






Tree Composites’ TC-joint used in jacket foundations for wind turbine generators (WTGs) has the potential to increase foundation structure manufacturing throughput by 100% by eliminating welding, supporting efforts to reach climate goals. Photo Credit: Tree Composites
The world’s quest for sustainable energy resources means the rapid development of offshore wind power plays a significant part in the energy sector’s future. In 2021, 82 new offshore wind turbine generator (WTG) power plants were installed worldwide, contributing to more than 280 active power plants and adding 21.1 gigawatts (GW) of wind power connected to the world’s power grid. This deployment rate is reasonable but must accelerate if the world is to fight against climate change successfully.
Wind power’s desirability is not solely an environmental one. In May 2022, the European Commission released the REPowerEU plan, aiming to achieve European independence from Russian fossil fuels well before 2030. At a similar time, the Esbjerg Declaration by the North Sea nations of Denmark, Netherlands, Belgium and Germany pledged to increasingly replace fossil fuels, including Russian oil, coal and gas, with European renewable energy from the North Sea, including offshore wind and green hydrogen, contributing to EU climate neutrality and energy security.



The declaration sets ambitious combined targets for offshore wind of at least 65 GW by 2030 and aims to more than double that total capacity of offshore wind to at least 150 GW by 2050, delivering more than half of the power needed to reach EU climate neutrality, according to the European Commission’s Strategy on Offshore Renewable Energy.
In 2022 we saw the U.K. government increase its offshore wind target from 10 GW to 50 GW by 2030, and the U.S. announce a 28.6% increase in offshore wind procurement targets at the state level to nearly 50 GW by the same time. This increases the predicted global outlook for offshore wind to around 380 GW by 2030, requiring about 70 GW of installations per year for the remainder of the decade, compared to the current yearly rate of about 20 GW.
As the size of the offshore industry increases, WTG manufacturers are concentrating on a sustainable approach to expansion by reducing resource-intensive manufacturing and installation, and decarbonizing the hard-to-abate, pre-operational emissions before WTGs generate their first watt of carbon-free energy.
Tree Composites, a Delft, Netherlands-based composite joint designer and manufacturer, has developed a GFRP composite joint to connect steel tube members together in WTG foundation structures, replacing resource-heavy welding, significantly reducing pre-operational emissions and increasing foundation structure manufacturing throughput by as much as 100%. Tree Composites’ invention aims to assist the WTG industry in reaching the required installation rate to meet the world’s green energy goals.
Foundational design challenges
Foundations in the form of monopiles, jackets or floating foundations support offshore WTGs, depending on the water depth. The locations where monopile foundations are used, however, are less desirable because deeper waters typically see more optimal conditions for producing wind power. Monopiles are economically appropriate for waters up to 40 meters deep, after which a lattice-type arrangement called a jacket foundation is the support structure of choice. Most offshore WTGs positioned in waters 40 to 80 meters deep use jacket foundations; this depth is where much of the WTG industry’s investment is going.
