
Mold 3D printing helps automate composite bathtub, shower production
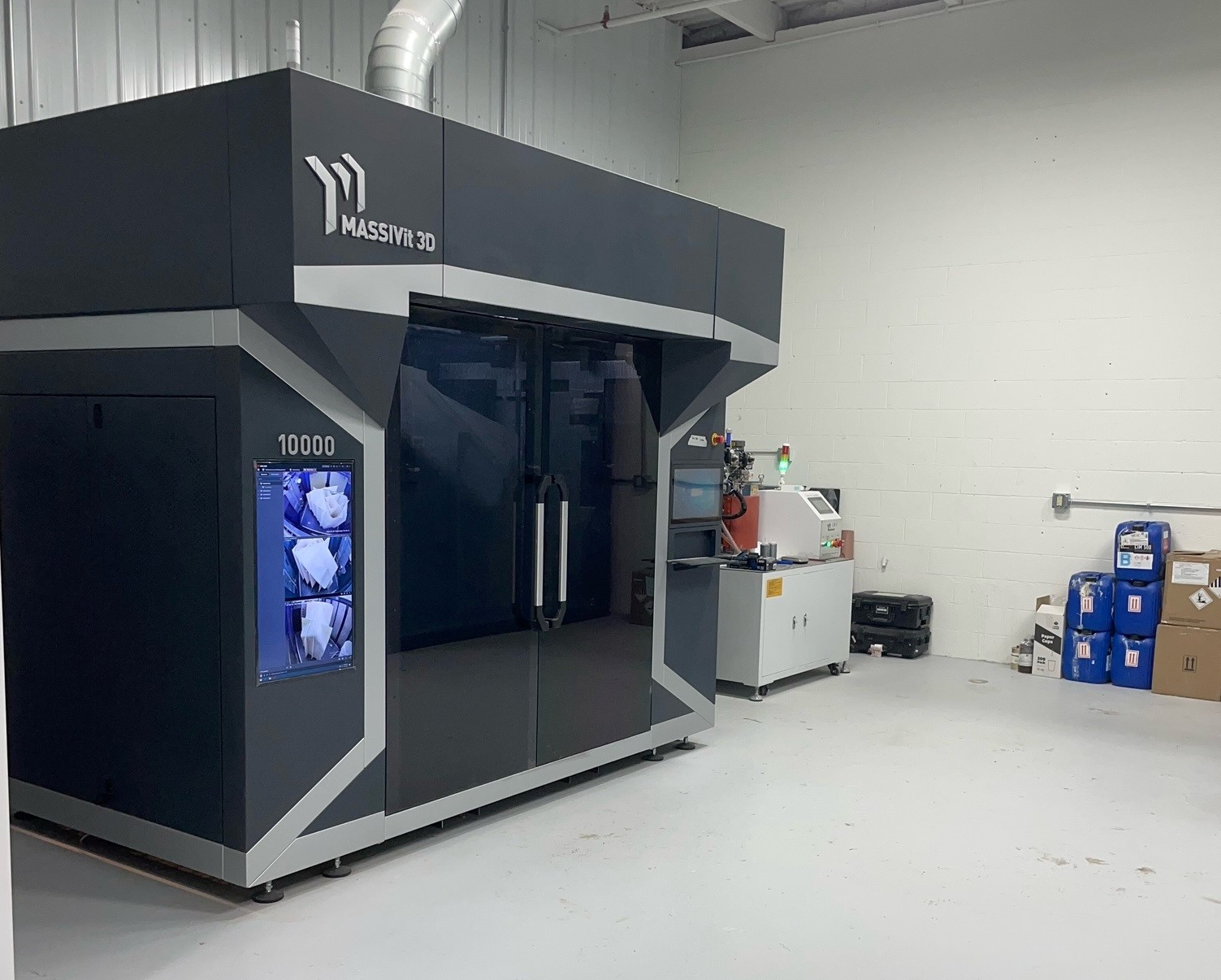
As part of its efforts to automate as much of its production process as it can, Lyons Industries acquired a Massivit 10000 additive manufacturing system to quickly produce high-performance molds and support fixtures.
.jpg;width=70;height=70;mode=crop;format=webp)





