

.jpg;width=70;height=70;mode=crop;format=webp)



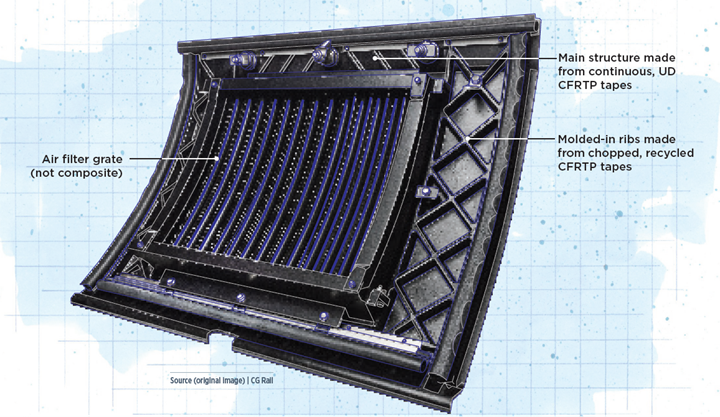
Designing a lighter, integrated, fire-safe sidewall cover. R&D company CG Rail performed extensive materials testing and used a simulation-driven design approach to develop an optimized carbon fiber-reinforced thermoplastic (CFRTP) sidewall cover to affix to the exterior equipment bay of a high-speed train (such as one shown in the example image, outlined in yellow). The compression-molded prototype comprised 76% recycled materials and reduced weight by 30% compared to the aluminum version. Photo Credit, all images (including image in line with title): CG Rail
CG Rail (Dresden, Germany) is a research and development (R&D) company that specializes in engineering lightweight, integrated, multi-material components for the rail industry. According to Franz Bilkenroth, project manager at CG Rail, the company works to bring university-scale materials research, often working with partners like nearby TU Dresden, to prototype parts that can then be commercialized by CG Rail’s industry customers.
Since its founding in 2015, the company’s work has culminated in the development and production of a fully carbon fiber-reinforced polymer (CFRP) metro train front cabin, an award-winning platform for integrating a pantograph to the top of a high-speed train, a series of prototype all-CFRP rail bogies — the first of which was unveiled in 2018 — and more. Much of the work CG Rail has done so far has involved thermoset-based CFRP parts, replacing traditionally metallic rail components with lighter, stronger, corrosion-resistant composite alternatives. However, Bilkenroth explains that one limitation to thermoset composites has historically been the stringent fire safety standards needed for rail components, such as Europe’s EN 45545 standard.



“Traditionally, when we use composites in rail applications, fire safety is a big challenge,” Bilkenroth says. With thermosets, there are generally two options: a fire-resistant coating, or a fire-resistant additive in the resin matrix. Neither of these is ideal, he explains. A coating adds weight and generally does not last as long as the composite part itself — over a part’s 30+-year lifespan, the coating is likely to age and needs to be reapplied. Fillers or additives in the resin, he adds, can also add weight if needed in high amounts or may have an adverse effect on overall material performance.
In 2018, a high-speed train manufacturing OEM approached CG Rail looking for alternative, inherently fire-resistant composite material options for structural rail components. What followed was a two-year research project that resulted in an exterior sidewall cover prototype made from a fire-resistant thermoplastic-based carbon fiber composite.
Meeting fire safety standards: Materials screening
Under normal operating conditions, metals are inherently resistant to burning, but as rail OEMs increasingly turn to lighter weight, anti-corrosive alternatives like composites for structural rail components, a variety of composite material solutions have been introduced in recent years, from fillers and intumescent veils to new resins. The fire performance of these materials is measured by various factors, including ignition, ability to self-extinguish, flame spread, burn-through, heat release, smoke generation and smoke toxicity.
In this case, the customer was looking for a fire-resistant part that could be made at large scale in an automated process. Considering the processing, rate and mechanical performance goals, CG Rail narrowed its options to thermoplastic composite materials. The overall goal of this project was to “investigate whether there are some thermoplastic matrix materials that bring fire resistance benefits without any of the downsides that come with the thermoset options,” Bilkenroth explains.
Illustrated by Susan Kraus
An additional challenge was finding a suitable material at the right price for rail. “There were some aerospace-level thermoplastics we could have chosen that would have given the right performance, but the price point is just not competitive for rail applications. We needed the right price-to-performance ratio with the right fire safety and also the right availability in the market from a major supplier who could dish out the amount of material we would need to go into serial production,” he says.
