
Press-molding method emulates autoclave
Rubber tool insert avoids consolidation pressure “dead zones” and slashes cost.

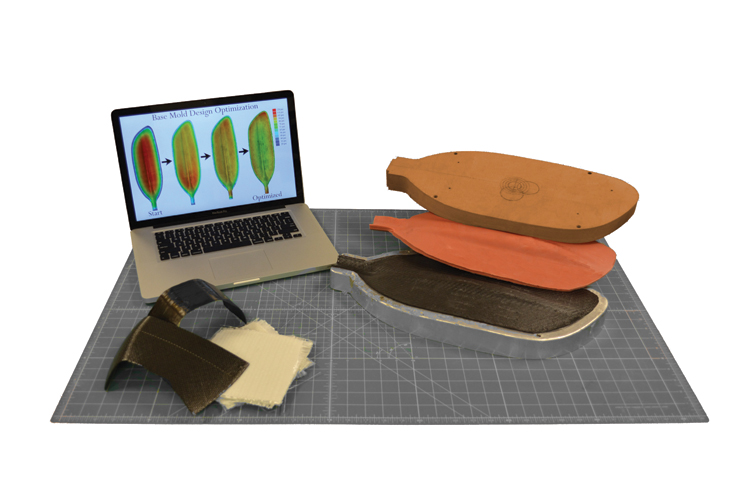
The Thermal Press Curing (TPC) method, developed by Vistex Composites (Howes Cave, N.Y.): A heated aluminum curing mold, a production kayak paddle, a rubber insert and an unheated base mold machined from epoxy tooling board are stacked on the right side of the photo. The computer shows screen shots produced by the company’s proprietary shape-optimization modeling techniques, which optimize the rubber mask insert for uniform pressure across the part. At lower left are examples of other benchmark parts. Source: Vistex
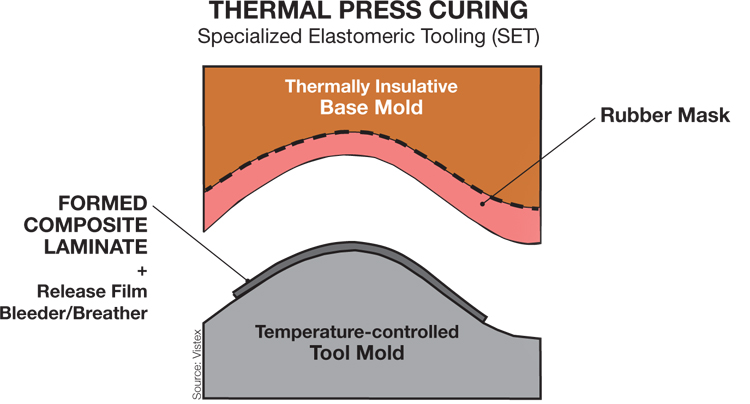
This diagram shows the general concept behind Thermal Press Curing. The rubber insert enables the application of uniform pressure across a part’s surface. Source: Vistex
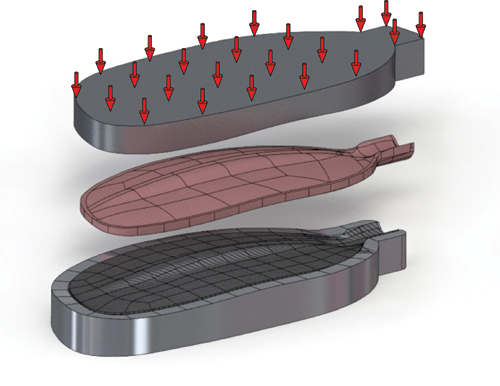
The red arrows indicate the points at which applied pressure was measured by sensors during paddle cure. A 5.5 percent disparity in pressure across the part was observed. Source: Vistex
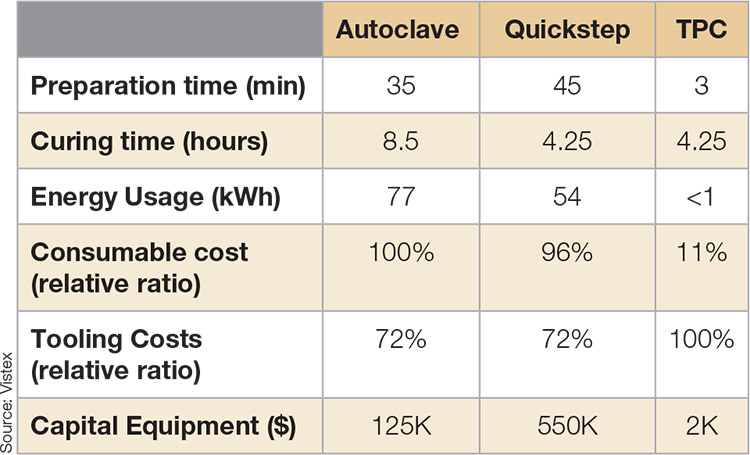
Documented parameters measured during the comparative study of curing methods. Note the extremely low energy usage of TPC. Source: Vistex