Aiming to combat labor shortages, Lyons Industries has been gradually installing automated processes to replace the traditionally labor-intensive spray-up process for its fiberglass composite bathtubs and showers. Photo credit: Lyons Industries (top image), Massivit (bottom image)
Lyons Industries Inc. (Dowagiac, Mich., U.S.) is a family-owned manufacturer of fiberglass composite bathtubs and showers that has been in business for more than 50 years. Lance Lyons, the company’s president, says that more than 1,000 pieces are produced per day at the 135,000-square-foot facility.
The manufacture of these bathtubs and showers is a vacuum forming and spray-up process. First, a sheet of acrylic plastic is heated in an oven and then stretched over an epoxy female mold for the specific product being produced. The mold is loaded into the vacuum former, and vacuum is pulled, causing the plastic to form onto the mold’s shape. After cooling, these plastic parts — called shells — are loaded onto a support fixture and moved into a spray booth, where they are sprayed with chopped fiberglass and resin. Parts are then cured in a large industrial oven — Lyons calls this a “heat tunnel” — and cooled, trimmed and packaged.



Traditionally, much of this work is manual, but Lyons explains that over the past several years, the company has been slowly increasing its reliance on automation to combat labor shortages while at the same time increasing the quality and consistency of the final product. This has included a semi-automated cart moving system and robotic loaders to transfer parts from station to station, two fiberglass spraying robots, robotic waterjet cutters and a Massivit (Lod, Israel) 10000 industrial 3D printer for additively manufacturing molds and support fixtures.
Lyons says that creating tooling and support fixtures is one of the longest and most labor-intensive parts of the process, so the company began investigating 3D printing systems to directly print high-quality molds and support fixtures.
The Massivit 3D printing system installed at Lyons Industries’ partner Prestige Tooling in Elkhart, Ind., U.S. The two companies work together to design and manufacture molds and support mixtures using the Massivit system. Photo Credit: Lyons Industries
Lyons Industries ultimately decided to acquire a Massivit 10000 system, which operates via a four-step process. First, based on an initial CAD design, the mold or fixture is printed using two printheads: the first printhead deposits a water-breakable thermoset polymer to create a sacrificial shell layer on the outside, and a second printhead prints the actual mold with a high-performance epoxy called CIM 500 inside the shell. This material offers a consistent and low coefficient of thermal expansion (CTE) at high temperatures and results in a truly isotropic mold. Second, the overall printed structure is cured in an oven. Third, the structure is immersed in a tub of plain water, where the outer shell breaks off. Finally, the resulting mold can be finished and ready for use.
It was decided that this system would be located at partner company Prestige Tooling’s (Elkhart, Ind., U.S.) facility, which has built molds for Lyons Industries for many years. Lyons adds that automation is not a simple, one-time investment. “You can’t just install a 3D printer, robots or saws. You need to also upgrade electrical systems, infrastructure, computers and software. It’s a process.”