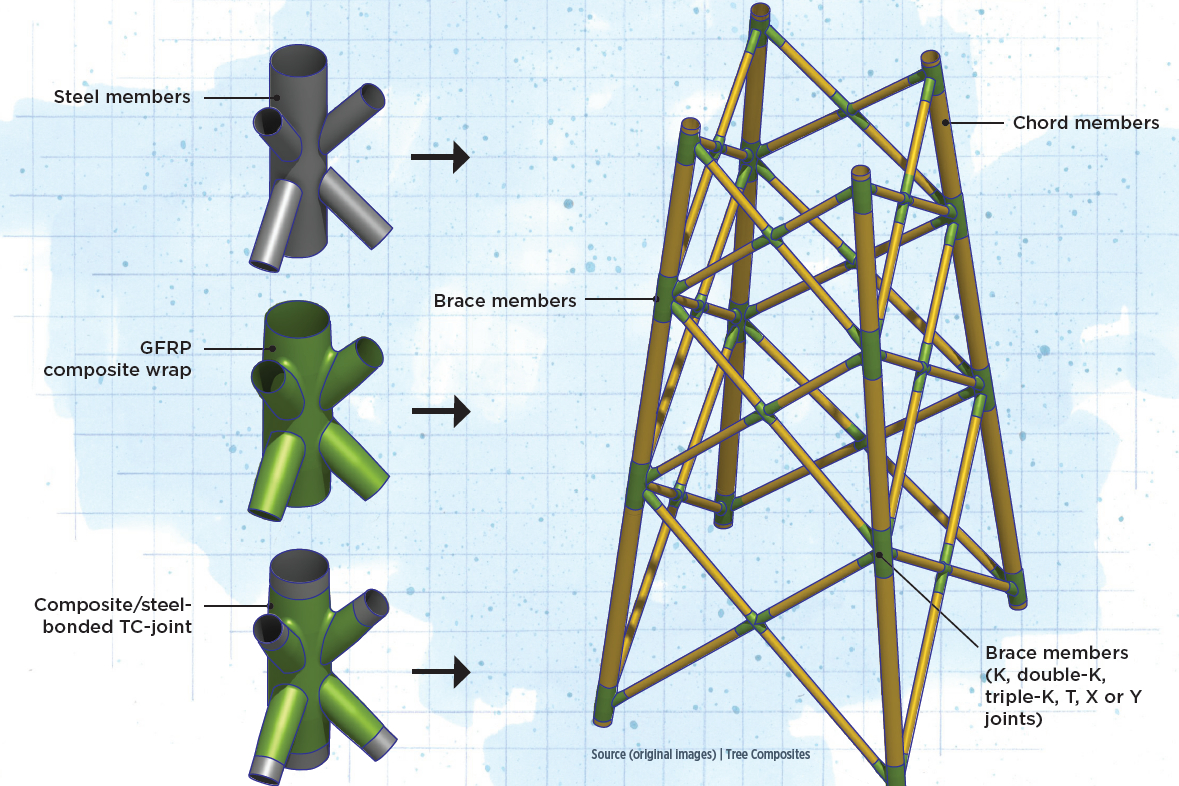
Jacket foundations are typically made up of circular cross-section, hollow steel tubes. The structure’s legs, known as chord members, are supported by welded brace members to form the lattice structure. Each steel tube is typically around 1.5-2 meters in diameter with a wall thickness between 50 to 80 millimeters. The chord members connect to the brace members at what is known as K, double-K, triple-K, T, X or Y joints, with the letter denoting the shape of the joint.
The chord members are usually attached to the seabed using piles to secure the structure. The primary load applied to the jacket foundation is an overturning moment due to the resulting applied wind forces about the points of contact with the seabed. The overturning moment is calculated as the moment generated by the horizontal loads with respect to the most extreme corners of the base. The reaction to wind translates to vertical loads on the chords and angular stress at the brace member joints. As such, they must be sufficiently strong to cope. The wind loads are also cyclic so they cause oscillating fatigue in some of the structure's tubes and joints.
Additionally, as the turbine rotates, the blades create a pressure wave behind them, which can cause resonance excitations in the tower and foundation if they fall in the structure's natural frequency window. If the pressure wave frequency were to match the WTG structure's resonant frequency, the system could respond at greater amplitude, causing violent swaying motions and potentially catastrophic failure. As such, the structures must be designed to avoid resonance from any load type, including waves, wind and the blade passing frequency.
Not only are jacket foundation manufacturers investing in new designs to overcome these challenges and increase the deployment rate of WTGs, but they are also developing larger turbine supports for higher powered WTGs because the existing capacity is undersized to meet the target implementation requirements.
