. Source: King Roselli Architetti

This view from the interior of a curved facade shows the network of steel arches and pultruded horizontal tubes that form a subframe to which the pultruded membranes are attached. Source: King Roselli Architetti

This view shows a single facade membrane installed over the supporting framework. Source: King Roselli Architetti



Engineering Challenge:
A continuous, wraparound exterior and composite façade for the hotel, with no visible joints or fasteners and a durable, weatherable, low-maintenance surface that can support a lengthy manufacturer’s warranty.
Design Solution:
A pultruded composite exterior façade, featuring sheet and profile components, with dimensional stability in thermal conditions that can vary as much as 70°C/126°F, including Alpine snow and ice.



When complete in September, the Sheraton Milan Malpensa Airport Hotel & Conference Centre in northern Italy will present airport visitors with a striking curved façade, a design reflective of the snow-capped Alps behind it. The unique look, from architectural firm King Roselli Architetti (Rome, Italy), “originates from the idea of a large folding skin,” explains Riccardo Roselli, architect and partner of King Roselli (see 4th image from top, at right). The skin’s upper portion runs the length of the three-story hotel complex, uniting the hotel’s offices, cafes and restaurants, a 2,000m²/21,528-ft² conference center and 430 rooms housed in seven curved modules. There are four single modules (one bay of rooms each) and three double modules (two bays of rooms each) for a total of 10 bays. Separated by courtyards, the room modules’ curved façades face the airport, and the rooms look out on the courtyards. The front line of the hotel, opposite the façade (see photo below), is left open “to emphasize the horizontality of the volume with shallow water pools set into the lower level,” Roselli says, adding that “the skin [forms] two continuous edges that run the whole length of the building at the roofline and the underside of the first floor of guest rooms.”
“The desired effect was a perfectly smooth surface with hardly perceptible joints, which could keep the weather out,” Roselli reports, noting that the performance requirements were very high. The façade would have to be stable in temperature swings as wide as 70°C/126°F and form a continuous, almost flat roof surface that would be visible from the airport access road and then curve around the modules. (All utilities and equipment, including ventilation, heating and air conditioning units, would be hidden beneath the composite cover.)
For such a massive, visually seamless surface, material selection proved to be a considerable challenge. Although working drawings were prepared for versions in zinc/titanium, Corian and similar solid surface materials, sprayed polyurethane damp-proof membranes and hydrorepellent concrete resin-based finishes, in the end, Roselli settled on a solution with more than 53,000m/173,884 ft of linear pultruded fiberglass composite profiles.
Making the architect smile
Design and manufacture of the façade fell to Progettazione Costruzione Ricerca (Project Construction Research, or PCR) based in Bernareggio (Milan, Italy). A family business started in the 1970s for making molds, PCR also specializes in custom composite designs and has made use of its pultrusion and moldmaking technology in such projects as prefabricated emergency homes and low-cost container housing. Sales director Mauro Marenzi emphasizes that the main key to PCR’s success is its strong emphasis on research and development. But another is that PCR designs and builds its own pultrusion machines, material guidance systems and die molds.
When asked to define the hotel’s principal design challenge, Marenzi replies, “To make the architect smile.” Not an easy task when the design must accommodate bidirectional curves and form a continuous surface that connects the curved modules with a rooftop that extends the entire 420m/1,378-ft length of the hotel. Further, the structure had to have a low coefficient of thermal expansion to ensure stability during extreme changes in temperatures and weather.
Also challenging was the time frame. Allowed only three months for the design phase, PCR began with finite element analysis (FEA) of design loads and finite element modeling (FEM), using CATIA V5 from Dassault Systèmes (Vélizy-Villacoublay, France). Specified design loads were F = 15,000N (kg m/s²) — 281 lb-force ft/in — distributed force and wind loads of 0.001 MPa/0.145 psi. Fortunately, due to the relatively low weight of the pultruded structure, a specific structural analysis for earthquake loads was not required over and above the earthquake calculations for the main building structure to which the composite panels are attached.
Analysis and modeling led PCR to a design solution based primarily on a sequence of pultruded fiberglass membranes. In architecture, a membrane structure is defined as one with a thin, flexible surface (the membrane) that carries its load primarily through tensile stresses. Tensile strength in a composite structure is provided by the longitudinal fibers. Because pultrusion is primarily a 0° process, relying on continuous longitudinal fibers to pull the part through the die, the membranes have high tensile strength.
PCR chose Advantex fiberglass reinforcements from 3B - The Fibreglass Co. (Battice, Belgium), pultruding 9600 tex (9600 g/km linear density) direct roving for tensile strength with continuous strand mat for off-axis strength and impact resistance. Advantex, a registered trademark of Owens Corning produced by 3B under license, is a boron-free E-glass that offers significant corrosion resistance, in accordance with ASTM D 578 and ISO 2078 standards. (3B was formed in 2007 as a result of divestiture of Owens Corning’s fiberglass manufacturing operations in Battice, Belgium, and Birkeland, Norway.)
