
AIM3D evaluates potential of composite extrusion modeling 3D printing test with PA6GF30
Glass fiber-reinforced polyamide 3D-printed test specimens proved higher tensile strength, cost effectiveness compared to injection molding and conventional 3D printing processes.




Test specimen material analysis. Photo Credit, all images: AIM3D
AIM3D GmbH (Rostock, Germany) is a spin-off company from the University of Rostock with the aim to drastically reduce the cost of the additive manufacturing (AM) of metal parts. In cooperation with the university, AIM3D has conducted a series of tests with PA6GF30 tapes (BASF (Ludwigshafen, Germany) Ultramid B3WG6), a glass fiber-reinforced polyamid material, to determine the potential of the composite extrusion modeling (CEM) 3D printing process. Test specimens were printed on AIM3D ExAM 255 and ExAM 510 machines and the tensile strength of the specimens was compared with alternative processes such as injection molding and conventional 3D printing. Evaluations of the material tests are said to conclude that printed PA6GF30 is superior to other 3D printing processes and almost achieves the tensile strength of injection molding.
PA6GF30 is a commonly used material in industrial series production applications like automotive, special-purpose machine construction or in equipment technology, AIM3D points out, as it combines high mechanical properties with temperature and media resistance. PA6GF30 components are also reported to be highly suitable to replace metal or aluminum parts wherever operating temperatures allow.



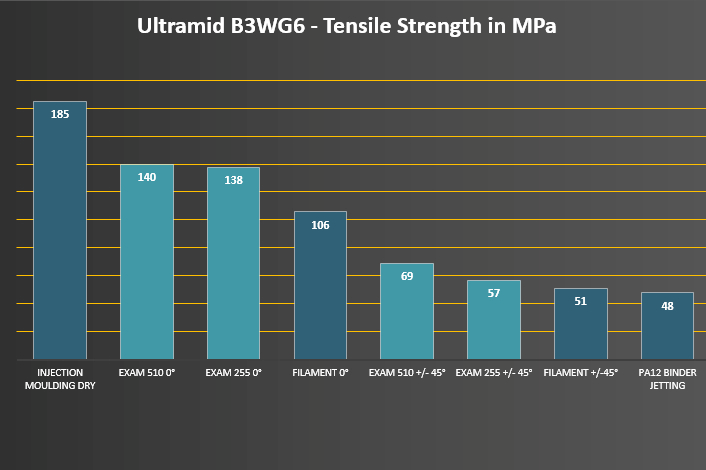
With regard to mechanical properties, such as tensile strength, very high values were obtained by 3D printing the glass fiber-reinforced polyamide on the AIM3D ExAM 255 and ExAM 510 systems (see Graph 1). Compared to powder bed processes or 3D printing processes that use filament materials, AIM3D reports that the CEM process systems achieve tensile strengths that come close to thermoplastic injection molded processes.
First, tensile bars were printed on the ExAM 255 and ExAM 510 machines with PA6GF30. The orientation of the 3D-printed webs were varied — 0° for a layup in line with the tensile direction (the orientation of the fibers was also in the tensile direction) and ±45° for a pattern with an alternating direction of ±45° to the tensile direction. Comparisons were made against injection-molded PA6GF30, comparable PA6GF30 filaments and a PA12 material typically used for 3D powder bed printing.
Graph 1 indicates that CEM technology is close to injection molding values but has a significant advantage over filaments, AIM3D says. This phenomenon is due, among other things, to the fact that the original granules used from BASF’s PA6GF30 material contain up to 3-millimeter-long glass fibers which can withstand tensile forces for a longer period. In comparison, the fiber length in the filaments is reportedly shorter, for technological reasons. Generally, a distinction is made between fiber-reinforced (GF) and fiber-filled (if only short fibers are used).
Ultimately, the tests prove that the combination of PA6GF30’s high strength when 3D printing and a high continuous operating temperature of 130-150°C makes it a universally applicable material. Paired with optimized printability on the CEM systems, versatile applications such as grippers or handling tools — which are typically milled from aluminum, a material-intensive process — can be printed in the future. In summary, AIM3D says, there are numerous positive aspects in terms of costs (unit costs) as well as the enhanced performance parameters of a 3D-printed component.
Moreover, compared to conventionally manufactured components, the particular appeal of 3D printing lies in the “functional integration” through 3D printing-compatible design approaches. Functional integration means that assemblies can be manufactured in one printing process. AIM3D produced a motor mount-equipped extruder housing made of PA6GF30 as a demonstration of the process, where motor mount, two air ducts routed in the walls, a ventilation outlet and a mounting for sensors were all integrated into the housing as a single component. In the case of a conventional production strategy with milled aluminum parts, three to four parts would have had to be milled from one block, resulting in a waste of raw materials. In addition, time would be required during the design phase to devise a workaround to avoid the use of special tools such as slot drills and to implement a suitable form-fitting connection of the components. The time spent writing CAM milling programs is also eliminated, especially for small batch production. Manual assembly work is significantly reduced, which also has a positive effect on the cost calculation of the parts.

Examples of 3D-printed parts made of PA6GF30. On the right an extruder housing produced with functionally integrated 3D printing.
PA6GF30 is usually difficult to use for 3D printing. In addition to price and the challenge of obtaining it. However, the CEM process is reportedly unique in enabling the use of commercially available granules without filaments where the material procurement costs are the same as for injection molding without the tooling costs. Moreover, 3D printing offers geometric freedom (such as undercuts), bionic design opportunities, or selective densities (different strengths, material savings, selective elasticity).
“Pricing that is comparable to injection molding for raw materials which do not contain filaments is an advantage for our CEM 3D printing systems technology,” Dr. Vincent Morrison, CEO of AIM3D, says. “Using PA6GF30, our ExAM 255 machine is able to produce both complex, delicate parts with fine print resolution, as well as large structural components with greater layer thicknesses, resulting in maximum cost effectiveness with state-of-the-art 3D printing.”
Of course, AIM3D points out, a state-of-the-art 3D printing process cannot match the cost savings of injection molding for medium- or large-sized series production runs. However, 3D printing has the upper hand in the case of small- to medium-sized production runs and rapid prototyping, and the CEM process still proves a suitable substitution for milled aluminum production.










.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Optimizing a thermoplastic composite helicopter door hinge
9T Labs used Additive Fusion Technology to iterate CFRTP designs, fully exploit continuous fiber printing and outperform stainless steel and black metal designs in failure load and weight.
Read More
3D-printed CFRP tools for serial production of composite landing flaps
GKN Aerospace Munich and CEAD develop printed tooling with short and continuous fiber that reduces cost and increases sustainability for composites production.
Read More
Carbon fiber, bionic design achieve peak performance in race-ready production vehicle
Porsche worked with Action Composites to design and manufacture an innovative carbon fiber safety cage option to lightweight one of its series race vehicles, built in a one-shot compression molding process.
Read More
The basics of composite drawing interpretation
Knowing the fundamentals for reading drawings — including master ply tables, ply definition diagrams and more — lays a foundation for proper composite design evaluation.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More