
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.





All-thermoplastic composite fan cowl pathfinder. Collins Aerospace is developing a fan cowl (white, topmost structure at left) as a pathfinder part to advance its thermoplastic composite structures roadmap, including automated fiber placement (AFP) of large, curved skins (top right) and fusion joining of stamped hat stiffener sections (bottom right) which will be welded into an integrated structure. Photo Credit, all images: Collins Aerospace
Collins Aerospace (Charlotte, N.C., U.S.) is one of the world’s largest suppliers to the aerospace and defense industries. It was formed in 2018, when United Technologies Corp. (UTC) acquired Rockwell Collins, merging it with its own aerospace and defense business, UTC Aerospace Systems. Collins later became an entity of what is now known as RTX after the successful merger of UTC and the Raytheon Company. Today, Collins Aerospace is one of three RTX subsidiaries (along with Raytheon and Pratt & Whitney) and is comprised of six strategic business units — Advanced Structures, Avionics, Connected Aviation Solutions, Interiors, Missions Systems, and Power & Controls.
Aerostructures, a portfolio within Collins’ Advanced Structures unit, has more than 6,000 employees across 15 sites worldwide and specializes in aeroengine nacelles, thermoplastic composites and pylons. Collins has supplied more than 40,000 nacelles for ≈35 commercial and military programs. This includes nearly 20,000 nacelles for Airbus alone, and its nacelle for Pratt & Whitney’s GTF engine is currently being flight tested on the Airbus A321XLR which is set to enter service in 2024.



Nacelles also embody the long history Collins Aerospace has in composites and in its Riverside, Calif., U.S. facility, which was opened in 1952 by Rohr Aircraft (Chula Vista, Calif., U.S.), a longtime leader in nacelles, thrust reversers and pylons. Now, the Riverside site is home to a new pilot production line for thermoplastic composite (TPC) aerostructures and is one of two facilities working together to produce an all-TPC, 2-meter-diameter fan cowl for a narrowbody aircraft engine nacelle as a pathfinder project.
The second facility, which Collins Aerospace acquired in 2021, was previously Dutch Thermoplastic Components (DTC, Almere, Netherlands). Founded in 1998 by David Manten, this site manufactures more than 2,000 unique part numbers — including ribs, shear webs, intercostals, stiffeners, clips and cleats — for 12 different large passenger aircraft and business jets. “We have 20-plus years as a manufacturer of small, structural thermoplastic composite parts and have produced 1.5 million press formed parts,” says Manten, general manager of thermoplastic composites at Collins Aerospace. “But even before the acquisition, we were already starting to develop larger parts with variable thickness and more complex shapes.”
This nacelle pathfinder part is a global Collins Aerospace TPC team development, notes Dan Ursenbach, chief engineer, thermoplastic composites, at Collins Aerospace. “We make a large skin using AFP [automated fiber placement], stamp form hat stiffeners and then weld these components together. And all of that is supported by knowledge-based digital tools, aiming for TRL [technology readiness level] 6 in the next 2 years.”
This sounds straightforward, but Michel van Tooren, senior technical fellow of composites at Collins Aerospace, explains the actual complexity. “We have had to work on so many aspects of the process and how to make it work for industrial production — how to AFP large, curved skins with integrated lightning strike protection [LSP] and out-of-autoclave [OOA] consolidation, and how to induction weld stamped stiffeners to that,” he says.
Although the challenges have been large, so are the growing achievements. “You see many large TPC static demonstrators, especially in Europe,” says Van Tooren, “but nothing is flying yet. This will be the largest TPC part made with AFP to actually fly.” Indeed, certification of this nacelle will be one of the final achievements for this pathfinder, but just the beginning for TPC technologies at Collins.
Why TPC?
“The main reason for thermoplastics is the opportunity for manufacturing automation and getting significant cycle time out of every process,” says Manten. “At the same time, we can achieve weight savings by eliminating fasteners. Weight savings and rate increase are the two main drivers. We are lining up to be ready for the next generation of aircraft, which we expect to be built with more composites and in large numbers. Our composite technologies must be able to meet those rates, and that’s what thermoplastic composites enable.”
Ursenbach referred to a Boeing study that showed the ability to reduce cycle time from 400 minutes for a thermoset composite wing rib using automated cutting and kitting, hand layup and autoclave cure, to 45 minutes for a TPC part using stamp forming. Manufacturing is further improved by eliminating freezer storage and thawing for materials (required for thermoset prepregs) as well as autoclave cure, which is energy- and time-intensive.
“Our first step into a continuous fiber TPC production part was the longeron for the A320 nacelle,” says Ursenbach. “It’s a part we were already making using hand layup and autoclave cure. In 2018, we started talking to TPC companies, including DTC, about viability of this as a TPC part. The projected benefits were significant, so we began working with DTC to produce the longeron as a press formed TPC part. And as we started looking at other parts in the nacelle, it became very apparent that this was the way to go. We were also getting a lot of encouragement from our customer base, who were looking forward to next-generation aircraft and production rates of 75-plus single-aisle commercial aircraft per month.”
Why a nacelle pathfinder?
“Collins Aerostructures has always been at the forefront of composites development,” says Christian Soria, associate director of engineering and strategic initiatives for Advanced Structures at Collins Aerospace. “When we decided that we were going to start developing TPC, we wanted to make sure we covered the full field of technologies and capabilities that we would need to ultimately apply to our products across the board. As a team, we defined the key elements that would enable us to produce and manufacture large, complex assemblies, like nacelle components, and that resulted in a roadmap of different technologies.”