To demonstrate this materials research, CG Rail and the customer decided to target a sidewall cover — typically made from aluminum — as a prototype part. Located on the exterior of a high-speed train, these covers protect the vehicle’s electrical equipment and serve as an entry point for repairs. Bilkenroth explains that the cover was chosen because is it not too complex in geometry, but there are several dozen of them on each train car, suiting the relatively fast processing times of thermoplastics compared to a thermoset-based prepreg and autoclave process.
The demonstrator part needed to meet the same basic geometry and mechanical requirements — stiffness, strength, impact resistance, fire safety standards — as the original aluminum part, with an added goal to reduce overall part weight by 30%. The weight savings, Bilkenroth explains, would factor into the customer’s goal to reduce the train’s overall energy consumption during operation.
Materials screening: Finding the right carbon fiber/thermoplastic
From the beginning, the customer specified that they wanted a carbon fiber-reinforced thermoplastic (CFRTP) material for the project. “Carbon fiber was chosen because they wanted to make the part as light as possible,” Bilkenroth says. Glass fiber could also be used in a similar part to save material and production costs upfront, depending on the overall goal. “In this case, you save costs over the part’s lifecycle by switching to the lightest weight materials that reduce energy consumption by the rail vehicle.”
Over the course of more than a year, CG Rail screened dozens of thermoplastic composite materials on the market, including tapes and woven fabrics, testing coupons against the required strength and stiffness properties before moving to fire safety tests. After narrowing down the list to about a dozen material options, coupons were put through a five stages of additional tests based on customer requirements.
The first of these five stages was fire safety — which eliminated about half of the material options, Bilkenroth notes. Specifically, each specimen was tested to EN45545-1, -2 and -3, for spread of flame, heat release, and smoke opacity and toxicity, respectively. Specific thresholds that needed to be met were set by the requirements of the type of train.
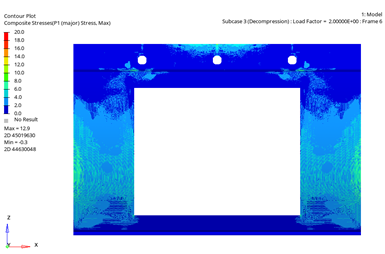
Simulation-driven design. From materials evaluation to final part tests, Altair software was used to simulate impact, stress and other mechanical requirements on materials samples and each iteration of the part design. Photo Credit: CG Rail
The second stage was temperature performance and stability, where the coupons were tested under the range of environmental temperatures a train would need to withstand, from -40°C up to about 80°C.
Stage three tested the materials against environmental influences. The materials were subjected to heat, water vapor, salt spray and UV light. “Those are the biggest environmental players during operation over the course of their lifespan, so we were essentially ‘aging’ the materials at an accelerated rate, subjecting them to 30 years’ of environmental factors over a short span to see how and if they deteriorated,” Bilkenroth says.
Next up were material property tests. These included tests to meet standards for static tension, compression, open-hole compression, open-hole tension, in-plane shear and interlaminar shear, plus impact testing.
After stage four, only one material was moved on to stage five: fatigue testing. “We needed to be pretty sure by this point, because these tests take a lot of time,” Bilkenroth says. “You take multiple specimens with one specific layup, and then test them in different directions for different stress ratios and amplitudes. You then have to repeat the same tests for any layup you want to test. Each test specimen can take multiple weeks of testing before it fatigues, but it’s the only way to characterize the material and get feedback on how the material performs in a scenario of millions of load cycles.”
He explains that CG Rail has capabilities to do some static material property tests and temperature testing in-house, while the other tests were performed by partners.
The final material was eventually narrowed down to a proprietary, CFRTP unidirectional (UD) tape.
Part design: Simulation and modeling
In order to meet the timeframe set by the customer, the design process for the sidewall cover itself was done concurrently with the materials testing. Once the final material was chosen, the part design was tweaked accordingly. Most of the modeling and simulation work was performed using Altair’s (Troy, Mich., U.S.) OptiStruct and HyperWorks software.
Bilkenroth explains that the design was based on a combination of customer-provided mechanical requirements (basic geometry, weight, strength, stiffness, etc.) and materials data that came from the selection process described above.
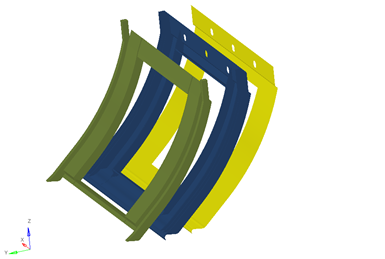
The design process. First, the design team determined the amount of allowable design space to work with (see diagram above, leftmost green layer). Next, topology optimization was performed to determine optimal material placement and rib structures (middle blue layer). The final design was optimized for manufacturability (far right, yellow layer).
