
Armor Update: Reinforced elastomeric composite blast barrier
A new, flexible, lightweight, portable debris shield holds promise for protecting building occupants in military zones.

The calm after the blast shock wave
This developmental reinforced elastomeric film, seen here still suspended and retaining its integrity, post-blast, during field testing, is designed to be attached to the interior of concrete masonry walls and provide blast-debris protection to occupants. Capable of stopping flying stone, wood debris, and falling cinder blocks (as in the photo), the flexible composite shield is easily transportable and can be installed at remote locations. The prospective product, when commercialized, will offer an appealing alternative, its designers claim, to more costly and cumbersome building hardening materials, such as steel or concrete.
Source: ERDC
Post-test protection benefit validated
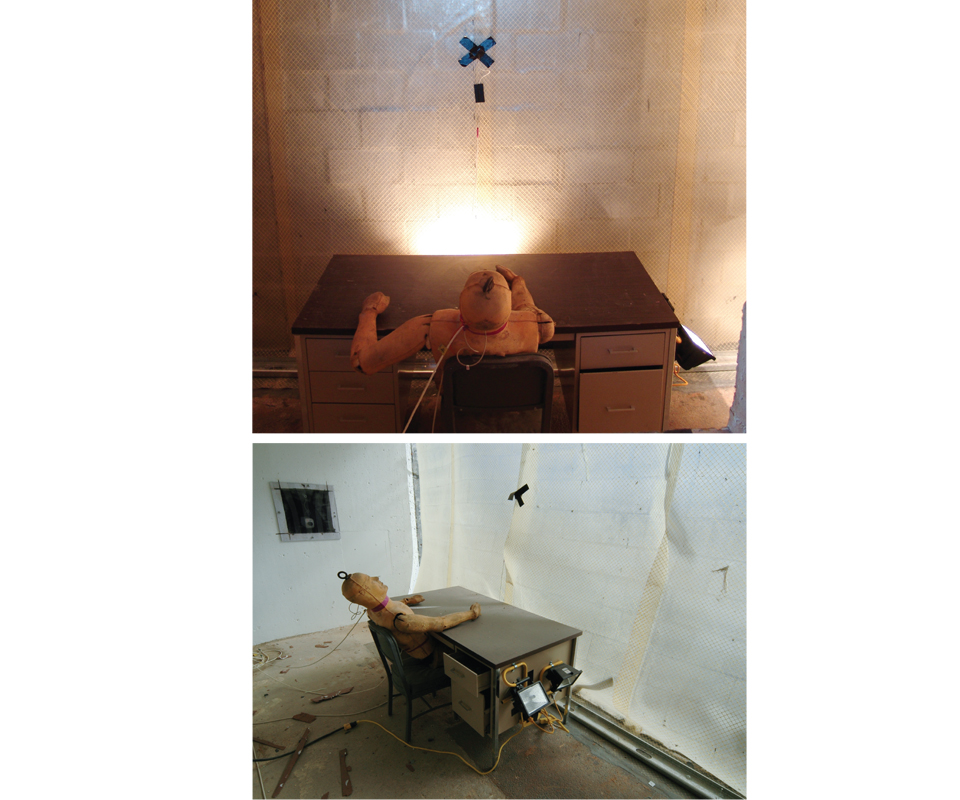
ERDC conducted a battery of experiments, using its sub-scale Blast Load Simulator in concert with high-explosive field tests to assess and validate the performance of various designs of the elastomeric reinforced wall retrofit structures. Here, in a field test setup, a concrete cinderblock wall has its interior wall retrofitted with an aramid-reinforced elastomeric blast-protection film (top). After explosive device detonation, the wall is destroyed, but the protective film, anchored to the floor and ceiling with steel studs and adhesive, remains intact, protecting its data-collecting dummy occupant (bottom photo). Source: ERDC



A unique, fiber-reinforced elastomer holds promise as a retrofittable, blast-resistant “wallpaper” that could help mitigate the hazard of flying debris when a non-loadbearing, concrete masonry wall is subjected to a pressure wave from a high-explosive event. Developed by the US Army Engineer Research & Development Center (ERDC, Vicksburg, MS, US), the blast protection system has received several awards, including a Top 100 Innovation Award from Popular Science magazine.
Development and testing are ongoing, but when the product is fully qualified, a fabricator plans to launch a commercial line and market it under the tradename X-FLEX Composite Blast Protection System. In its basic configuration, the system consists of an extruded urethane elastomeric film or membrane attached to or embedded in an aramid fiber-reinforced mesh.