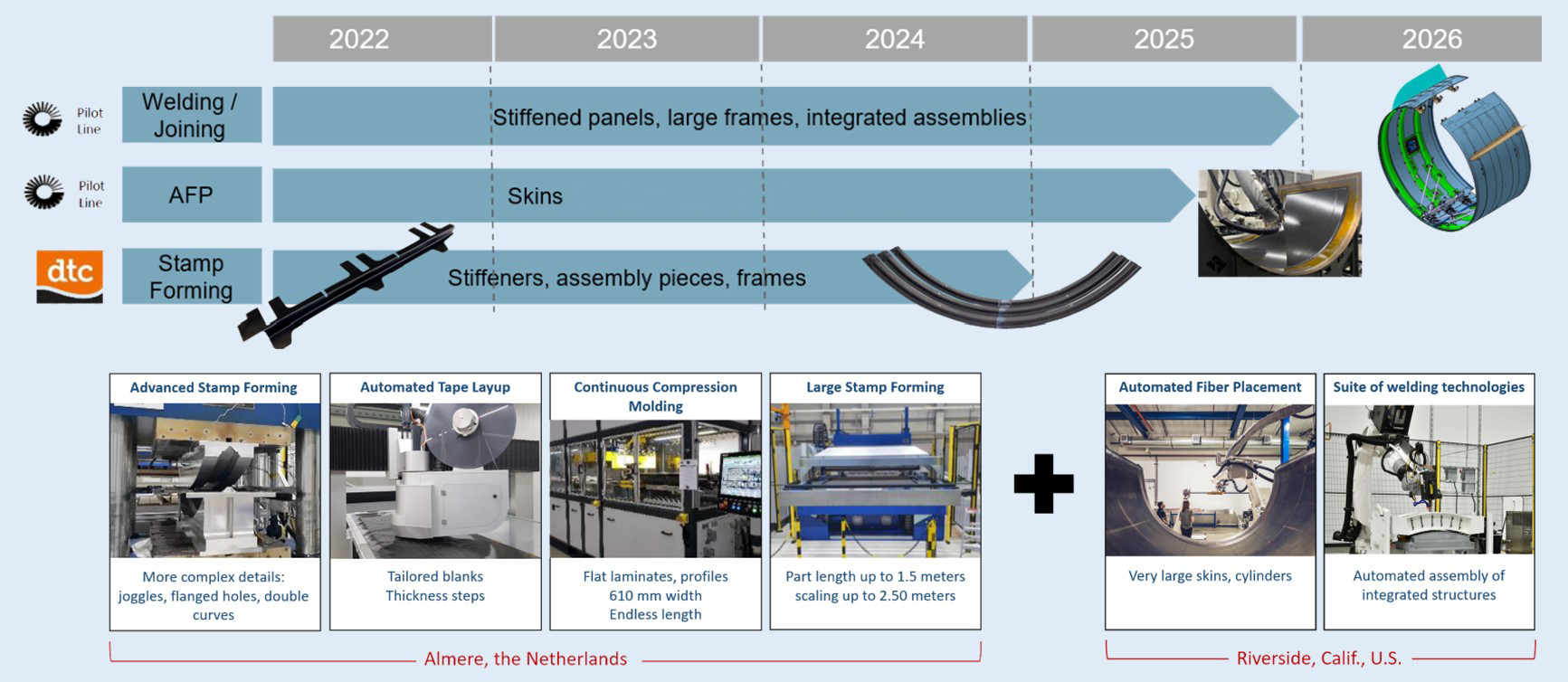
Figure 1. Roadmap for thermoplastic composites (TPC) development. Collins Aerospace acquired Dutch Thermoplastic Components (DTC) in 2021 and has installed a pilot TPC production line at its nacelle manufacturing facility in Riverside, Calif., U.S. These complementary sites are cross-trained in the various roadmap technologies to leverage expertise and grow as a single global team.
“We selected the fan cowl as our pathfinder because it could drive most of the key TPC processes in one product,” adds Ursenbach. “We would need to develop stamp forming, joining stamp formed parts into larger stiffeners and also large skins that move beyond stamp forming into AFP as well as continuous, longer welds of these larger stiffeners to AFP skins. A fan cowl involves all the elements required for manufacturing most types of commercial aerostructures but is simple enough to be achievable within a reasonable timeframe. It’s also a part that we can get onto an aircraft, flight test and implement on a real product to get in-service feedback.” Certification is a key element of this technology development, he adds, “but that isn’t well defined yet in the industry because not a lot of welded TPC structures have gone through the certification path.”
DTC, pilot line in Riverside, TRL targets
As Collins defined its TPC technology roadmap (Fig. 1), it surveyed the industry to see what other companies were doing. “We realized players like DTC were already experts,” says Soria. “We could try to organically grow that same capability, or we could acquire someone like DTC and bring them into our team to help in the areas where the industry wasn’t as advanced yet. And so that’s what we did. We are working our way through our roadmap and maturing those technologies.” He notes the pilot line in Riverside emphasizes the technology blocks that DTC wasn’t as focused on, “but we’re also cross-training between the sites so that we can leverage learning back and forth and grow as one thermoplastic composites team.” In Almere, Collins is also expanding advanced stamp forming and welding capabilities.
“We don’t want to be biased toward a particular process,” says Ursenbach, “but instead be able to design TPC parts the way they need to be made. And to do that, we need to have all the processes under one roof. This allows us to optimize each step and helps our engineers understand the flow. We’ve had 40 years to iterate and optimize how a thermoset composite part comes together. We wanted to accelerate that as much as possible with TPC parts.”