As the composites industry looks for ways to simplify and accelerate part processing, finding alternatives to autoclave cure has been a recurring theme. The Holy Grail? An alternative that offers the benefits of an autoclave without the high capital and energy costs. Vistex Composites (Howes Cave, N.Y.) may have found one in its (pat. pend.) Thermal Press Curing (TPC) technology. Marketed under the trade name Specialized Elastomeric Tooling, the method reportedly offers game-changing reductions in processing cost, complexity and energy consumption, as well as short tooling lead times for thermoset and thermoplastic prepreg parts.
Dr. Jaron Kuppers, chief technology officer at the startup company, a spinoff from the Rensselaer Polytechnic Institute’s Center for Automation Technologies and Systems (CATS, Troy, N.Y.), says that Vistek’s focus was a method that could apply an autoclave’s uniform temperature and consolidation pressure to parts both faster and cheaper. What the company ultimately developed is similar to the metal world’s Guerin process, sometimes called rubber pad forming, in which sheet metal is pressed between a forming die and a block of rubber. In TPC a composite prepreg layup is placed on a heated and temperature-controlled metal “curing mold.” A matching “base mold” is created and fitted with a thin, cast-in-place silicone rubber face, what Vistex calls a “mask,” in the approximate shape of the part. The layup is processed by enclosing the two molds in a press and applying pressure roughly equal to that applied by the autoclave, which has a functional limit, according to Kuppers, of about 125 psi/8.62 bar. The rubber mask aids in consolidation and, most importantly, equalizes the applied pressure across the part surface while the tool mold heats and cures the part.