In general terms, the innovation is intended to provide an alternative to more costly and cumbersome conventional building retrofit techniques for ‘hardening’ structural components against blasts, such as adding concrete or steel. Instead, the wall retrofit now under development is readily transportable and can be installed quickly and easily at remote locations without the need for specialized equipment or training. More importantly, the research and experiments conducted at the ERDC have demonstrated the reinforced wall retrofit system’s effectiveness in mitigating debris hazards that result from blast events by preventing debris fragments from entering the interior areas occupied by people. The system, however, is not designed to stop shrapnel emanating from the explosive ordnance itself.
A spokesperson at the East Coast fabricator involved in the project says the ERDC solicited the company’s help in developing the product because of its expertise in manufacturing layered film materials. The company has developed an extrusion process to manufacture a number of prototype versions of the reinforced elastomer wall retrofit used in the battery of tests conducted by the ERDC and Army Corps of Engineers.
With a near-term objective of demonstrating and proving the capability of a portable wall retrofit system, ERDC researchers decided to design, build and test the wall retrofit using a reinforcement with a well-known, qualified ballistic history within the Army, i.e., Kevlar, supplied by DuPont Protection Solutions (Richmond, VA, US).
To commence the project, ERDC contracted the Georgia Institute of Technology (Savannah, GA, US) to conduct tensile tests on reinforced and unreinforced coupons made with a variety of resins, some of which included spray-on polyureas, trowel-applied thermosets, polyurethane and thermoplastic films. Additionally, the aramid-reinforced coupons were made using a variety of mesh orientations and patterns. The coupon testing enabled researchers to pre-screen and pare down numerous resin and reinforcement combinations to a promising handful.
A critical piece of project equipment has been the ERDC’s Blast Load Simulator (BLS), which has enabled researchers to assess not only different materials, but also various ways of optimizing the manner in which the composite mesh is attached to the interior of a wall. The facility currently operates two of the devices, a full-scale BLS, designed to simulate explosions on target walls up to 8 ft by 8 ft (2.4m by 2.4m), and a sub-scale BLS, which can accommodate targets up to 54 inches by 71 inches (1,371 by 1,803 mm). Because the full-scale BLS became operational shortly before testing for the X-FLEX development program was completed, all the testing for this project was done using the sub-scale BLS and then validated with high-explosive field tests.
The simulator’s three main components are a compressed air driver, an expansion cone with transition rings, and a target vessel. Pressure is created by the release of compressed gas from the cylindrical driver. Shock waves are generated at the front of the expanding compressed air as it travels through the expansion cone to the specimen mounted on the target vessel, with a potential maximum load of up to 20,000 lb at peak reflected pressures.
The BLS is designed to conduct two types of experiments. The first, a diffraction/engulfment experiment, documents the effect of the pressure wave as it passes by the target — that is, it simulates the effects of an indirect hit from an explosive device. The second, and the one applicable in this project, a fully reflected target experiment, evaluates the structural response of walls, windows, concrete slabs and composite panels, as the target is subjected to the fully reflected pressure wave on the target surface.
Carol Johnson, a research civil engineer at ERDC, says numerous design-of-experiment-type tests, entailing use of a Blast Load Simulator to create an explosive-like pressure wave impingement on a concrete cinder-block wall retrofitted with the X-FLEX barrier, were used to evaluate various resin/reinforcement combinations and constructions. One of the best-performing designs, she reports, comprised a polyurethane elastomer matrix extruded over a ±45° aramid mesh, impregnating the fibers and filling the voids between the fibers in the mesh structure to form a solid sheet. A similar construction, albeit one in which the polymer, already in sheet form, is laminated onto the mesh, also was tested. However, the extruded version outperformed it. The Kevlar fibers were purchased already woven together in the desired orientation.