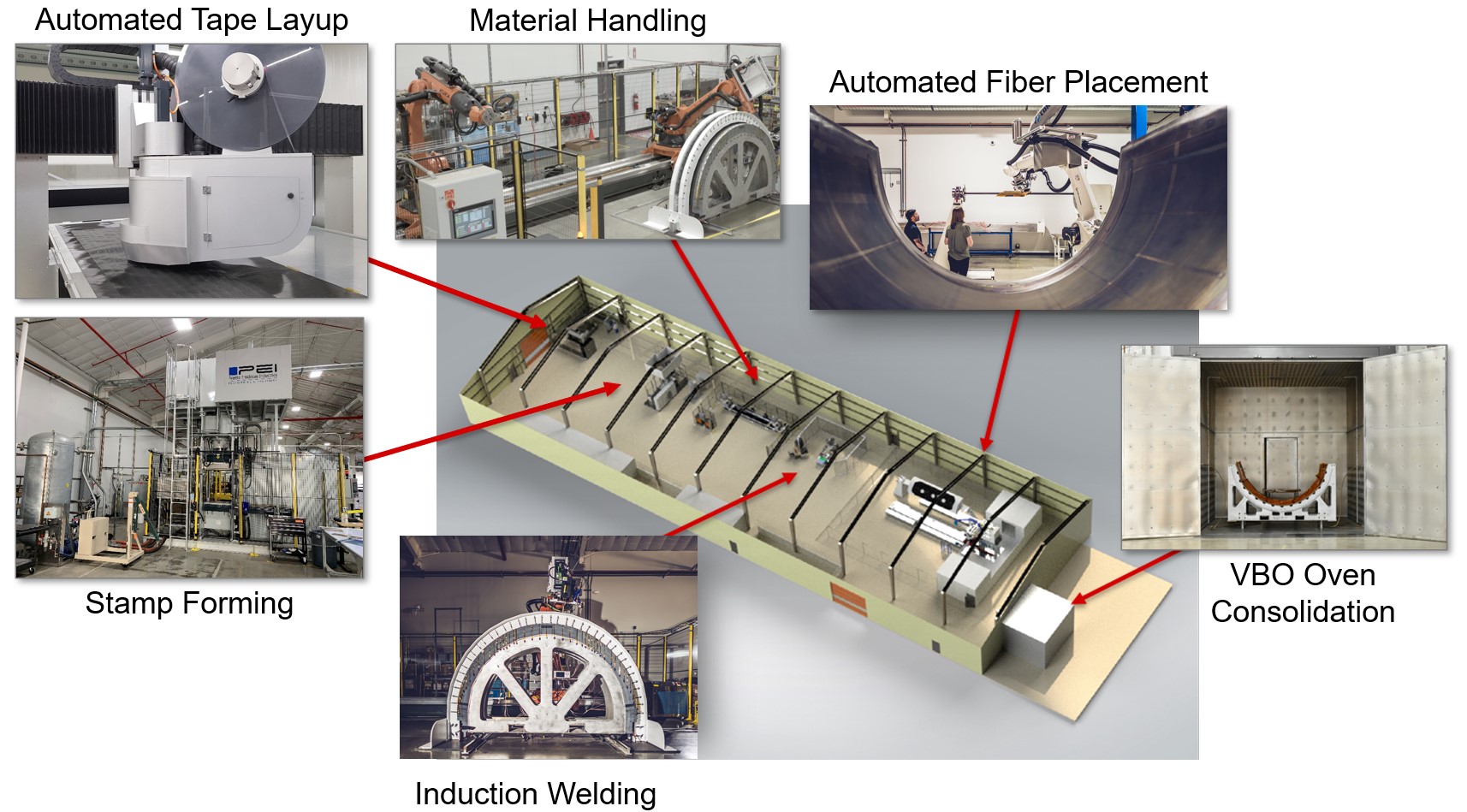
Figure 2. Pilot production line. The TPC pilot production line in Riverside includes the full process chain demonstrated in the fan cowl pathfinder part, from ATL blanks for hat stiffener sections to induction welding of fusion joined stiffeners to skins.
Soria notes the pilot line has been built into Riverside’s facility where current commercial parts are manufactured every day (Fig. 2). “We wanted to make sure that as we were developing these technologies, we were also proving they could be industrialized, not just work in a lab setting,” he says. The equipment in the pilot line is capable of low-rate commercial production. Currently, the line includes a Boikon (Leek, Netherlands) FALKO high-rate (up to 450 square meters/hour) automated tape laying (ATL) cell to produce tailored blanks and near-net shapes for stamping, a Pinette Emidecau Industries (PEI, Chalon Sur Saone, France) 245 metric ton press for stamp forming, a Coriolis Composites (Quéven, France) C1 AFP cell for large layups, a large oven for OOA consolidation from Wisconsin Oven (East Troy, Wis., U.S.), twin KUKA (Augsburg, Germany) robots for automated material and parts handling and an induction welding cell developed in-house benefiting from Van Tooren’s many years of experience with the technology.
As shown in Fig. 1, Collins is maturing the roadmap technologies simultaneously, but some have already attained a higher TRL. “Press forming of smaller, simpler parts is completely mature and industrialized,” says Manten, “but complex and larger parts with thickness variation is still being optimized. For a large skin made with AFP and for welding, we are between TRL 4 and 6. For completed welded assemblies, we’re looking at TRL 6 in 2026.”
Pathfinder part design, process chain
One of the first issues was converting a thermoset composite part to TPC. “Our design engineering team looked at how to take advantage of TPC manufacturing processes,” says Soria. “There’s a learning curve there that we’re still going through because the processes open up a different design space, and the engineers have to think about a different tool set for designing TPC parts. We started iterating with manufacturing engineers, getting input from David and his team in Almere and then Michel van Tooren joined our team and also advised on manufacturing and how to rethink the design.”
