
3D knitting solves preforming cost, time
Disruptive digitized technology a dramatic step-change in near-net preform production for Dassault Falcon interior air duct.


RT2i tops competing technologies. Requiring less labor but featuring more tailored performance, composite air ducts made using RT2i knitted preform technology won the bid for the Dassault Falcon family of business jets, competing against all major manufacturers’ ductwork products. Source: Dassault Falcon Jet Corp.

Fig. 1 Knitting: The basic concept. Knitting creates multiple loops of yarn, called stitches, in a line or tube, with each knitted stitch consisting of three or more intermeshed loops. Source: textilestudycenter.com
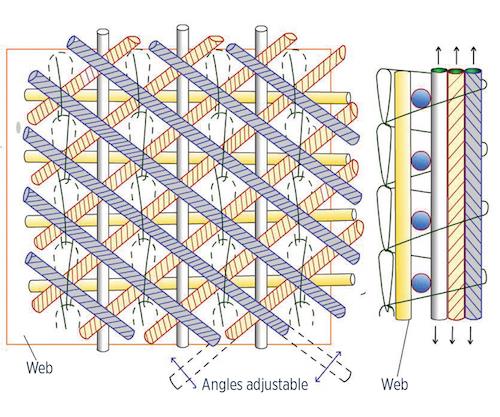
Fig. 2 Knitting: Key role in stitch-bonded fabric Knitting is used to hold together plies of oriented unidirectional fabrics in what we now call stitched or stitch-bonded multiaxials. Source: nptel.ac.in

Step 2: The preform “sock” is pulled over anet-shaped silicone bladder.
.jpg)
Fig. 3 Falcon: Best-in-class passenger cabin. The Falcon 5X business jet features the tallest cabin in its class at a top speed of Mach 0.9 and a range of 2,500 nautical miles. Source: Dassault Falcon Jet Corp.