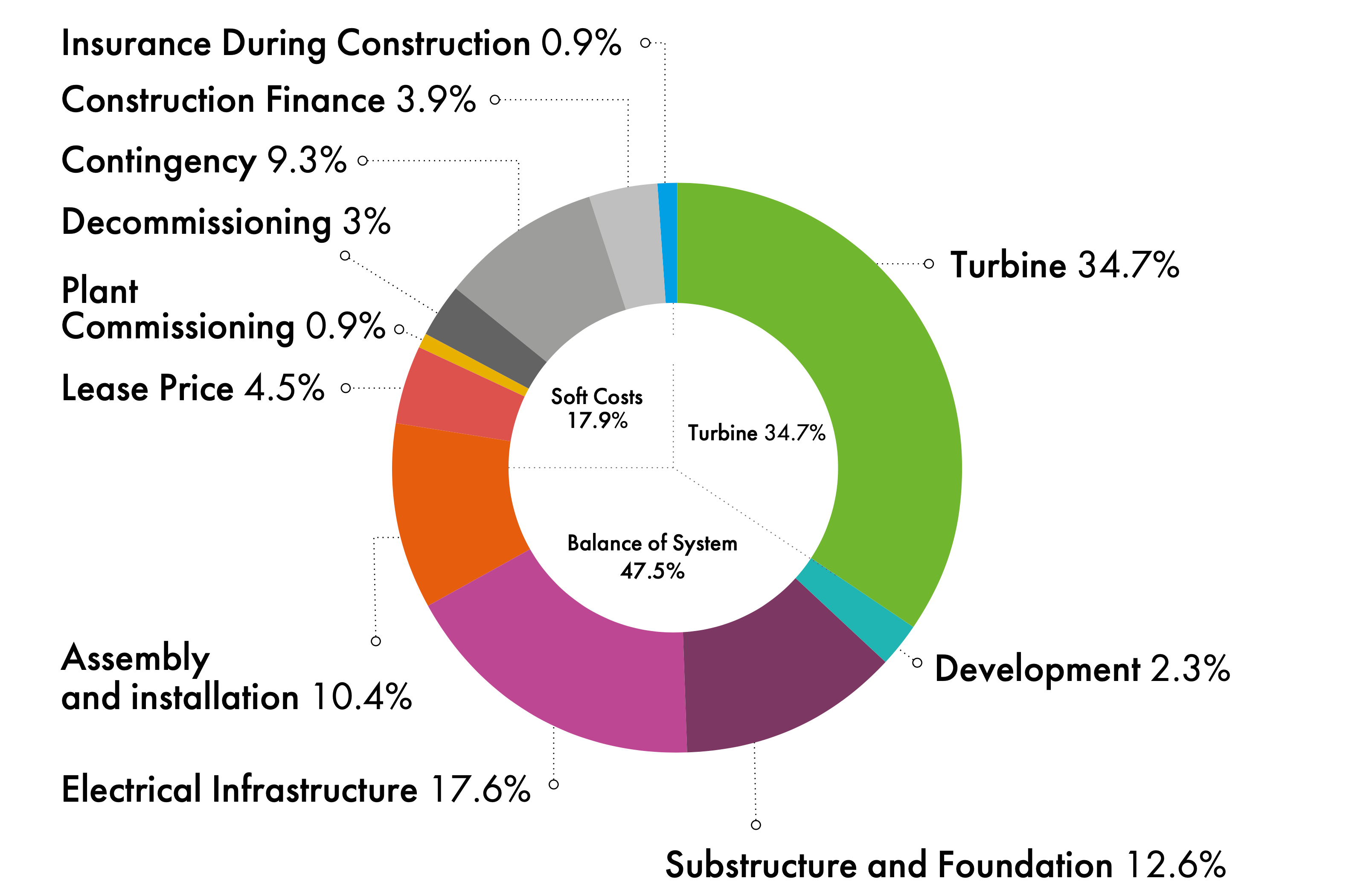
According to the Global Wind Energy Council’s 2022 Wind Report, the substructure and foundation cost of WTGs amounts to 12.6% of its overall cost. Photo Credit: Global Wind Energy Council
Manufacture of the complex joints at the braces and chords intersection is one of the most important challenges to upscaling the WTG industry, particularly regarding the human power required to weld the joints together. The complex member joints are critical to the structure’s performance; the joint angles can be as tight as 30° and are normally hand-welded by skilled fabricators in slow and costly production processes.
The welds at the joints create stress-concentration areas in the structure, seeing as much as 40 times more local stress than the unwelded sections, which reduces the joint’s fatigue life by as much as five-fold. As such, to combat fatigue, wall thicknesses at the locations of these complex welds need to be increased dramatically to deal with the increased stresses during its lifetime. While welding for offshore jacket foundation applications is well understood, alternatives to welding are desirable.
Composite alternative
In 2016, Marko Pavlovic, an assistant professor of Steel and Composite Structures at Technische Universiteit Delft (TU Delft, Netherlands), came up with an idea for a composite jacket foundation joint after being inspired by a 300-year-old tree near his hometown; the tree was saved by the local community by supporting it with a steel tube structure. The supported tree grew over and around the tubes over time, creating a structural connection. As a result, the tree was able to react to the loads it was subjected to, growing additional fibers only where needed.
