
Composites supply chain and production disruptions – how can AI and digitalization help?
Digitizing and creating the factory of the future is a journey, but it has the potential to help composites manufacturers address real-life disruptions and enable fast replanning of production operations for increased flexibility and enterprise-level performance.





Photo Credit: Getty images, metamorworks
At CAMX 2021 (October 19-21, Dallas, Texas, U.S.), I sat down with Avner Ben-Bassat, president and CEO at Plataine (Waltham, Mass., U.S. and Petach Tikva, Israel), to discuss how the company’s connected suite of software for tracking materials, machines, tools and production scheduling was being used to overcome supply chain issues at composites manufacturers. Ben-Bassat introduced me to digital twins in 2016 and we met again later that year during my tour of the Composite Technology Center (CTC, Stade, Germany) where Plataine’s software was being demonstrated for Airbus. Over the years, Ben-Bassat has continued to help me understand the digital transformation, Composites 4.0 and the issues involved for manufacturers (see Composites 4.0: Architecture and ontology and Where to start?).
In this blog, we discuss how using artificial intelligence (AI) can help companies to optimize composites production and better navigate disruptions, whether they stem from global pandemics, wars, lack of materials and personnel, or a machine outage in the cutting room.



Gardiner: “Last year, CW wrote a lot about supply chain issues. What are you seeing now as you visit with customers and potential customers?”
Ben-Bassat: “We see that most tier suppliers in aerospace are ramping up production volumes, meanwhile supply chain disruptions continue. And companies are also facing hiring challenges. Many companies say they don’t have the number of employees they need with the desired level of skill and experience they would like. We are seeing companies face long lead times and materials shortages, which can cause them to slow or stop production until they can get what they need.”
Gardiner: “This year, I’ve been writing more about sensors, and how they are being used to achieve Composites 4.0. But does Plataine really deal with sensors that much?”
Ben-Bassat: “Absolutely, our software apps collect sensor data, such as temperature and RFID codes from materials, parts and tools, etc. For us, the question is how do you use that data to help your operations? Let’s say that someone has prepared a production plan for the week. They send it down to the production floor. And some of what is in that plan will happen on time, and some won’t because a machine fails, a part fails, materials are late, etc. Sensors give us this type of data on the actuals of production. We strive for a closed-loop environment, so that we can feed that data back and quickly reassess our operations and replan accordingly. And this is what we call flexible production.”
“An inflexible operation is the current legacy for most companies. A planner sits in his or her office, and it takes hours to prepare the next plan. The production plan for next week is finally sent on Friday. On Monday, the production team begin to execute that plan, but as we discussed above, all kinds of things happen — mistakes, defects, customer issues, quality issues. An inflexible organization just keeps trying to move according to the plan, and at the end of the week, they assess what they didn’t achieve and just add that to the following week's plan. And this has now slowed production and led to excess costs and missed delivery deadlines.”