For decades, 3D preforms have promised efficiency in struc- tural design and fabrication of composites. Those who make them could deliver to molders a tailored, net-shape reinforcement with fiber only where needed, oriented to most effectively bear in-service loads. But the tradeoff was inefficiency elsewhere — specifically, slow weaving speed and high cost. More recently, these drawbacks have been overcome somewhat by advances in looms and digitization of the preforming process. Notable examples are the 3D woven carbon fiber preforms produced by Albany Engineered Composites Inc. (AEC, Rochester, NH, US) in part- nership with Safran (Paris, France) for the composite fan blades used in the LEAP aeroengine (see Learn More).
To this point, however, the composites industry has been unable to take full advantage of the clothing industry’s almost limitless ability to knit fabrics at high speed and mix different types of fibers in the same fabric. What if all that were available, together with the option to run different part preforms without an elaborate change in setup? Envision the flexibility inherent in 3D printing, but applied to fiber preforms. This is how the RT2i process is described. This technology has been in development for some time, says Pierre Conze, creator of both the process and the company that share the RT2i name. “We started 10 years ago to use textile knitting technology to make composite reinforcements with any kind of fiber. Our first application was a low-pressure air duct for Dassault Falcon business jets, which was qualified in 2012.” (read the Side Story titled, “Falcon advances bizjet state of the art") “We then formed a subsidiary, JTT Composites, to manufacture the low-pressure ducts for Dassault.”
Earlier this year, however, Saint-Gobain Performance Plastics (Solon, OH, US), a subsidiary of construction and high-perfor- mance materials giant Saint-Gobain (Courbevoie, France), acquired all of the assets of JTT Composites and became a licensee of the RT2i technology. “This is a technological break- through for the production of complex composite parts,” says Scott Huth, business manager for Saint-Gobain Performance Plastics. “The RT2i process offers not only a whole different production paradigm but also enables products that are more tailored than prepreg allows and not even possible using layup.”
The acquisition has put the spotlight on RT2i, and CW here takes a short walk through RT2i’s process steps with a long look at what it really offers composites designers and fabricators, and why that matters.
RT2i as knitting
“RT2i is based on knitting,” says Conze, “so it is different from Jacquard or other 3D textile technologies.” He describes knitting as linear yet seamless technology used in the clothing industry for hundreds of years. Knitting creates multiple loops of yarn, called stitches, in a line or tube (Fig. 1, below), and was historically used to produce hosiery like socks and stockings (read the Side Story titled, “How is knitting different?”).
During the past 50 years, knitting has progressed into a wide range of apparel and technical textiles. The latter includes geotextiles for soil stabilization, drainage and other functions as well
as spacer fabrics used in helmets, shoe soles, automotive seats, armor, medical products and more. Knitted fabrics are used in filters, medical implants and protective applications. In fact, 3D knitted technical textiles have found an estimated market in North America alone of 2 million MT per year.
Knitting has made its way into composites, but only on a limited basis. What is commonly referred to as multiaxial reinforcements were actually developed as “knitted multiaxials.” Warp knitting machines were used to hold together multiple layers of unidirec- tional plies, using a knitted stitch (Fig. 2, below). However, the knitting in this case — now commonly referred to as stitching or stitch-bonding — was not forming a 3D shape. But the quest for 3D preforms actually made from knitted stitches has been pursued for decades. Traditional obstacles have been the difficulty and/or inability to bend very stiff reinforcement fibers (and the resulting slow machine speeds) as well as reduced mechanical properties in the finished preform due to the diminished load-carrying capability of bent or crimped fibers.
“The main development we’ve performed is to adapt our machines to knit very stiff fibers, such as carbon, glass and quartz, at sufficient speeds, without breaking the knitting needles,” Conze explains. It is also possible to mix-and-match fiber types during knitting to optimize strength, weight and other performance char- acteristics. When necessary, the reduced properties of looped fibers are overcome by inserting unidirectional fibers. “The knitted part of the textile provides the preform with its geometrical proper- ties,” says Conze, “while the unidirectional fibers bring mechanical properties to the 3D form.”
The resulting knitted near-net-shape 3D preforms eliminate manual cutting, trimming and layup (hand or automated). "The preform fits exactly the 3D mold of the finished part,” says Conze, noting that RT2i also can mix traditional reinforcement fibers with nylon and other polymer fibers.
Knitted preform to composite air duct
For the Falcon jets’ low-pressure air ducts, aramid fiber is used in the RT2i knitted preform primarily for the weight savings it offers. A special reinforcement pattern was developed for the parts (Step 1, below) and qualified by Dassault. “To choose the right textile pattern is important,” says Conze. “We had to balance minimizing weight with structural requirements. So, based on the specifica- tion for pressure to be sustained, geometry and acceptable deflec- tion, a precise pattern was designed.”
The next step in the duct manufacturing process was to impregnate the preform with resin and cure the part. “The process is
classical,” says Conze, “employing a bladder and a female mold.” Bladders are typically silicone while molds may be matched- metal or composite. The textile is draped over the bladder (Step