The team began to finalize the process chain for the different pieces of the fan cowl. “We already knew that we were going to need to weld the pieces together in some manner, but not which welding approaches would be right for the fan cowl,” says Soria. “So, we started exploring a wide range including induction, ultrasonic, infrared and conduction welding. Currently we’re finding use for each of them in different areas of our products — long, continuous welds, localized welds, blind welds. We also started working with DTC on how to stamp form the fan cowl’s large stiffeners, and while we looked at stamping a large skin, we also kicked off AFP, knowing it would be needed later for even larger areas of material.”

Collins Aerospace acquired significant stamping expertise via DTC (top) and continues to explore and qualify thermoplastic polymers for integrated TPC structures.
“We completed a year-long knowledge transfer between the two sites,” adds Ursenbach. “DTC had the stamping expertise, but Collins in Riverside had the AFP and welding expertise. So, we spent time codifying all this knowledge and making parts to transfer the process knowledge between sites.”
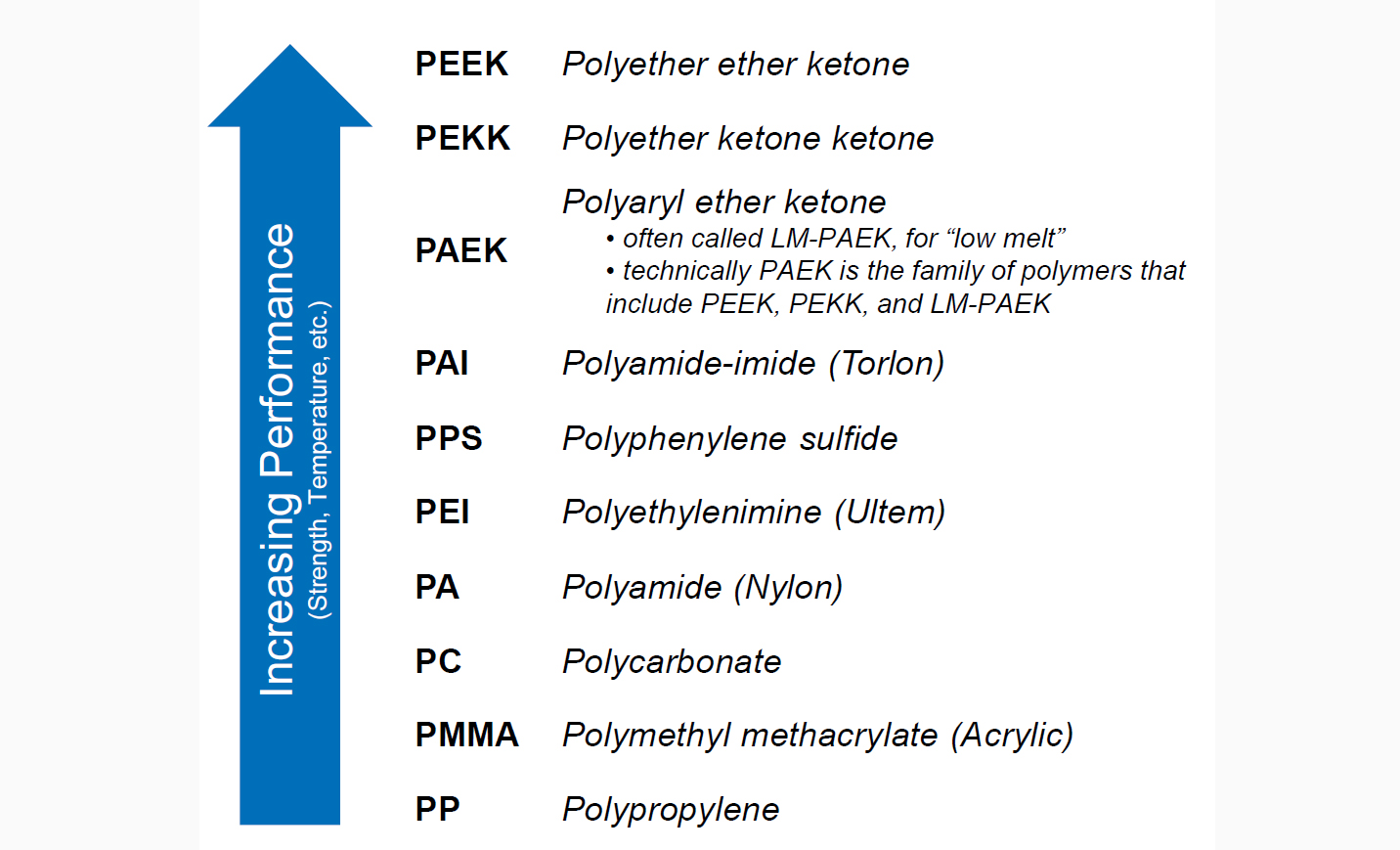
Collins qualified carbon fiber/PEEK unidirectional (UD) tape for the A320 nacelle longeron but is now looking at LMPAEK (Victrex, Cleveleys, UK) and PPS materials for the pathfinder fan cowl. As explained in the 2022 article, “Thermoplastic composites welding advances …,” LMPAEK has become the material of choice for TPC welding due to its lower temperature processing compared to other polyarylketone polymers. “The fast layup and lower temperature consolidation of LMPAEK enables better flow through the process chain,” says Van Tooren. “We are using mostly UD tape for the fan cowl, but also a little fabric to help achieve the highly contoured parts.”