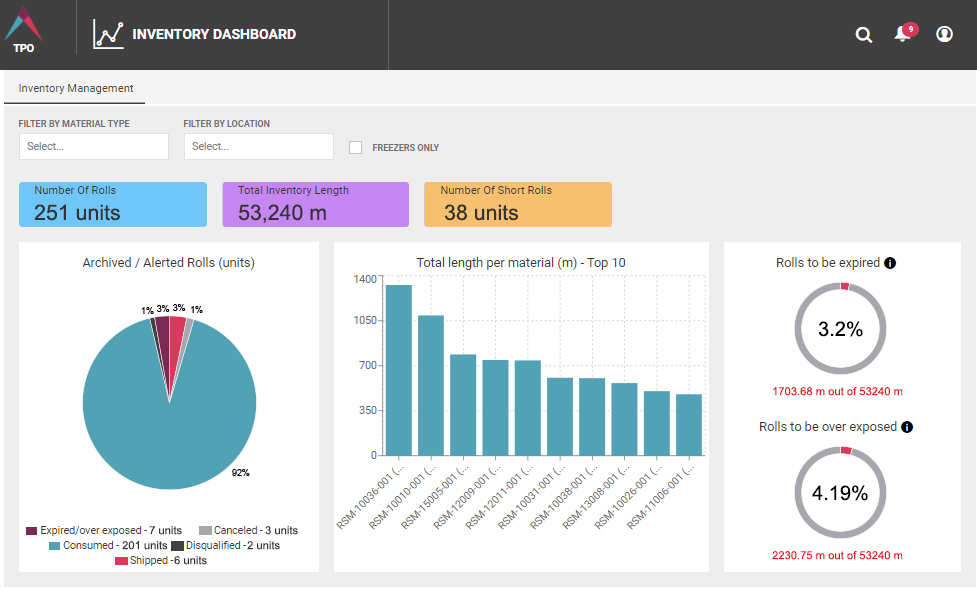
Sensor-based management of composites materials and kits. Photo Credit: Plataine
“The ultimate flexible organization is organized in such a way that as disruptions happen, the plan adjusts itself. How do you make that happen, especially with the complexity in composites manufacturing? Let’s return to the production plan sent on Friday. On Monday, one of the cutting machines goes down. What does that mean? Well, I can delay everything, or maybe I need to reschedule just certain jobs. Once I have data on how long the machine will be down, I can now replan, starting with materials. For example, what prepregs are already thawed, and with that cutter down, what prepregs might not be needed now? So, I need to consider that in my plan. But now that I have downtime, perhaps this creates an opportunity to run maintenance on one or more of my tools because they won’t be in use? And then there is the autoclave run at 10 am — should I go ahead or wait until I can load it with more parts? And when will I have enough parts? So, it's actually very difficult to quickly make a new plan that is optimized for the actual situation as it is happening.”
“A flexible operation is able to quickly close the loop. If any of these problems happen, the goal is to be able to replan or insert the most urgent job or use the materials about to expire. So, let’s say that it's 10 am and a cutter goes down. An alert is sent, and the production supervisor looks at it and makes the decision to move job #2 to machine #3 and John is going to supply material #4 in 5 minutes. And that brings up the issue that we need to coordinate a lot of functions and a lot of people on the floor, quickly and efficiently. How are we going to do this? Are we printing out paper? That is not very flexible. Or do we instead have apps on phones, tablets or maybe some wearable device that receive the update? So, in this example, that alert about the cutter down and moving job#2 is sent to all team members involved, and production moves forward. The process is streamlined across multiple flows and team members, and the organization is accelerated.”
“So, this is ideally where companies should be. Again, sensors can give us data in real time, which is valuable. If I know what is happening in real time, then I can adjust in real time. But an even higher level is actually knowing ahead of time — that is, predicting. If the sensor just told me that I'm late or that I have a quality issue — that's already much better than what exists with most companies today. But what if the sensor data can help me to start making predictions. For example, it’s 9:00 am, but by 11:00 am, there is going to be a bottleneck in layup station #5. That is really helpful because it gives me time to replan around that in a proactive way and avoid disruption and wasted time.”
“At Plataine, we actually use the term proactive AI. And what we mean is that i’ts not just that the AI that makes predictions and helps with optimization, but it's AI that acts proactively based on a prediction that something disruptive is going to happen. It then suggests actions to resolve this potential disruption and the users may or may not have ever known there was a problem looming. They just receive alerts and the replan instructions, and instead of doing job #1, they do job #2, and instead of pulling prepreg roll #5, they pull roll# 17. The data, and what AI does with the data, enables a much more agile production organization.”
Gardiner: “Can you give me an example of this at one of your customers? There are many companies who don’t see a need for digitization and Composites 4.0.”