2, p. 34) and then placed into the female mold (Step 3, p. 34). The preform is then impregnated with epoxy and molded via RTM (Step 4, p. 34). Because the ducts are interior cabin parts, the epoxy must meet FAR 25 flame, smoke and toxicity requirements. Total molding time spans minutes to hours, based on part and program requirements, which determine resin and cure-cycle options.
Changing the cost-time equation
Conze relates that most of the low-pressure air ducts used in aircraft today are made using hand layup prepreg, and most manufacturers have outsourced to countries with low labor costs. RT2i offers an alternative. “The relationship between the process time, cost and performance of the finished part leads to a very efficient solution compared to hand layup,” Huth points out. “When you compare hand layup vs. the process using RT2i for the manufacture of an air duct, the latter is faster and produces a more tailored, better value product.”
Another factor in this market is that production volume of business jet parts is very low compared to commercial programs that produce higher volumes and larger aircraft. “So this presents difficulty in the business jet air duct supply chain,” says Conze. “The major manufacturers of air ducts are competitors that
have to maintain low labor cost workshops, so they do not want small-volume business.” He explains they will take small-volume contracts, but at a considerable upcharge for the inconvenience.
For the Falcon jet program, JTT Composites bid against all of the major air duct manufacturers, plus small companies. “Our technology was very competitive in cost and we won the bid,” says Conze. “Because there is so much less labor in our process, the final part is more cost-effective.” This gives the manufacturer more ability to accommodate small orders.
Further, Conze claims, “When we manufacture a preform for the part, we can change from one part to another in less than half a minute.” In this way, RT2i is more akin to a 3D printer than the machines currently used to make advanced 3D preforms for engine blades. “We can send batches of different parts on the same machine, without compromising process speed.” However, RT2i offers much more than this, thanks to the inherent characteristics of knitting, plus new possibilities from digital technology.
Changing the preform paradigm
The digital knitting machines RT2i is using enable a large range in textile patterns, similar to the variety available in the clothing industry. “We achieve much more pattern variation and tailoring than braiding can produce,” Conze contends, by way of example. “Braiding is efficient as long as you have very straightforward shapes, like tubes. However, it is not optimal for very complex geometries.” He contends that the patterns RT2i can make enable better-fitting preforms without distortion in complicated shapes. “For example, we can make flanges as part of the preform, like you would see in aeroengine structures.”
He says it is also possible to make a preform that changes in stiff- ness and thickness across the span and length during the knitting process, without any post-knit joining or sewing. “For every loop, we can select from several input types,” Conze explains. “Envision clothing fabric and choosing from red, yellow or blue thread.” So stiffness can be changed independent of thickness variations. “This gives us the ability to minimize thickness as well,” Conze points out.
Such versatility holds considerable promise. “We broke into aerospace with ducting, but we see many other opportunities for the RT2i technology,” says Conze. He introduces another range of applications that deal with nondevelopable, complex geometrical shapes. The concept of a nondevelopable surface is one where a 2D material cannot be formed into a 3D shape without wrinkles, darts, cuts, seams, etc. “For example,” Conze notes, “you cannot wrap a piece of paper around an orange, but you can easily place an orange inside of a sock.” He asserts that the RT2i technology gives the ability to make these complex geometrical shapes in a single, seamless preform, which conventional woven forms cannot achieve. Again, the aerospace engine environment is discussed, with applications such as inlet ducts and exit nozzles. “The flukes used for airflow guidance include many complexities that are not easily formed using traditional means for fiber reinforcement,” Conze posits. “All of these are done in aluminum or metal today. But with our technology, you could make these as ceramic-matrix composites.”
Now the industrial partner for current applications, including production of the low-pressure air ducts for the Falcon business jets, Saint-Gobain Performance Plastics has joined RT2i in several new development programs. According to Huth, the RT2i technology will enhance production capabilities in the company’s Composites business unit, which supplies a variety of materials and structures not only for aircraft ducting, but also for interiors and radomes as well. “High-growth markets like aerospace are demanding increasingly high-performance and lightweight parts without the traditional downside of increased production time,” says Huth. “RT2i is expanding our ability to provide increased flexibility in design and manufacturing through real solutions, using composites."















Related Content

Noble Gas Systems 350-bar conformable pressure vessels pass HGV2 standard tests
Conformable tanks with new materials pass technical tests for hydrogen storage, to compete with Type IV pressure vessels using CFRP.
Read More
Corebon, Composite Braiding partner to enhance TPC manufacturing
Collaboration aims to overcome production limitations with tubular thermoplastic composites (TPC) by using induction-heated tooling and high-quality commingled braids.
Read More
Co-molding SMC with braided glass fiber demonstrates truck bed potential
Prepreg co-molding compound by IDI Composites International and A&P Technology enables new geometries and levels of strength and resiliency for automotive, mobility.
Read MoreRead Next

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More