Optimizing the process chain, demonstrator status
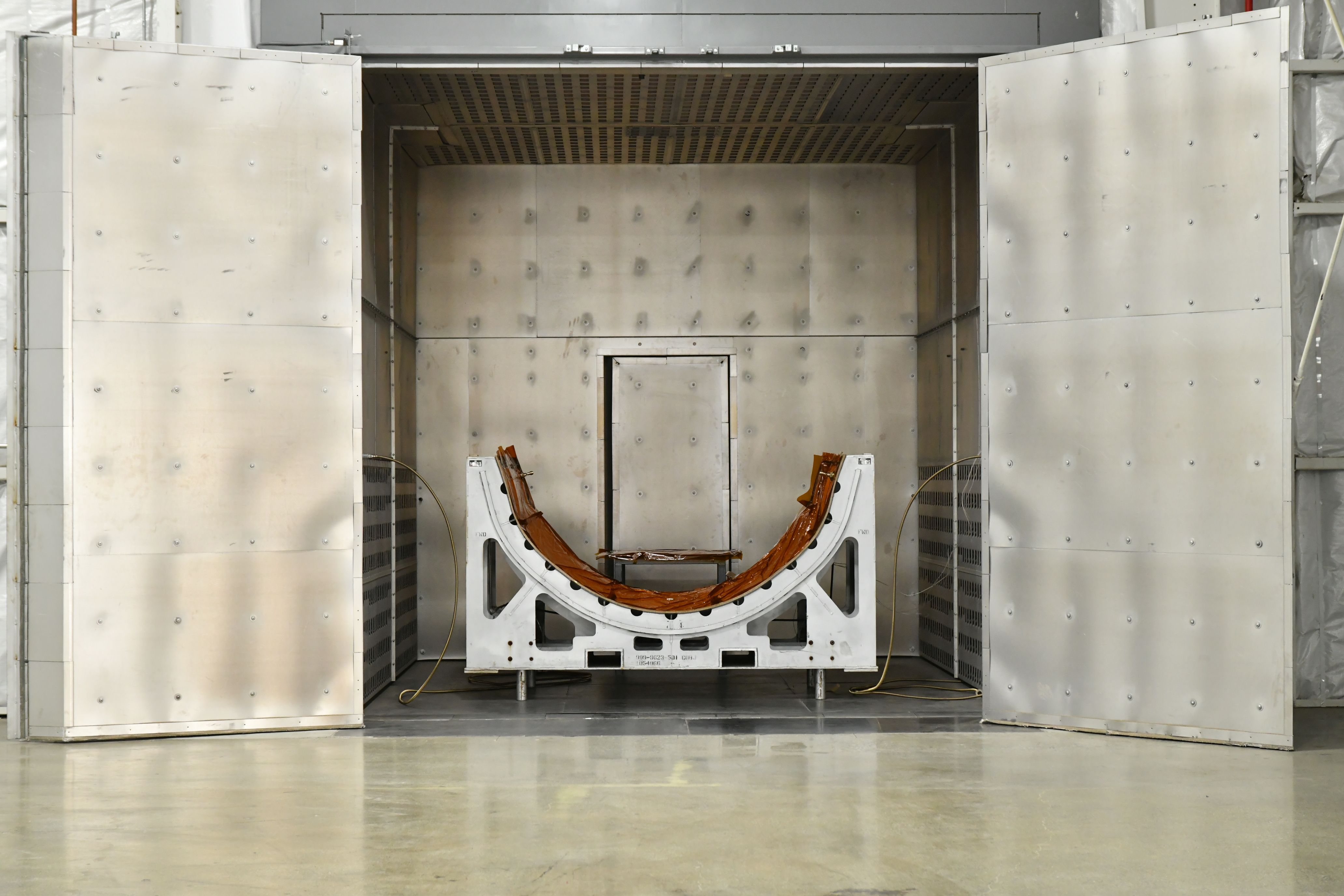
Prototype TPC fan cowl skin in consolidation oven, part of Collins Aerospace pilot production line in Riverside, Calif., U.S.
The process chain for the pathfinder fan cowl begins with AFP layup of the curved skin. “The AFP machine is industry-ready, but the process has still required a lot of work,” explains Van Tooren. “For example, nacelle structures require copper mesh LSP which must be in the outer layer. Also, TPC prepreg is not sticky like thermoset composite prepreg, so putting a tape into a tool is not that easy. Standard practice when we started was to put in polyimide films and tape them together. That works for development, but not for production. Over the last 2 years, we have matured how to create large, curved skins with local reinforcements, integrate LSP into these layups and also make sure that we get the right surface quality, as well as the necessary quality in OOA consolidation.”


Figure 3. Material handling, AFP curved skins. The pilot production line includes robotic handling and welding of fusion joined hat stiffeners (white semicircle, top image). To the right of this cell are a small induction welding cell for parameter development and validation, and then the AFP cell, where 2-meter-diameter fan cowl skin layups have been completed (bottom).
The team chose fast layup and OOA consolidation as opposed to in-situ consolidation (ISC) which doesn’t need a secondary consolidation step. “In our experience,” explains Van Tooren, “ISC is slow and laminate skins will be affected by a strength knockdown of more than 30% compared to consolidated AFP layups.” Ursenbach notes this seems to be due to a lack of adequate time for intimate contact and reptation (polymer entanglement across plies). OOA consolidation in an oven is part of the team’s strategy to move away from the autoclave’s batch processing and long cycle times due to inefficient convective heat transfer. However, challenges remain. “The higher processing temperatures of TPC materials limit what tooling and process aid materials can be used,” says Ursenbach. “For example, reusable silicone bags are not an option.”