Plataine production scheduling software in use at a composites production facility. Photo Credit: Plataine
Ben-Bassat: “We just announced that Middle River Aerostructure Systems (MRAS, Baltimore, Md., U.S.) has deployed our AI-based optimization solution, and are using it in their Maryland-based facility that produces composites-intensive engine nacelles and other aerostructures. Enabling flexibility was one of the main goals, as was improving quality while reducing material waste. As with many of our customers, they started with our cutting and nesting software and then, in a second phase, followed this with an automated frozen prepreg management module called Time Sensitive Material (TSM) Manager. This combination allows MRAS to track its prepreg rolls — their use, out-time, remaining shelf-life and expiration — across storage locations and production stations. It then uses this data to assign materials to work orders and cutting/nesting plans. MRAS has been able to document improved on-time delivery and a significant improvement in materials use and production yield. They also now have digital visibility, end-to-end, in this process chain.”
“I would say this is a journey. And we are further advancing that roadmap by integrating more and more of the production machinery. For example, we’re working with one of our partners, Virtek Vision (Waterloo, Ont., Canada), to integrate their laser projectors. This helps to give visibility into the progress and status of layup operations. For example, work order #334 is at ply #7 out of 23 plies total. That's also a basis for predictions — for example, is this job going to finish on time? And that’s a key link to planning the next autoclave run, and everything else in that process chain. So, if that job is on track, then great, let's fire up the autoclave because the parts are coming. But if that job is not on track, then what? Similarly, in our work with Eastman Machines (Buffalo, NY), our software is integrated with their machines, not only to drive optimized cutting, but – as a next step – to gain full digital visibility and traceability of the production status and material consumption and be able to act on it.”
“The journey we are on is to increase the data we can collect and then apply algorithms to that data, so that we can generate more predictions and proactive flows. If I have data from the projectors, cutters and AFP machines, for example, then I can use that to provide increased visibility into my production. If I don't, then that area of production remains opaque, and my flexibility remains unchanged.”
Gardiner: “What about companies that have already improved their ERP systems and have production planning team meetings every day? Why do they need to have such digitization? It’s a lot of expense and maybe they don’t want to replace their people with automation or lose human control over the production systems?”
Ben-Bassat: “I appreciate that, and we get that a lot. It makes sense. First and foremost, we're not coming to replace workers. The digitization we are helping with doesn't work like that. We are basically giving the workers a better tool to do their job. The goal is to do away with the mundane tasks and then elevate the exceptions for them to handle, and so this actually frees up the workers so they can take care of other tasks, but does not replace them. One of our core principles is that the man-machine team does a better job than either one of them on its own. We believe that the software can help the person do a better job.”
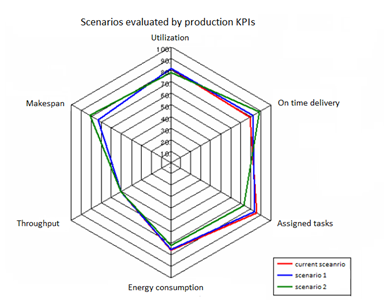
Scheduling algorithm integrates all facets of production and compares scenarios across multiple KPIs (key performance indicators). Photo Credit: Plataine
“And I don't agree with a perception that says our company doesn't need this technology and we're fine as we are now, because you will have competitors that are embracing this technology and they will become more competitive, with better time to market, better first-time quality and less costs. Forget about Plataine for a second, because the overall advance is not just about us. It’s the same proposition as cutting materials by hand or using an automated cutter; you can do layup by hand with a laser projector or without one; you can do scheduling on Excel or scheduling with an algorithm. The issue is that you can run around with paperwork and react in a few hours, or you can integrate software and react in seconds. The key to making this digitization journey successful is to work with the people in your company and leverage all their experience and know-how to make your team more flexible, which benefits everyone.”
“Another example I'll give is not from scheduling, but about smart equipment and the Holy Grail of closed loop control. So, take AFP (automated fiber placement), for example, and using sensors to monitor defects and adjust the placement process as it goes based on that data. And there's similar talk about other equipment such as a press, injection machine or heated tool. This “smart” equipment adjusts itself to stay within spec or work faster or whatever the goal may be. This is a closed loop at the worksite level. The examples I gave before are also a closed loop but at the entire production or enterprise level.”