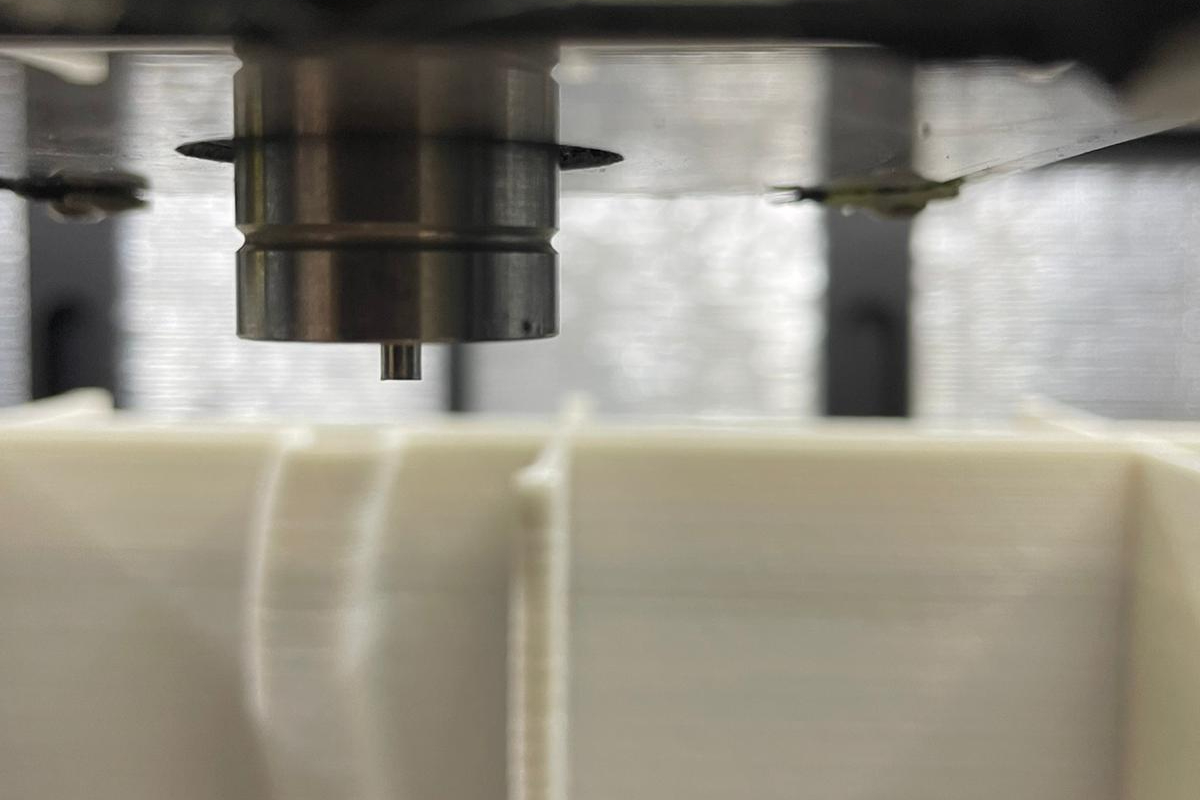
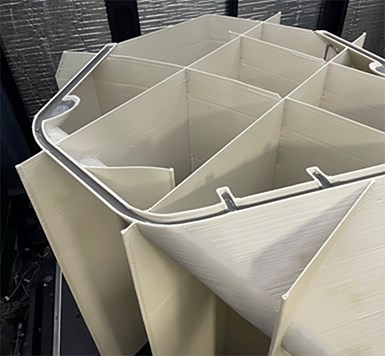
The Massivit system prints the mold in two layers: an outer, sacrificial layer in a thermoset polymer that acts as a supportive layer during printing and will break off when submerged in water, and the inner mold made with a high-performance epoxy. The pictured support fixture is for manufacturing a 60 × 32 × 19-inch bathtub. Photo Credit: Lyons Industries (upper image), Massivit (lower image)
Once everything was in place, the Massivit system was installed at Prestige in fall 2022 and began operation by the end of the year. Lyons explains, “We’ve taken the crawl, walk, run approach. We started with support fixtures for our shower bases, which are 4-5 feet long, 2-3 feet wide, but only about an inch or two thick. Once we figured that out, we started working on our first bathtub support fixtures, which are also about 5 feet long and about 2 feet wide, but almost 16 inches deep.”
These relatively small fixtures could be printed in one piece, but moving on to larger and more complex parts like bathtub molds requires printing in two pieces. “The beauty of being able to print the way [Massivit does] is it’s like actually printing interlocking puzzle pieces together,” Lyons notes. “And then there’s some sanding and finish work involved, but nothing like the old process. We’ve been refining the process and making bigger and bigger parts.”
He adds, “It’s an obvious solution for moldmaking, because instead of making a pattern and then casting the mold off that pattern, you just go straight to making the mold or support fixture for production.” The digitization of the 3D printing process also helps to ensure consistent quality.
“What would have taken us about 16 weeks we can do in 3-4 weeks now, with a fraction of the manpower,” Lyons says. “We’re able to make a better product faster for our customers, and it’s an easier process for our employees.”

.jpg;maxWidth=300;quality=90;format=webp)






Related Content

TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Jeep all-composite roof receivers achieve steel performance at low mass
Ultrashort carbon fiber/PPA replaces steel on rooftop brackets to hold Jeep soft tops, hardtops.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
Manufacturing the MFFD thermoplastic composite fuselage
Demonstrator’s upper, lower shells and assembly prove materials and new processes for lighter, cheaper and more sustainable high-rate future aircraft.
Read MoreRead Next

ORNL conducts sustainability analysis of 3D-printed composite molds
A comprehensive lifecycle, cost and carbon emissions study on carbon fiber molds, produced for New York’s concrete Domino building, cites economic benefits over wood alternatives.
Read More
Large-format 3D printing enables toolless, rapid production for AUVs
Dive Technologies started by 3D printing prototypes of its composite autonomous underwater vehicles, but AM became the solution for customizable, toolless production.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More