Thermoplastic composite hat stiffener for fan cowl.
The skins are reinforced in the circumferential direction by hollow hat stiffeners. “These parts are approximately 8 feet in diameter, and although they look simple, they are curved across length and width,” says Van Tooren. “We found that they are too large to stamp in one shot. Instead, we needed to stamp segments and join them together. How to do this without mechanical fasteners but instead exploit the TPC ability to remelt and resolidify has required a lot of effort. This has resulted in a patented process we call fusion joining. We are now able to make these large stiffeners and we’re working to make larger and longer parts.”
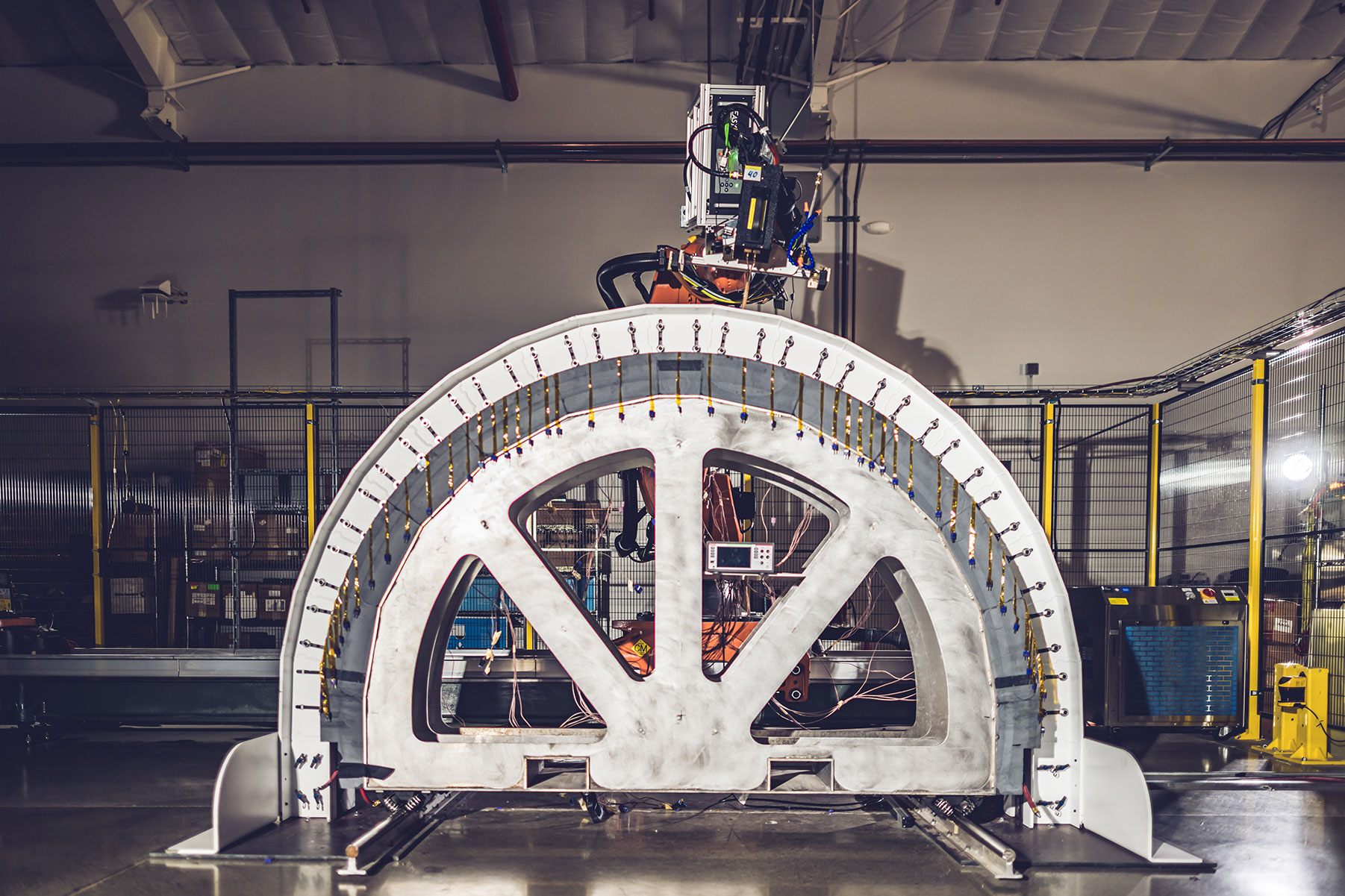

Figure 4. Induction welding stiffeners to skin. A robot-mounted induction welding head (top) moves an induction coil over the weld line — in this case, a prototype stiffener and skin held by a fixture (white) on top of a weld tool (gray) which also controls heat dissipation. At bottom, a welded stiffener-skin prototype sits in front of a thermoset composite fan cowl.
Next, the stiffeners are induction welded to the skins using a robot-mounted induction welding head (Fig. 3 and 4). “Since welding is done without any additional material, this requires proper design of the parts and the welding process to establish intimate contact between them,” explains Van Tooren. “The stiffeners and skins are loaded into a fixture that pushes the parts together, then the robot moves the induction coil over the weld line. The weld tool is made from different proprietary material combinations to allow heat dissipation in a controlled rate. Temperatures and pressures are monitored throughout the entire process via robot and tool-mounted sensors. We have put a lot of effort into developing the tooling to best control the shape and the heat while we’re welding.” The tooling must maintain pressure on the parts being welded during the heating, remelting and cooling phases of the process. It is also important to contain the heat at the weld line to avoid creating thermal stress in the part. “You must also ensure you don’t destroy the aerodynamic surface quality during this process,” notes Van Tooren.