Photo Credit: CG Rail
First, the CG Rail team had to determine the “design space” they had to work with — as Bilkenroth explains it, this is the degree of freedom they had between the prescribed parameters from the original aluminum part and the upper limits of the space for attaching this part to the train. In this case, the exterior geometry was set — the part also needed to be able to incorporate metal fasteners to attach to the rest of the train car and to attach other components such as a slotted air filter to the middle of the cover. The design space was several centimeters of thickness in between the cover and cladding inside the bay that could be used, if needed.
Steel or aluminum have an inherently high modulus of elasticity, Bilkenroth points out, and short fiber-reinforced composites often need extra “design space” to make up the difference in a stiffness-driven component. “When you close the sidewall cover, it should bend exactly as the aluminum part would bend. For the sake of keeping the exterior of the train the same, the stiffness of the part has to be the same.”
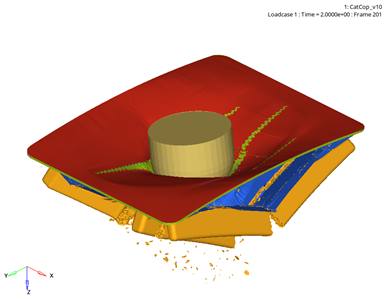
Because of the protective nature of the cover, the main load cases driving design of the part were impact, such as from gravel or other debris hitting the door while the train is moving. Bilkenroth notes, “The design requirement was for the largest piece of gravel that could be there at the highest possible speed that would be feasible in a scenario like that, to not penetrate the component.”
Using the predefined geometry and load cases, the next step was topology optimization using Altair simulation software. The resulting models showed the optimal shape, material density and distribution as well as rib placement for the given requirements.
Bilkenroth notes that the simulation models worked great as a starting point, but the next step was making adjustments to make the modeled designs more easily manufacturable.
Final part and materials iterations: Design for manufacturing
When it came to the manufacturing process, CG Rail knew that the part would need to be made in a process that could be mass-produced by the customer. Bilkenroth says that compression molding and injection molding were both considered. “Injection molding was interesting because it’s a very quick, clean process, but the tooling is very expensive.” Ultimately, compression molding was chosen because the tooling was more cost-effective for the volume needed. “If we were talking several hundred thousand or something like that, we would have definitely chosen injection molding, but the part count [for these covers] is more like several thousand per year, which makes compression molding much more suitable.”