Using this concept, Pavlovic devised a prefabricated composite joint shaped to the K, double-K, triple-K, T, X and Y joints of an offshore jacket foundation to provide a load path-optimized connection between the steel tube members, ridding the structure of resource-intense and failure-prone welding. The composite joint structure would be created by a composite wrap to produce a sufficiently large bonding surface, carrying the stress in a weight- and material-volume-efficient way and thus reducing the extreme loads at the member interface.
In partnership with Dr. Maxim Segeren, a TU Delft alumnus who studied connections for offshore wind turbines, the first prototype composite jacket foundation joint sleeve came to fruition in 2017, constructed at Versteden B.V. (Bergen op Zoom, Netherlands).
Optimizing WTG construction
The prototype composite joint was created by hand layup of glass fiber-reinforced plastic (GFRP), specially selected for offshore applications, consolidated with a thermoset resin. The composite joint length, number of UD layers and their orientation custom fabricated to each joint’s load requirements.
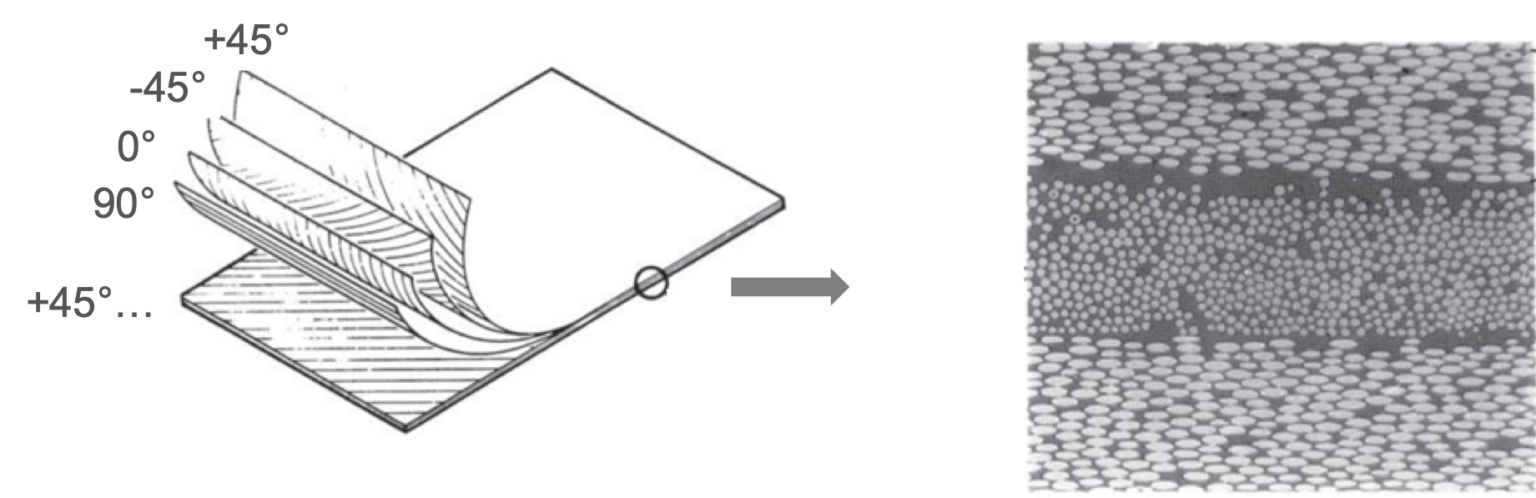
An example of the layers of UD glass fiber as consolidated for a composite jacket foundation joint. The number of UD layers and their orientation are custom fabricated to each foundation joint’s load requirements. Photo Credit: Tree Composites
The structure was consolidated at ambient temperature via an exothermic reaction rather than under autoclave conditions. No vacuum bag was used during the consolidation though the fabrication takes place in a climate-controlled plant to prevent moisture intrusion and provide quality control.