In the project’s initial stage, ERDC employed a manufacturer to sandwich the fibers between two layers of elastomeric film. The films were applied on either side of the fabric layer through a lamination process. In the later stages, when fiber type and orientation, and the elastomer, had been pared down to a few promising materials, this lamination technique was transitioned to a system similar to a sheet extrusion process, developed by the fabricator that will commercialize the product, in which the roll of Kevlar fabric and elastomer are extruded through a tool or die that facilitates complete encapsulation of the fibers by the elastomer.
The ERDC team also tested three ways of attaching the composite mesh retrofit to the wall and floor substrate:
- Mechanical attachment, by a variety of means, to the floor and roof immediately adjacent to the wall.
- A combination of mechanical attachment and a rubber or acrylic pressure-sensitive adhesive applied to the wall-facing side of the extruded fiber-reinforced elastomeric film. Upon installation, a backing paper is removed and the reinforced film is bonded directly to the wall substrate. Top and bottom mechanical attachments also were secured in place by an epoxy or elastomeric adhesive applied with a roller or grooved trowel. The elastomeric material thickness can be 0.01-0.25 inch (0.25-6.35 mm).
- Item 2 above, with the wall and top and bottom attachment areas prepared with a primer. When the primer becomes tacky, an adhesive is applied to the top and bottom attachment areas. A rubber roller is used to apply pressure to the reinforced elastomeric wall retrofit to ensure integral contact and adhesion to the entire wall surface. Both the pressure-sensitive adhesive and attachment area adhesive react with the primer to form a chemical bond.
Of the three methods, the third performed best in tests. Mechanical attachment to the floor and ceiling frame comprises either a steel plate or steel stud member secured in place with adhesive and anchor bolts. Holes are drilled into the floor spaced 3-4 inches (76-102 mm) apart, and each hole is fitted with a sleeve for the anchor bolts. The adhesive on the top and bottom supports prevents the reinforced elastomer from slipping between the anchor bolts during a blast.
Johnson says the wall retrofit technology is best viewed not as a single system, but rather as a suite of materials (reinforcements and resins) that can be tailored to deliver various degrees of protection, through modifications to materials, component configurations and geometry, which in turn depend on the level of the anticipated threat and the funding available to pay for it.
Possible resins include polyurethane, polyethylene, polypropylene and thermoplastic blends. Similarly, in addition to aramid, the reinforcement mesh could, theoretically, be made from fiberglass, carbon, polypropylene, nylon or a hybrid fabric. By mixing and matching this matrix of reinforcements and resins, as well as altering physical design parameters, it is possible to manufacture a reinforced elastomeric wall retrofit with a yield strength of the embedded reinforcement of 100-800 lb (45.4-363 kg) per lineal inch. “There is definitely an aspect of tunability to the product to accommodate the threat level required to protect personnel against,” says Johnson.
Although there are no immediate plans to launch X-FLEX commercially, the fabricator’s spokesperson says it is a product to which it remains committed and would like to sell it to the military and the public. “It is a system that can certainly save lives, and we have received interest in it from all over the world.”
As a cost-effective and user-friendly means to afford protection and save lives against a variety of threats, it seems safe to assume it is not a matter of if but when the composite blast mitigation system is installed in real-world applications.








Related Content

PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreComposites manufacturing for general aviation aircraft
General aviation, certified and experimental, has increasingly embraced composites over the decades, a path further driven by leveraged innovation in materials and processes and the evolving AAM market.
Read More
Jeep all-composite roof receivers achieve steel performance at low mass
Ultrashort carbon fiber/PPA replaces steel on rooftop brackets to hold Jeep soft tops, hardtops.
Read More
JEC World 2024 highlights: Thermoplastic composites, CMC and novel processes
CW senior technical editor Ginger Gardiner discusses some of the developments and demonstrators shown at the industry’s largest composites exhibition and conference.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More