CG Rail designed the tooling, that was then machined by a supplier partner. The part was manufactured via another partner of CG Rail’s, using a Schuler (Göppingen, Germany) press capable of up to 25,000 kilonewtons.
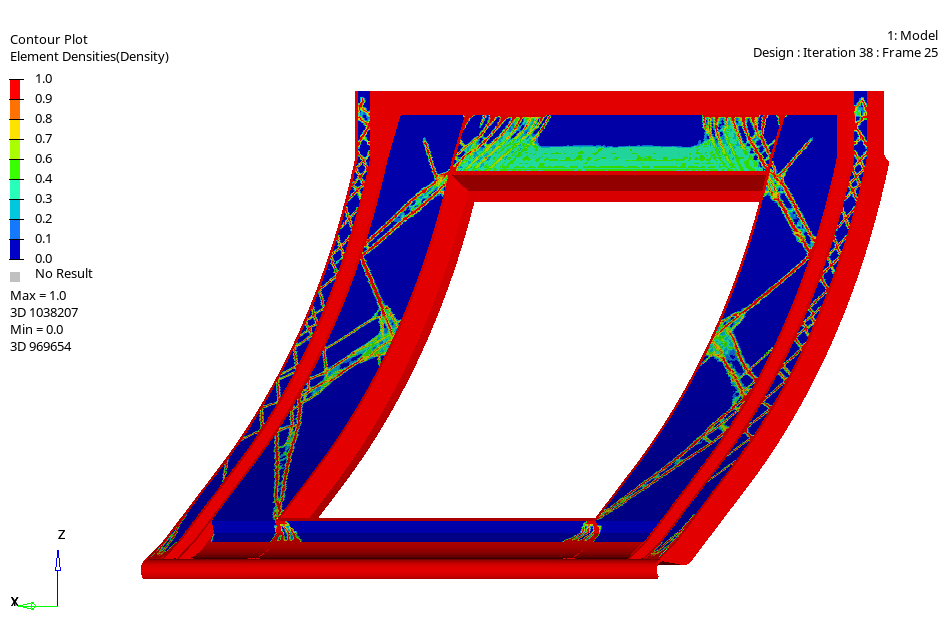
Design for manufacturing. The top image shows the optimal rib placement from a simulation perspective, given the load parameters needed. The final part (modeled below) optimizes the ribs for manufacturability. Photo Credit: CG Rail
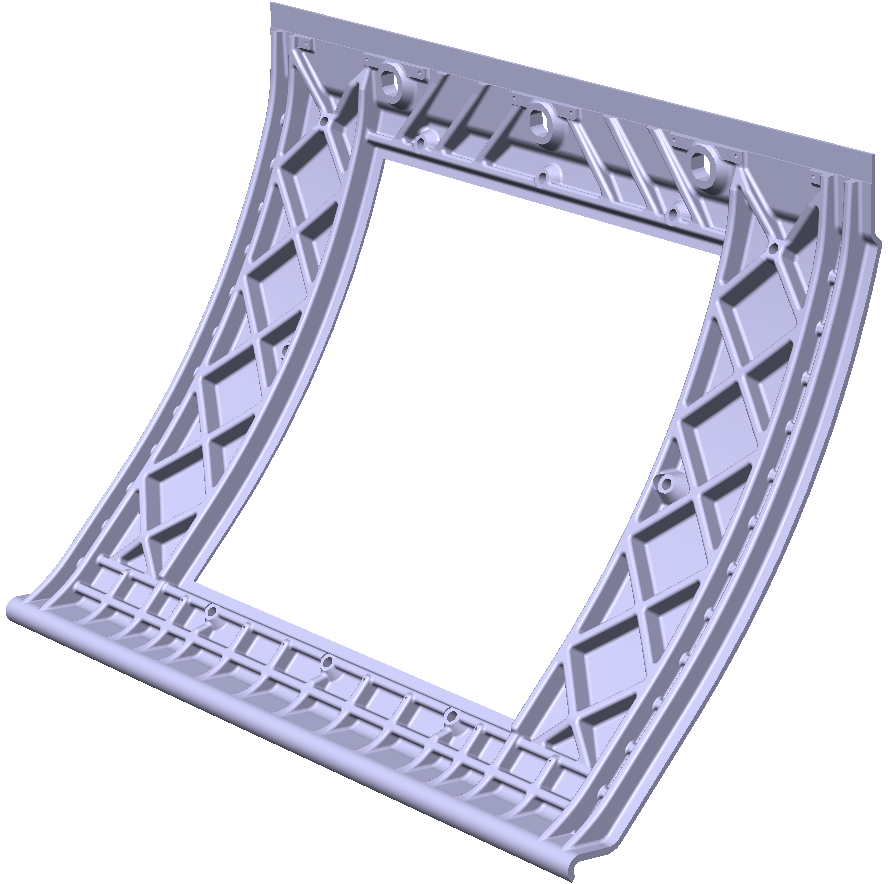
Given the manufacturing process, the design team took the simulation-optimized design and adapted for cost and ease of manufacturability. For example, the optimized model included a series of ribs along the sides of the structure, based on placement of material only where needed for added stiffness. The CG Rail team redesigned the ribs to be of uniform thickness and spacing for easier manufacture.
Modeling also indicated where the strength properties of continuous fiber would be needed, and it was decided that less-costly discontinuous fiber could be used in the remaining areas. The ribs, in particular, required a discontinuous fiber material — continuous fiber would wrinkle when pressed into the tool cavity, while discontinuous fiber would flow more easily during molding.
At first, CG Rail tried using off-the-shelf tapes with discontinuous fibers for the ribs. However, these were a slightly different material than the continuous tapes, which caused issues with the materials not aligning properly or not having the same properties.
Ultimately, CG Rail worked with its supply partner to use the manufacturing scraps from the original UD tapes. These scraps were chopped up and reprocessed into semi-consolidated discontinuous tapes. The final layup includes layers of the reprocessed discontinuous tapes and UD tapes. This ended up being an ideal solution: It allowed for reuse of manufacturing waste, enabled the part to be made with the same material throughout and, Bilkenroth notes, enhanced recyclability of the end part as well. If adopted commercially, the part could be shredded and the short fiber-reinforced material reused for another application because it’s all made from the same material.