The load path-optimized shape increases in thickness toward the root of the joint, reducing the stress concentration at the member interface to facilitate the highest possible fatigue strength. “The design of the composite joint means the fatigue resistance is substantially improved thanks to the composite’s high durability and flexibility, circumventing stress concentrations, residual stresses, embrittlement and notch effects common to welding,” Dr. Segeren notes. “By appointing the composite joint and bonded interface, there is no need for overdesigned global thicknesses of the tubes; the entire steel structure can be designed respecting static loads resulting in substantial reductions in wall thicknesses.”
“As the steel in a jacket foundation structure accounts for 70-80% of the WTG’s total production carbon footprint, the composite joint can reduce the amount of steel because the fatigue limit of the complex welds and thickness transitions no longer drives the thickness of steel tubes,” Dr. Segeren continues. “The composite joint will reduce the amount of steel needed by up to 60%; this reduces the carbon footprint of jacket foundations by 30-50%.”
In addition, Dr. Segeren notes, “The more heavily loaded the structure, the more steel we can reduce, and the amount of steel material weight saved correlates to the amount of pre-operational CO2 saved in implementing the WTG, thanks to fewer resources required in manufacturing, transport, assembly and building.”
Robust testing
More than 100 tests have been carried out on the composite jacket foundation joint at TU Delft to optimize its design. As it is to operate offshore, it needed to be qualified for the environmental conditions including interaction with the wind, water, air and at the surface, where air and water interface.
“Waves cause cyclic load, wind generates a consistent force causing creep stress and the water can be corrosive depending on its salt levels and pH,” Dr. Segeren explains. “Sunlight also causes radiation and UV exposure stress on the composite.”
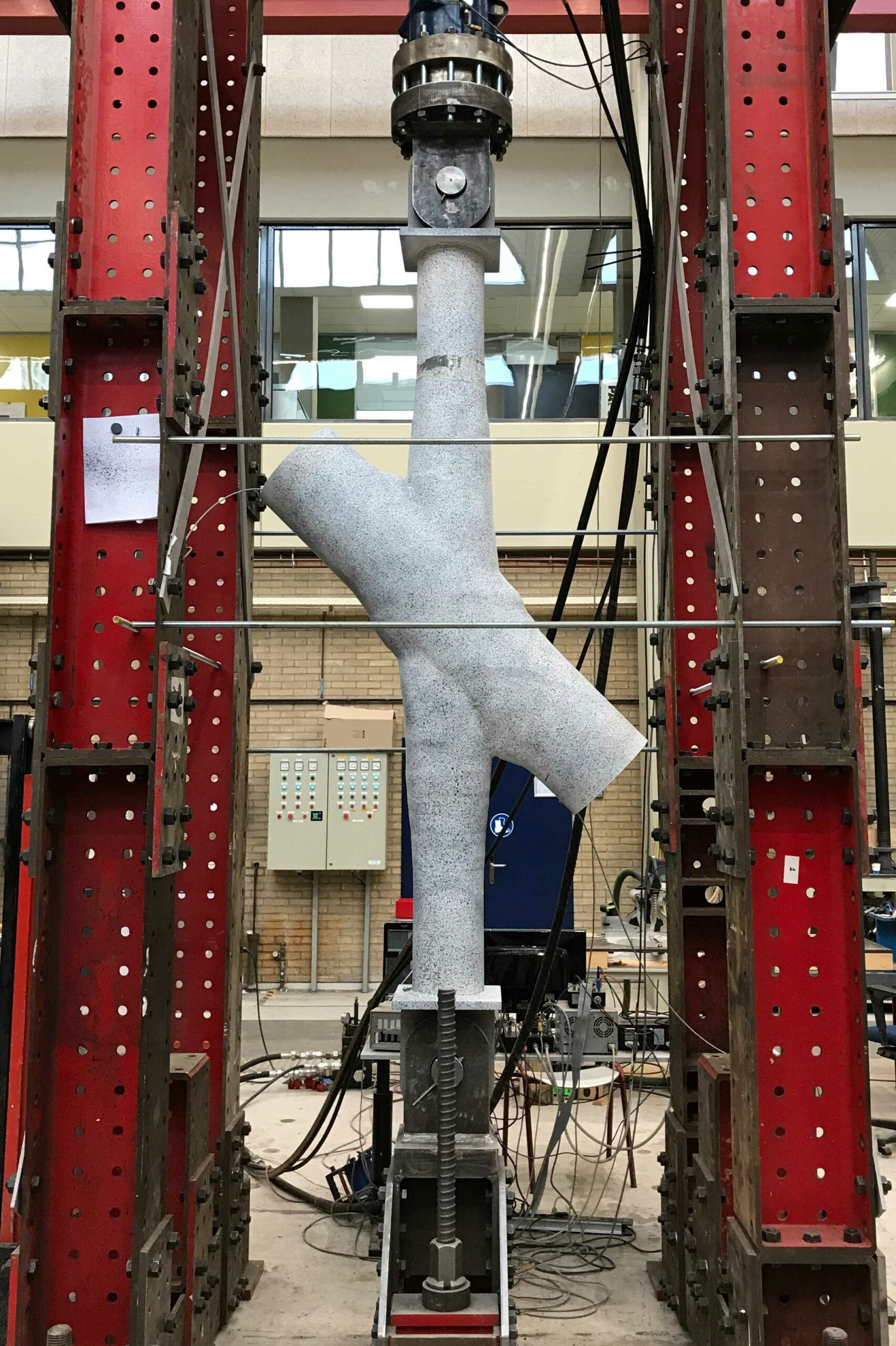