“To validate the weld quality, we have been working through design of experiments supported by various coupon testing (lap shear, pull-off tests, etc.) for fine tuning the welding parameters,” he continues. “We have demonstrated that we can weld the hat stiffeners to the skins but are still working through a prototype demonstrator to refine all the methods and processes. We should be able to complete the full-scale final demonstrator in the next 6-9 months. Additional features, such as the fan cowl’s longeron stiffeners, will also be welded to form a fully fastener-less stiffened skin assembly.”
Flight test article
Soria notes the roadmap for this pathfinder follows the standard aerospace industry building block approach, collecting test data from coupons up through sub-elements to integrated structures. “We aren’t building something that just looks like a fan cowl,” he explains. “This demonstrator has been designed to one of our current product lines. Once it’s completed, we will work with a customer to find a flight testbed. Ultimately, it will be validated in flight, but all that will be supported with a lot of additional testing.”
“We could have gone a lot faster if we had just made a static demonstrator,” adds Ursenbach, “but we’re actually building a part that will be safe to fly, which requires a lot more certainty, data and sub-element testing.” After this testing is completed, the goal is to launch the technology on one of Collins’ current nacelle products, with the goal of showing the benefits of this technology sooner than later. “We want to introduce this capability on an existing platform and not necessarily wait for the next new cleansheet aircraft design,” he explains. “We want to start getting feedback from the real-world environment, and that will help us to keep building and improving these technology blocks, so that we are ready when the next clean sheet design is announced.”
Biggest challenges and achievements
“One of the big challenges internally is that a TPC looks a lot like a thermoset composite and so everybody wants to treat it like that,” says Ursenbach. “But these are very different materials that have very different processing requirements and conditions.” He points out that transitioning to TPC is actually more like going from metals to composites. “This is a significant shift. And people inherently think that all the same rules apply, but we have had to establish a whole new set of specifications and allowables, as well as a new design manual.” The latter was a major effort where DTC’s tribal knowledge was invaluable. “We were able to codify that knowledge for our design engineers here,” says Ursenbach, “And not just understanding and documenting the differences for TPC, but socializing that within our engineering, quality and production community, and also the regulatory community, which is an ongoing activity.”
Manten notes another large achievement is the progress made in welding parts with integrated LSP. As explained in the 2018 article “Welding thermoplastic composites,” as the induction coil moves along the weld line, it induces eddy currents in the electrically conductive carbon fiber laminate, generating heat and melting the thermoplastic. However, copper mesh LSP is even more electrically conductive, requiring measures to prevent eddy currents from being generated in this layer as well. “We have succeeded, but it required work in every element of the process chain, from stamp forming to AFP,” adds Manten. This has led the team to develop a welding solution that is robust and fast.
“Another big achievement is the acquisition of DTC,” says Soria, “and that the teams have merged, working together so well as one global team. There is so much communication and sharing, and that’s been a huge success.”
Further applications, advancing the industry
Although there is plenty of market opportunity within the single-aisle commercial aircraft market, Collins Aerospace has a broader view. “There are a lot of other applications that can use these technologies that we’ve developed,” says Paul Johnson, director of strategy for Advanced Structures at Collins Aerospace. “These include nacelles for the twin-aisle, regional and business aviation markets as well as defense, but also other structures.”