Manufacturing the final prototype
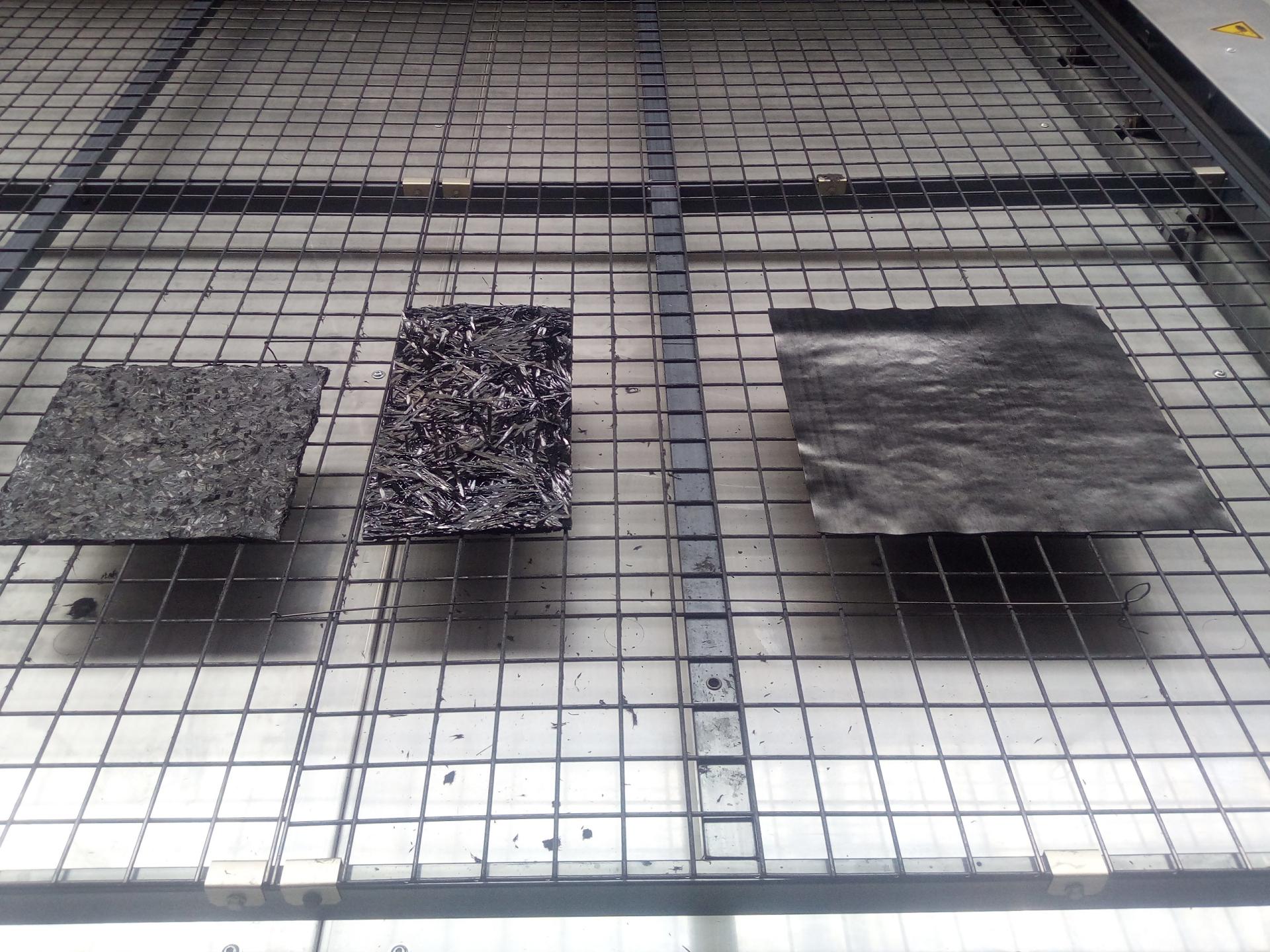
The cover layers virgin UD tape (right) with layers of chopped scrap. The scraps are shredded (middle) and then preconsolidated into a mat for layering into the final compression mold (left).
Source: CG Rail
Upper mold for the final prototype.