Jacket foundation composite joint during mechanical testing. The speckled appearance is a random paint pattern applied to enable digital image correlation (DIC), an imaging technique used to capture a complete strain field during testing. Photo Credit: Tree Composites
The testing period proved that the composite joint successfully managed the jacket foundation joint loads and even outperformed the fatigue performance of unwelded jacket foundation steel tube members, remaining stable well after the steel failed.
After successful testing to quantify the characteristics of the composite joint in offshore conditions, Segeren, together with P. Bogers and E. Simons of Versteden B.V. founded Tree Composites in 2020 to bring the composite joint, which they call the TC-joint, to market. At the end of 2020, the certification body, Det Norske Veritas (Høvik, Norway), provided a statement of feasibility for the TC-joint, giving Tree Composites the initial step to certification for this new technology.
Partnerships with Shell Global Industries (Hague, Netherlands) and Siemens Gamesa (Hague) for offshore wind turbines together with engineering company Enersea (Schiedam, Netherlands), as well as two jacket foundation manufacturers, HSM Offshore (Schiedam, Netherlands) and Smulders (Arendonk, Belgium), are providing a path for the use of TC-joint in future WTG projects.
Tree Composites now has two partners in manufacturing yards for TC-joint structures, one in the Netherlands and one in Belgium, and works in partnership with resin suppliers AOC Nederland (Zwolle, Netherlands) and Büfa (Rastede, Germany).
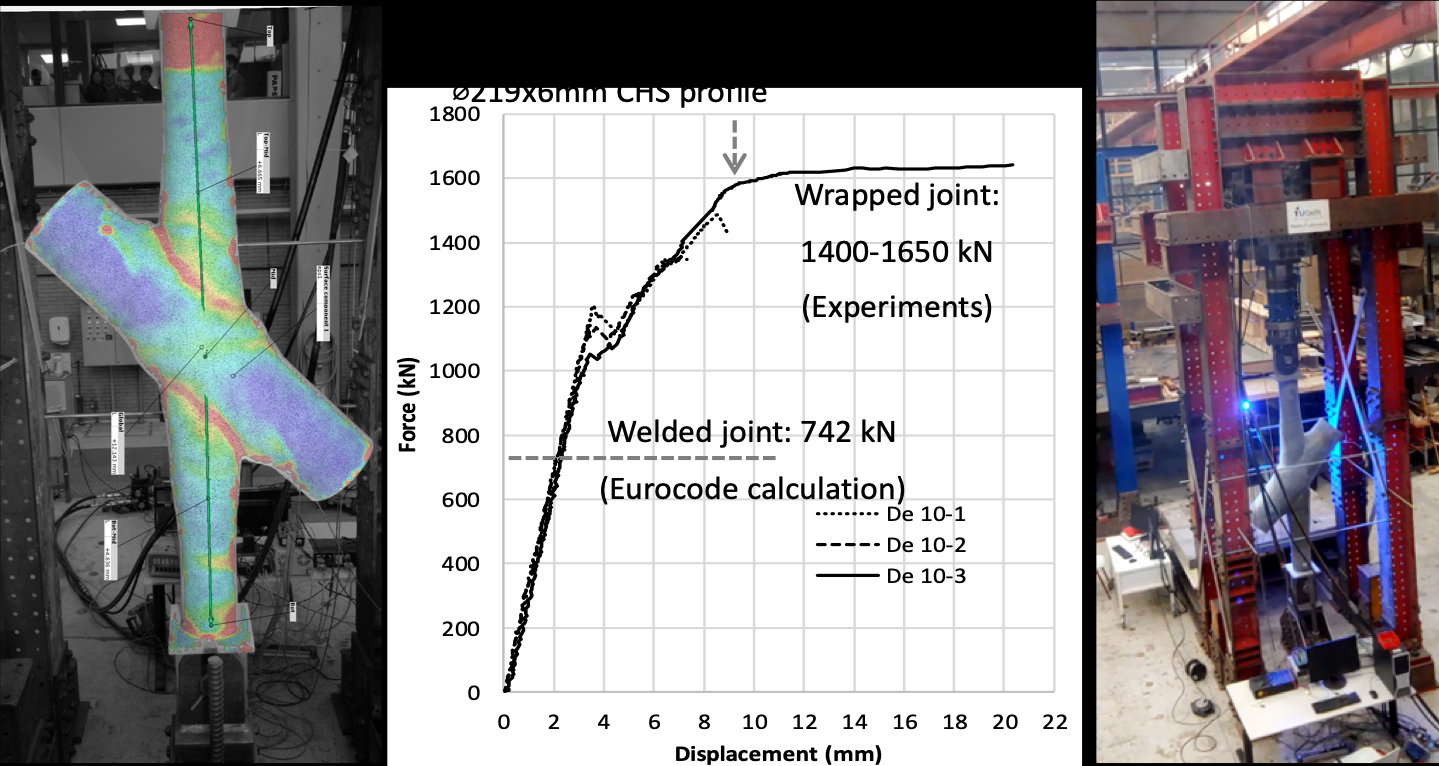
During mechanical load tests, the composite jacket foundation joint not only outperformed welded jacket foundation joints, but even the unwelded steel members that make up the main structure. Photo Credit: Tree Composites
Value to offshore wind
“The principle added value of the Tree Composites jacket foundation TC-joint for WTGs is a potential 100% throughput increase of jacket foundation structure manufacturing compared to the time-consuming welding operation,” Segeren says. “We [the wind turbine manufacturing industry] need to install two to three turbines per day moving forward in order to reach our zero emissions and climate goals for 2050.”