Additional corrosion, water and fire resistance are provided by a special but unidentified polyester resin system, the formula of which, Marenzi says, meets M1F0 fire ratings of the Association Francaise de Normalisation (AFNOR, La Plaine Saint-Denis, France) Standard NF F 16 101/102. Water drainage posed a challenge because “the architectural design vetoed the use of overlapping edges or any adhesive or silicon sealing,” Marenzi explains. Near the Alps, adequate drainage is essential because snow and ice can remain on the roof for days or weeks before melting. PCR’s solution was to add a small profile on the back of the vertical panels where they join, which allows collected water to drain off the building.
Six smooth miles
A total of 6 miles/9.66 km of pultruded profiles wrap the room modules. Pultruded membranes 1m wide by 22m long (3.28 ft by 72 ft) were designed to extend under the bottom floor of each bay, curve upward around the 13.8m/45.28 ft high emergency-escape stairwells on the back of the bay, and then run out along the essentially flat roof toward the hotel front. The curve has a variable radius (a minimum of 2.5m/8.25 ft) from the first level to the top of the third level. Here, the membranes are supported by a subframe made of pultruded square composite tubes and steel arches. These large membranes — 6,500m/21,325 ft in all — are joined to 3,500m/11,483 ft of 1.4m by 6m (4.6 ft by 19.7 ft) pultruded fascia panels. The membranes and fascia are joined end to end and face to face by proprietary means, without overlapping, using no adhesives, visible joints or fasteners.
The next step was to validate the design through prototype testing. “PCR is highly and vertically integrated, which lets prototypes flow easily from the CATIA CAD down to the shop floor for making temporary tooling, which, in turn, enables rapid assembly of a first mock-up of the construction,” Marenzi points out. “This philosophy of keeping our focus in-house, from concept ... through production, allows us to quickly prove the design and obtain customer approval.” It also gives the company the confidence to warrant the pultruded structure for 10 years and its durability for 30 years.
To pultrude the membranes and fascia, PCR pulled the fiberglass roving and mat and a nonwoven surfacing veil (designed for ultraviolet protection) through polyester resin and shaped parts in 120°C/248°F heated dies. The pulling speed was 300 mm/12 inches per minute for the largest profiles and up to 600 mm/24 inches per minute for smaller shapes. After cure, the exterior membranes are sprayed with a quartz finish and a final white-gray surface finish by online integrated spray systems. The same materials were used to manufacture separately molded parts with bidirectional curves at each end of the roof vents and curved sections of the roof vent cover that meet the membrane on the flat plane of the roof.
Schedule on time
King Roselli partner Jeremy King says construction was on time, with completion of the exteriors at the end of June. “The installation and manufacture of the pultruded panels required a lot of fine-tuning for this application in a building context,” King says, crediting cooperation between PCR and King Roselli for the success. “This was carried out during the detail drawing stage by Riccardo Roselli from the architectural point of view and by the technical office of PCR … with many 3-D simulations in CATIA. In this way, 90 percent of the problems had been resolved before going on site.”
“The advantages of this technology — until now rarely used in building — are its lightness and precision, enabling the manufacture of lengths up to 22m/72 ft of sheeting with almost invisible joints,” Roselli concludes. “Reduced costs and construction times coupled with the inherent qualities and finish of the material have proved to be decisive in achieving the desired result in this project.”






.jpg;maxWidth=300;quality=90;format=webp)





Related Content

Novel composite technology replaces welded joints in tubular structures
The Tree Composites TC-joint replaces traditional welding in jacket foundations for offshore wind turbine generator applications, advancing the world’s quest for fast, sustainable energy deployment.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
COMPINNOV TP2 project promotes use of thermoplastics in aerospace
Completed in 2023, COMPINNOV TP2 explored thermoplastic composites, enhancing the understanding between prepregs and production methods to foster the potential for French aerospace innovation.
Read More
SmartValves offer improvements over traditional vacuum bag ports
Developed to resolve tilting and close-off issues, SmartValves eliminate cutting through vacuum bags while offering reduced process time and maintenance.
Read MoreRead Next

Fiberglass architectural elements restore Ferry Building
In a city filled with memorable landmarks, perhaps the most enduring is San Francisco's Ferry Building. A recent $90 million refurbishment included fiberglass architectural elements fabricated by Kreysler & Assoc. (American Canyon, Calif., U.S.A.) Completed in 1898 as the passenger terminus for the bay's ferry
Read More
Residential construction breakthrough: Composites find a home
Composite materials get the go-ahead for an unconventional but code-compliant California house.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More