Source: CG Rail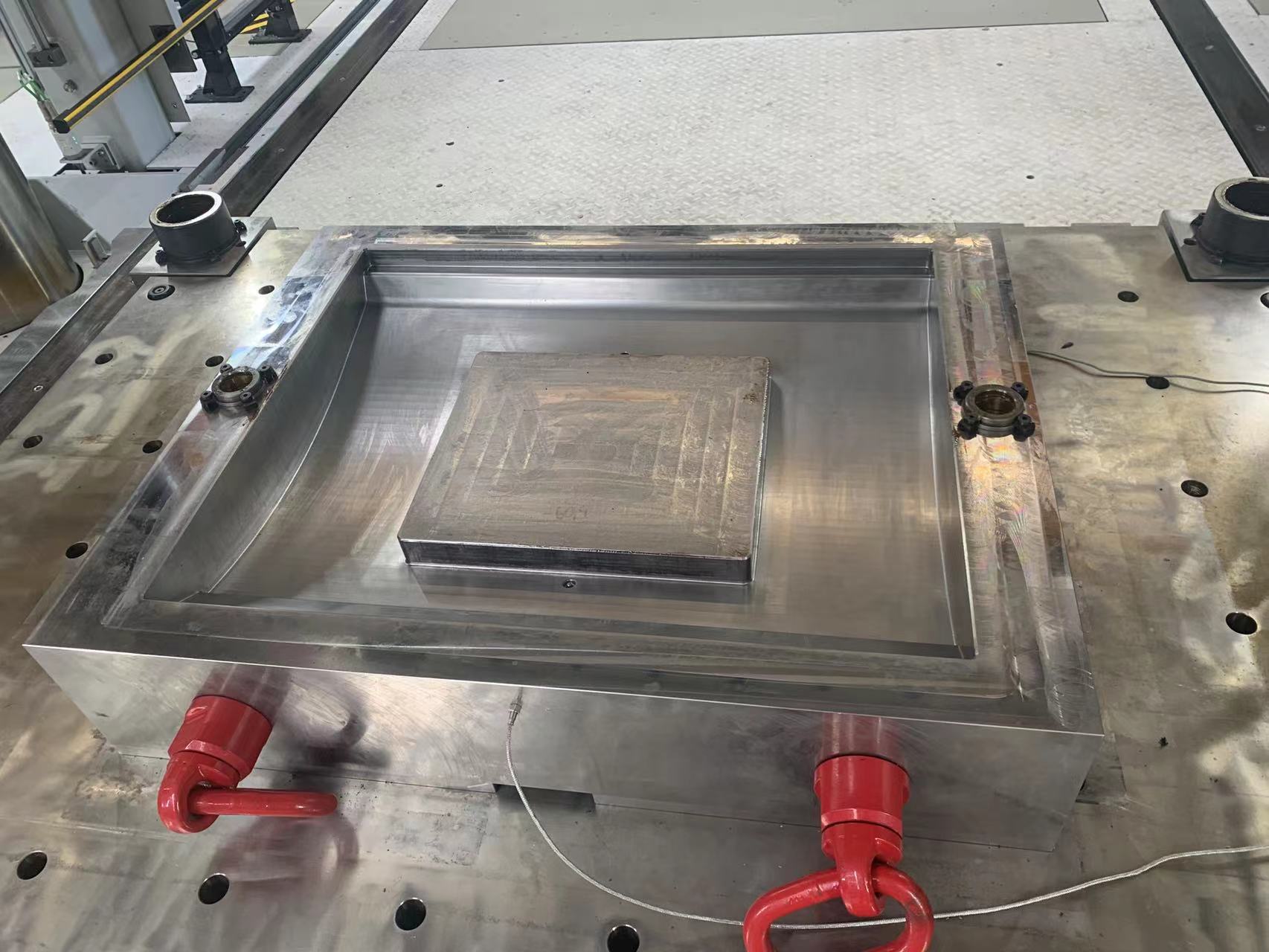
Lower mold.
Source: CG Rail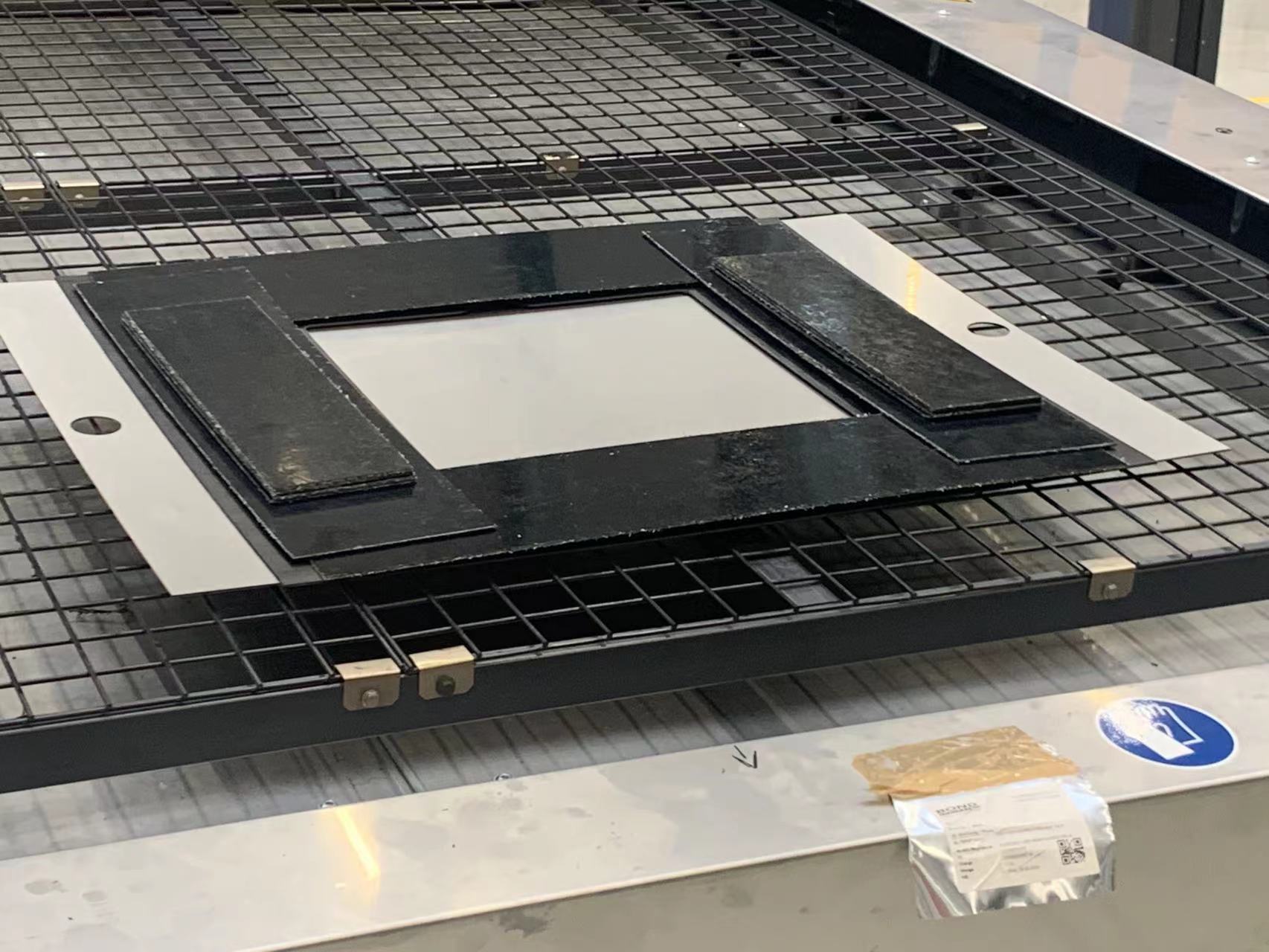
The virgin and recycled sheets are cut and layered.
Source: CG Rail
Sheets are placed into the bottom mold.
Source: CG Rail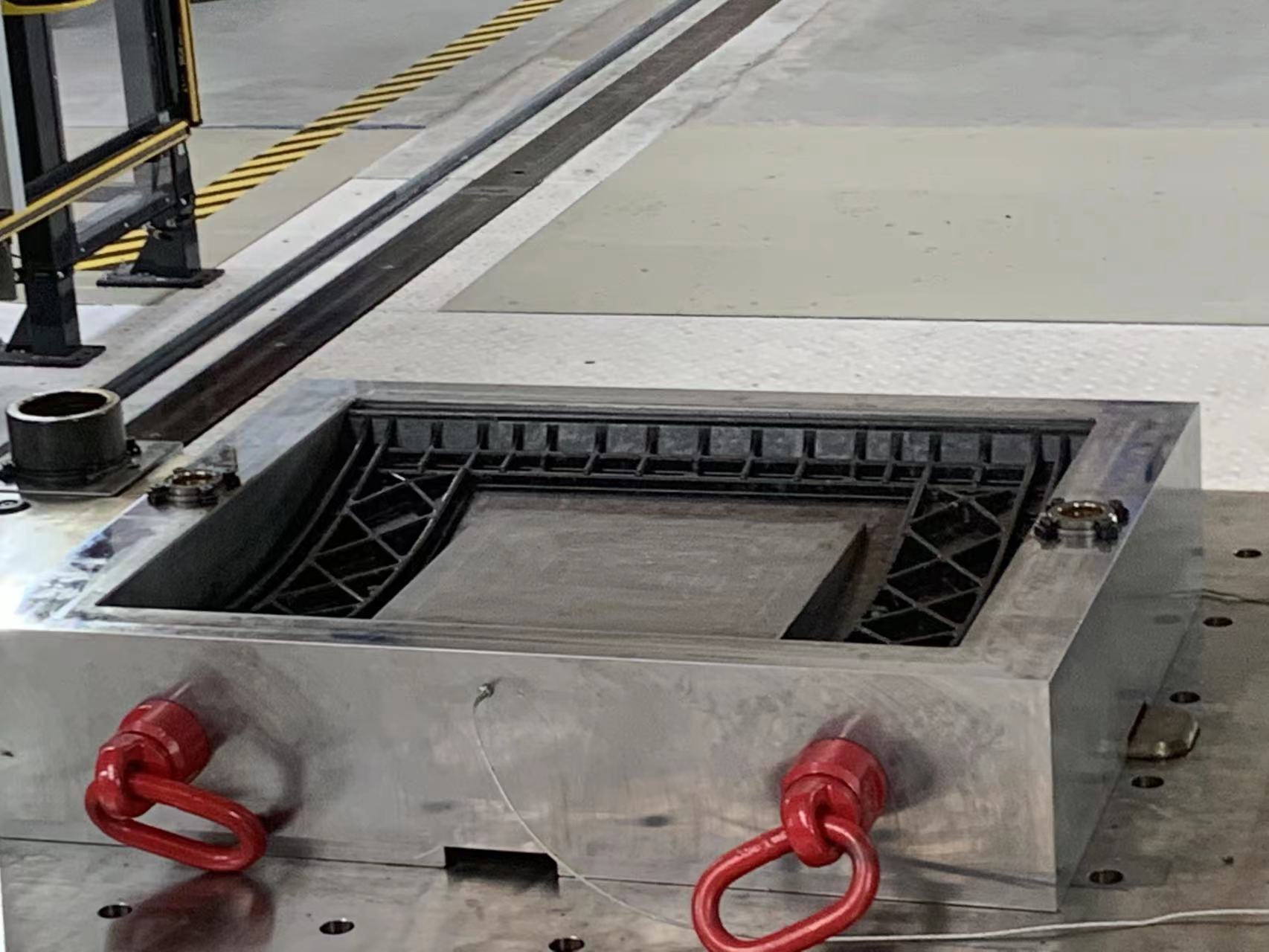
Compression molding process occurs, producing the final part.
Source: CG RailThe final part ended up comprising 24% virgin, continuous fiber in the areas that would receive highest impact, and 76% discontinuous fiber processed from manufacturing scrap.
Delivery for part testing
Typically, once prototype parts are built, CG Rail performs physical tests using its own equipment or with partners to validate the simulations, but in this case, all of the part-level testing was done via simulation only. Physical testing would be performed by the customer after delivery of the parts.
Ultimately, “We were able to meet all of the customer requirements for fire safety, and we reduced the weight by 30%,” Bilkenroth says.