“However, using conventional technology, today we only install one offshore turbine every three to five days,” he continues. “I want to affect the energy transition positively, and our technology is vital in increasing the production rate needed to reach Europe’s renewable energy targets by 2030 and beyond. The technology will be fully certified, and it takes time to gain adoption and prove reliability over risk. It costs $3-4 billion to build a 1-GW offshore wind turbine farm and Tree Composites can decrease lease timing and increase production capacity that could lead to more cost-effective jacket structures.”
The company has worked to advance its TC-joint technology to TRL 5 and is working on pilot projects aiming for TRL 6 in early 2023. The Tree Composites TC-joint remains under development, including an investigation into more sustainable resin solutions.








Related Content

COMPINNOV TP2 project promotes use of thermoplastics in aerospace
Completed in 2023, COMPINNOV TP2 explored thermoplastic composites, enhancing the understanding between prepregs and production methods to foster the potential for French aerospace innovation.
Read More
Bladder-assisted compression molding derivative produces complex, autoclave-quality automotive parts
HP Composites’ AirPower technology enables high-rate CFRP roof production with 50% energy savings for the Maserati MC20.
Read More
MFFD thermoplastic floor beams — OOA consolidation for next-gen TPC aerostructures
GKN Fokker and Mikrosam develop AFP for the Multifunctional Fuselage Demonstrator’s floor beams and OOA consolidation of 6-meter spars for TPC rudders, elevators and tails.
Read More
Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read MoreRead Next

Composites protect subsea cables for offshore wind power
Balmoral uses FRP to improve installation, performance and service life while reducing cable failures in rough seas.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More