“The uniform pressure across the part surface effectively reproduces the consolidation pressure provided by an autoclave,” asserts Kuppers. “The key is designing the mask for uniform pressure.” Although the pressure on the vacuum bag during autoclave curing is uniform, he explains, “this doesn’t necessarily mean that the pressure on the part is uniform. In some situations, such as when a bag is trying to bridge a really sharp corner, the bagging material gets stuck, then external pressure is not transmitted to the part.” In fact, a void results that is filled by excess resin. The rubber mask and base mold is designed, says Kuppers, to come into full physical contact with and apply even pressure to the part to avoid these potential pressure “dead zones.”
Modeling for multi-element tooling
For an initial demonstration project that involved a benchmark industrial part, Vistex designed the molds using a SolidWorks computer-aided design (CAD) package from Dassault Systèmes (Waltham, Mass., and Vélizy, France). The curing mold was CNC-machined from solid billet aluminum. Its back side was configured to accept a 300W silicone membrane heater with etched foil elements, held in place by a thin aluminum cover plate, explains Kuppers. (A second, hollow aluminum mold was constructed from the same data, and outfitted with a membrane heater, for the comparative study described later.) To make the matching base mold, a second CAD model was created, assuming an initial uniform rubber mask with a thickness of approximately 0.5 inch/1.3 cm. Then, using COSMOS finite element analysis (FEA) software, also from Dassault Systèmes, this second model was used to simulate the mold set in compression and yielded the normal pressure distribution on the surface of the curing mold.
Pressure data from the model was analyzed within MATLAB from MathWorks (Natick, Mass.), using Vistex’s proprietary shape optimization techniques. The MATLAB code generated revised mold and mask geometries and mask thicknesses that were imported back into SolidWorks, notes Dr. Daniel Walczyk, professor of mechanical engineering at CATS. This procedure was part of an iterative process that optimized the rubber mask to ensure that pressure would be essentially equal across the mold face.
Although the initial simulation showed that the surface pressure on the curing mold deviated, from minimum to maximum, by as much as 34 percent, the iterative process reduced the variation significantly to 13 percent. Additional modifications included extending the rubber insert beyond the part edges to ensure no abrupt drop-off in pressure.
“To compress the prepreg layup evenly, especially in a shaped, 3-D part, the rubber mask has to vary in thickness,” says Kuppers, noting, “In general, the rubber layer will be thicker where the part layup is thicker, to ensure consolidation, and thinner at the edges, but the final shape is determined by the part shape, through the modeling.”
For the demonstration, the base mold was CNC-machined from a block of laminated red oak, an inexpensive material with an auto-ignition temperature well above the maximum curing temperature for the prepreg. Its shape was based on the modeling previously described. Then the rubber mask was cast by mixing a two-part silicone rubber material at a maximum working temperature of 315°C/598°F and pouring it into the gap between the wooden female base mold and the machined curing mold. Kuppers explains that, for the thinner four- to eight-ply demonstration parts, the rubber mask trapped sufficient heat and insulated the layup so that no heat elements were needed in the base mold. But he admits, “For thicker parts — say, 32 plies or more — we would likely need to heat the base mold as well, to ensure rapid ramp-up and uniform temperature.”
The demonstration involved four-ply prepreg blanks, made with Hexcel’s (Stamford, Conn.) HexPly 6K carbon/epoxy material and preformed to part shape in a diaphragm forming process. The preforms then were placed on the curing mold and covered with a release film and a breather cloth. Thermocouples were inserted between the film and the breather to monitor the temperature during cure, and pressure uniformity was measured via FlexiForce sensors (from Tekscan, S. Boston, Mass.) placed between the layup and the base mold. A pressure plate was added to a simple 10-ton, single-ram hydraulic press for better performance. Walczyk reports that sensors showed uniform temperatures over the part, and pressure measurements showed that the greatest pressure disparity across the tool was approximately 12 percent. For a prospective production part, the desired pressure was 100 psi/6.89 bar, so the actual pressure at the part surface varied from 90 to 110 psi across the part. This was better than predicted by the simulation, notes Kuppers.
At this point, the process was proven further through actual production of composite kayak paddles. For this mold set, the FEA model predicted less than a 10 percent disparity in pressure across the paddle, a result of significant advances in the optimization algorithm. Again, an aluminum tool mold was designed with CAD and machined. It was polished, sealed with Frekote mold release from Henkel Corp. (Rocky Hill, Conn.) and then fitted with two 100W flexible heaters. The base mold was machined from Modulan epoxy tooling board supplied by McCausey Lumber Co. (Roseville, Mich.), and the silicone rubber mask was designed via the iterative modeling process previously described. The paddle comprised eight plies of woven 3K carbon/epoxy prepreg, supplied by Gurit (USA) Inc. (Bristol, R.I.). When the pressure distribution was measured during cure by sensors distributed across the paddle, a mere 5.5 percent disparity was noted, and Kuppers reports that the temperature variation across the part was virtually nil.
Favorable comparisons
Vistex also conducted a comparative study in which the benchmark part was cured via three methods: with TPC, in an autoclave and in the out-of-autoclave curing process developed by Quickstep Technologies (Bankstown Airport, New South Wales, Australia, and Dayton, Ohio). Autoclave cure was done by Kaman Composites – Vermont Inc. (Bennington, Vt.), and the Quickstep cure was done by Quickstep Composites LLC in Dayton (click on “An out-of-autoclave progress report" under "Editor's Picks," at top right). The comparative costs for the three methods were tallied, and the parts were cut into coupons and destructively tested to compare their mechanical properties. The results show that the rapid temperature-ramping capabilities of TPC and Quickstep reduce cure time to the minimum required by the prepreg manufacturer. TPC cure was accomplished in 4.25 hours, compared to roughly 8.5 hours in the autoclave.
Kuppers asserts, “The high temperature ramp rates achievable with TPC can reduce cycle times for any resin system.” Dimensional tolerances on the TPC part were comparable to the autoclaved part, with minimal to no surface defects. Further, TPC used far fewer consumables because it requires no vacuum bagging, in contrast to the other methods, so layup is fast and straightforward. Most telling, the energy consumption for TPC was nearly two orders of magnitude less than for the autoclave and Quickstep process, attributable to the fact that TPC heats only half the mold (and the heat source is in direct contact with the part). Finally, the capital equipment cost for TPC is a fraction of that for the other two methods.
Although TPC offers major benefits in speed, cost and part quality, Vistex is quick to point out that more work will be necessary to scale the process for larger parts. Also, tooling costs will increase for rate production because multiple tool sets and inserts would be needed, and inserts, which reportedly perform well into the low hundreds of cycles, would need replacement in lengthy runs.
Kuppers and his colleague, Vistex COO Dr. Casey Hoffman, report that Vistex is currently investigating new part materials, including thermoplastics and bio-composites, testing thicker laminates and more complex part geometries, and considering process automation. Currently, Vistex molds prototypes for several customers in marine energy turbine, motorcycle and other markets. In the future the toolmaking technology and, alternatively, ready-to-use tools could be leased to customers.
Concludes Hoffman, “We plan to offer manufacturers a fast, very cost-effective, out-of-autoclave solution that is capable of producing an autoclave-quality part.” That goal is well within reach.
















Related Content

JEC World 2024 highlights: Glass fiber recycling, biocomposites and more
CW technical editor Hannah Mason discusses trends seen at this year’s JEC World trade show, including sustainability-focused technologies and commitments, the Paris Olympics amongst other topics.
Read More
BiDebA project supports bio-based adhesives development for composites
Five European project partners are to engineer novel bio-based adhesives, derived from renewable resources, to facilitate composites debonding, circularity in transportation markets.
Read More
Biomaterials make strides toward composites sustainability
A compilation of trends in development or application of natural fibers, bio-based resins and more showcases industry players, educational institutes and global projects.
Read More
KCARBON and KIST develop lyocell/PLA/wood biocomposites
Initial demonstration in furniture shows properties two to nine times higher than plywood, OOA molding for uniquely shaped components.
Read MoreRead Next

An out-of-autoclave progress report
CW Conferences director Scott Stephenson recalls Dale Brosius’ update on Quickstep’s out-of-autoclave work for the F-35 program.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More