“So, progress is being made for AFP machines that monitor themselves and automatically adjust temperature or layup speed, according to the data collected in real time. If this sensor enables the AFP machine to produce a part layup in 4.5 hours versus 5 hours, that is a great achievement and helps the bottom line. By integrating that data using scheduling software, we create an opportunity to look at the whole production and perhaps squeeze in another job, or maybe I'll hold the autoclave and put in this part as well. So now my production has opportunities. The importance of this type of step forward is not just to avoid bad things, it’s also to create and exploit opportunities, which also add to the bottom line.”
Gardiner: “I think that a lot of people fear that the software will take control. Where is the human aspect?”
Ben-Bassat: “I think this is a legitimate concern. As a software vendor, we've learned that we need to earn trust. We have done that by making good recommendations where — within a few weeks typically — the user sees the results we predicted. In this way, they begin to trust us. And then they begin to release control and allow more software automation. In our world, there is never full software autonomy. From an application point of view, we want to allow parameters to tell the software where it can react automatically and when to simply bring it to the attention of the operator.

Real time, AI-based production scheduling. Photo Credit: Plataine
I'll give you a few examples. Let's say we have a schedule, and suddenly production starts to fall behind. What do you want the software to do? Perhaps the decision is not to change the schedule no matter what. And there is the option to at least show the users that we are running late — let's color the delayed job in red on the Gantt chart, or send an email, something to make it visible. You could also begin a gradual increase in automation. For example, you can set the parameters that if a job is 15 minutes late, don't do anything, but if it is more than a half hour late, then send an alert to reschedule. As the next step, you can set up the software to not just alert to reschedule but run a new schedule and present it to the operator for approval. So, we can integrate human checkpoints, but I can still work to solve the problem efficiently.”
“By the way, we have found that over time — once the user has seen the results and begins to trust the software — he or she will begin to automatically approve the software’s recommendations, or sometimes they will adjust to: “do whatever you need to do for tomorrow automatically but if you're adjusting today's schedule, I want to either know about it and/or approve it.” We have all these means for the users to take or release control to the software, enabling a spectrum from very little automation to a much more automated scheduling environment. That being said, we haven’t yet seen cases of fully autonomous software automation in scheduling of composites fabrication.”
“However, if you look at some of our older packages around planning and nesting for material cutting, many of those are now fully automatic. Our software pulls the jobs from the ERP, runs the entire plan of which machine cuts what nest on what material, and nobody touches anything. In the beginning, people thought they wanted to monitor and/or change the nests proposed by the software. And after a while, they realized it's not necessary or it was slowing production or actually decreasing the yields. So, they stopped and began transitioning to full automation. And this has been very successful, but it was a process.”
Gardiner: “Plataine started with material planning and tracking, cutting nesting, then to tool tracking and now total production optimization and scheduling. What's next?”
Ben-Bassat: “We have a vision for the digital factory where we collect data from everything and everyone and we analyze that to develop predictions and push ongoing alerts and proposed actions. I have given several operational examples, and these are working today. And with each organization that we work with, it's a journey to start stitching these types of uses together, but there is value from Day One. Even so, we need to continuously evolve the system at each organization.”
“The predictions and proposed actions that our software enables allow companies to quickly communicate to everyone on the production floor and continuously accommodate for the realities of life so they can improve their day-to-day production. We are integrating more and more data from the production floor, some of it that wasn't even available five years ago. Our vision is to continuously improve this automated planning and production optimization. Over time, we expect more data, more automation and a better man-machine team for composites production.”







Related Content

Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
Natural fiber composites: Growing to fit sustainability needs
Led by global and industry-wide sustainability goals, commercial interest in flax and hemp fiber-reinforced composites grows into higher-performance, higher-volume applications.
Read More
Recycling end-of-life composite parts: New methods, markets
From infrastructure solutions to consumer products, Polish recycler Anmet and Netherlands-based researchers are developing new methods for repurposing wind turbine blades and other composite parts.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More