Andreas Ulbricht, managing director at CG Rail, adds that the weight reduction is significant: “The use of additional technical systems in rail vehicles to increase their attractiveness for passenger and freight transport generally leads to greater vehicle mass. But the total mass of the vehicles is limited by the maximum permissible wheelset loads defined by the infrastructure based on European standard EN 15528. Innovative lightweight solutions like the novel thermoplastic composite sidewall cover offer an opportunity to reverse the weight spiral and improve energy as well as resource efficiency.”
More than 80 iterative covers were produced over the course of the 2.5-year project, and four final prototypes were shipped to the customer in late 2020 for mechanical testing and consideration for commercial projects.
Bilkenroth adds that similar materials could be used in future to make a variety of fire-resistant thermoplastic composite components for rail or other end markets.








Related Content

Microwave heating for more sustainable carbon fiber
Skeptics say it won’t work — Osaka-based Microwave Chemical Co. says it already has — and continues to advance its simulation-based technology to slash energy use and emissions in manufacturing.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
Natural fiber composites: Growing to fit sustainability needs
Led by global and industry-wide sustainability goals, commercial interest in flax and hemp fiber-reinforced composites grows into higher-performance, higher-volume applications.
Read More
Composites end markets: Electronics (2024)
Increasingly, prototype and production-ready smart devices featuring thermoplastic composite cases and other components provide lightweight, optimized sustainable alternatives to metal.
Read MoreRead Next

Withstanding fire without the weight
New composites meet stringent fire requirements while lightweighting ships, rail cars and battery boxes for electric cars and planes.
Read More
CG Rail unveils world's first CFRP rail vehicle
The car body consists of 70 percent carbon fiber reinforced plastic (CFRP) and is 30 percent lighter than a conventional aluminum construction.
Read More
Recycled carbon fiber on the rails
Aiming to increase the cost-weight viability of carbon fiber-reinforced composite structural components in railway vehicles, a prototype rail bogie prominently features recycled carbon fiber.
Read More