Ursenbach notes that TPC materials perform much better in impact and chemical resistance, “and there are business units within Collins that can really take advantage of that. For example, our propeller division, Ratier Figeac, is very interested in TPC as well, but not for the same reasons that we are. And we also have some developments with our Space systems group, responsible for the next generation of spacesuits.”

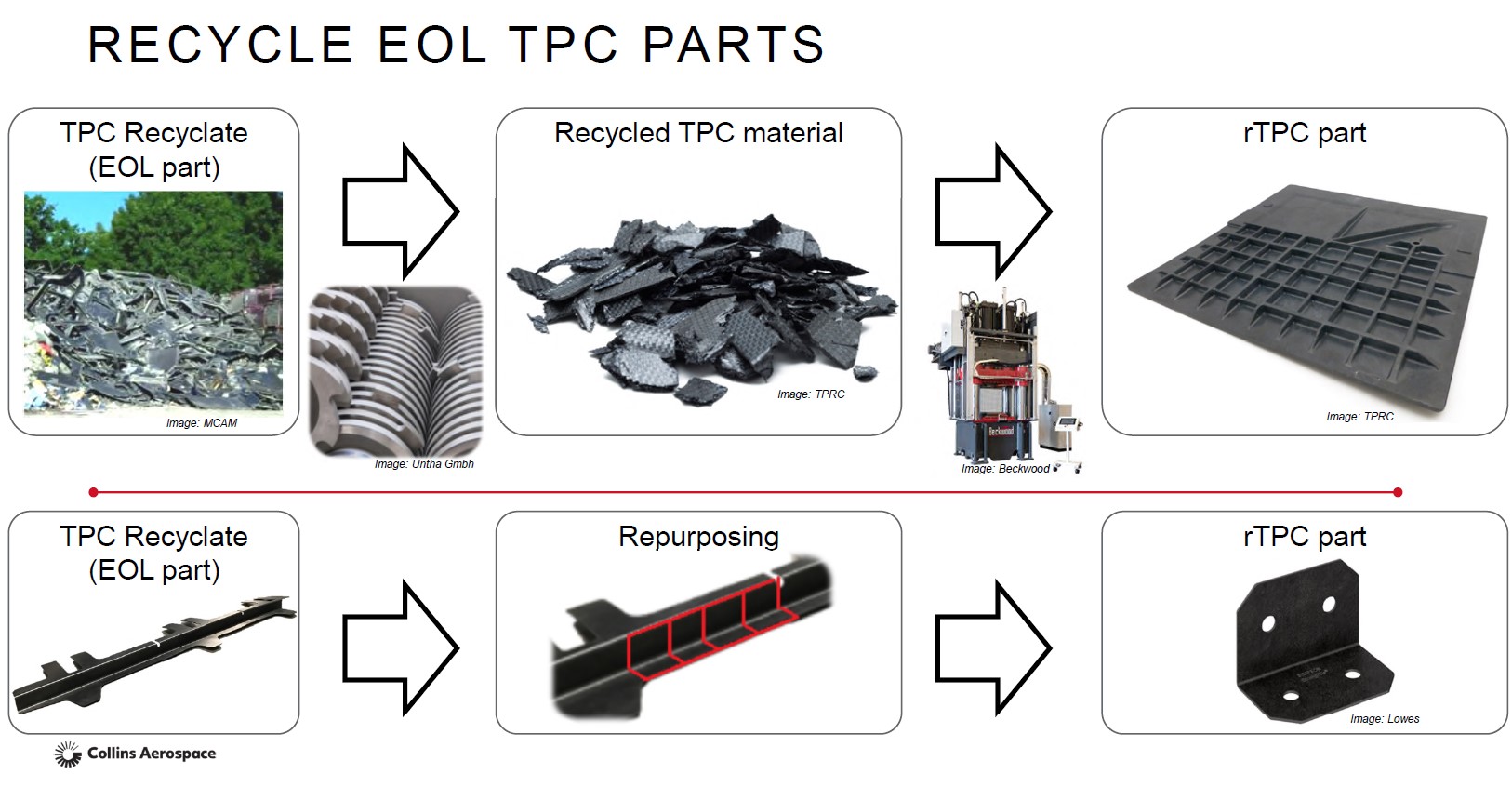
Collins Aerospace is working with multiple industry consortia to mature thermoplastic composite recycling technologies and supply chains.
Ursenbach also points out that TPC structures improve sustainability. “This, too, is part of our roadmap, not only taking advantage of the cycle time and weight, but also setting up success in recyclability, which is demanded by our customers.”
Collins Aerospace is a Tier 1 member of the ThermoPlastic composites Research Center (TPRC, Enschede, Netherlands), which has demonstrated recycling of TPC production waste back into process chains for aerospace parts. In the SUSTAINair Horizon 2020 project, Collins Aerospace is developing recycling and joining concepts aimed at new sustainable solutions for aircraft structures, while in Almere, it is cooperating with Spiral RTC, a Dutch company aiming to realize circularity for carbon fiber TPC production waste and end-of-life parts. Collins Aerospace Almere also participates in the Dutch national programs “Aviation in Transition” and “Thermoplastics for Sustainable Aviation” which are developing new materials, tooling and production technologies for lightweight components for small (electric) and large commercial aircraft.
Collins also leads the Composite Conformal Liquid H2 Tank (COCOLIH2T) project, to develop new TPC technology for liquid hydrogen tanks to power zero-emission propulsion architectures in more sustainable future aircraft. And in the U.S., it is a member of the Advanced Composites Consortium in the Hi-Rate Composite Aircraft Manufacturing (HiCAM) project, part of NASA’s Sustainable Flight National Partnership (SFNP) to enable 25-30% energy efficiency improvements in next-gen commercial transport aircraft. “We are participating in HiCAM’s TPC work packages,” says Van Tooren, who also leads the welding team that has developed a preliminary roadmap for certification of welded TPC structures (see “Welding is not bonding”).
Ursenbach adds that working to solve these industry-wide issues like certification and acceptance, and the material volumes and circularity needed — these help Collins as a company but also the industry as a whole. “We want to be part of the industry team that is focused on TPC technologies as a means to reduce weight and fuel burn and to improve acoustics for future aircraft,” says Soria. “We want to be a team player working in that community to push the boundaries of these technologies, and make aviation more sustainable, as one industry moving forward.”








Related Content
Composites manufacturing for general aviation aircraft
General aviation, certified and experimental, has increasingly embraced composites over the decades, a path further driven by leveraged innovation in materials and processes and the evolving AAM market.
Read More
MFFD thermoplastic floor beams — OOA consolidation for next-gen TPC aerostructures
GKN Fokker and Mikrosam develop AFP for the Multifunctional Fuselage Demonstrator’s floor beams and OOA consolidation of 6-meter spars for TPC rudders, elevators and tails.
Read More
JEC World 2024 highlights: Thermoplastic composites, CMC and novel processes
CW senior technical editor Ginger Gardiner discusses some of the developments and demonstrators shown at the industry’s largest composites exhibition and conference.
Read More
Welding is not bonding
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
Read MoreRead Next

Plant tour: Middle River Aerostructure Systems, Baltimore, Md., U.S.
The historic Martin Aircraft factory is advancing digitized automation for more sustainable production of composite aerostructures.
Read More
MFFD thermoplastic floor beams — OOA consolidation for next-gen TPC aerostructures
GKN Fokker and Mikrosam develop AFP for the Multifunctional Fuselage Demonstrator’s floor beams and OOA consolidation of 6-meter spars for TPC rudders, elevators and tails.
Read More
Daher CARAC TP project advances thermoplastic composites certification approach
New tests, analysis enable databases, models, design guidelines and methodologies, combining materials science with production processes to predict and optimize part performance at temperatures above Tg (≈150-180°C) for wing and engine structures.
Read More