
Manufacturers Welcome New Reinforcement Forms
Three-dimensional composites, structural preforms and unique materials expand design options and reduce cost.



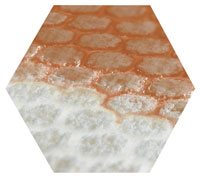
Source: Lantor BVSoric polyester core material has a honeycomb-like internal structure that maintains core thickness even under vacuum and pressure.
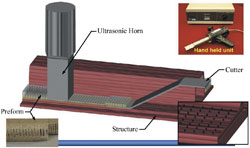
Source: AztexAztex Z-Fibers are held in a collapsible foam preform and pressed into an uncured composite laminate using an ultrasonic horn.
Historically, manufacturing with composites has been a slow, labor-intensive process. Laminates are built up one layer at a time, usually by hand. Resin is applied, either with each layer, or infused at the end, while being careful not to disturb the fibers with the resin flow. Finally, the part is cured with some combination of heat, vacuum and pressure.
Careful selection of materials and manufacturing processes can speed up part production. Sprayup, for example, combines layup and resin application into a single step, and it can be automated using robotics. The disadvantages, though, include lower properties than continuous fiber composites and concerns about volatile emissions. Closed molding processes, such as SCRIMP, RTM and VARTM have inherently low emissions and work with continuous fibers, but laying up materials is still primarily a manual operation, and preparation of preforms, even if automated, adds a step.



Yet composites remain an attractive material for many products, so material manufacturers and end users continually search for ways to improve composite manufacturing. End users generally look for solutions that can be easily integrated into existing operations and designs with little or no additional investment. Over the last several years, material suppliers have introduced a number of new products that meet these requirements.
STITCHED FABRICS
Conventional fabrics are made by weaving fibers in two perpendicular directions (warp and weft). Weaving, though, bends the fibers, reducing the maximum strength and stiffness that can be attained. When cut, fabrics also tend to fray, making them difficult to handle.
Stitch-bonded, multiaxial fabrics or, simply, stitched fabrics consist of several layers of unidirectional fiber bundles held together by a non-structural stitching thread, usually polyester. The fibers in each layer can be input at almost any angle between 0° and 90°. The entire fabric may be made of a single material, or different materials can be used in each layer for a hybrid fabric.
Vectorply Corporation (Phenix City, Ala., U.S.A.) offers stitched fabrics in 0° and 90° unidirectional, 0°/90° biaxial, +45°/-45° double bias, 0°/-45°/+45° longitudinal triaxial, +45°/0°/-45° transverse triaxial and 0°/+45°/90°/-45° quadraxial architectures. Unidirectional fabrics are stabilized by stitching a mat to one side; the other styles also are available with a mat on one side for improved surface appearance.
Stitched fabrics offer several advantages over conventional woven fabrics. In the simplest case, woven fabrics can be replaced by stitched fabrics, maintaining the same fiber count and orientation. In a study of a 12.8m/42 ft sailboat hull, Vectorply replaced a laminate made from alternate layers of 22.0 oz, biaxial, 113 yield woven roving and 1.5 oz chopped strand mat, with a laminate made from a biaxial, 450 yield roving stitched fabric. Although the ply weight of the stitched fabric was twice that of the woven roving/mat combination, the time to lay up and wet out a single ply of each material was the same. Ply count was reduced from nine to five, saving 45 percent on labor costs, which more than made up for an 11 percent increase in material cost. Overall weight was reduced by 5 percent (resin usage decreased 13 percent). Bending stiffness remained the same, but the lack of fiber crimping increased bending strength by 17 percent.
A fresh design can yield even better weight savings and higher stiffness/strength by taking full advantage of the stitched fabrics' properties. Maverick Corporation (Fort Pierce, Fla., U.S.A.), for example, incorporates a Vectorply triaxial hybrid fabric into one of its boat hulls. Kevlar is used at +45°/-45° for low density, and carbon at 90° (side-to-side) for high stiffness. Geometric reinforcements (strakes and stringers) provide longitudinal stiffness. Paul Ellig, vice president of research and development at Maverick, points to the labor and cost savings as one reason for choosing Vectorply fabrics. In this case, the stitched hybrid is actually less expensive than buying individual aramid and carbon fabrics.
V2 Composites Inc. (Auburn, Ala., U.S.A.) uses its patented V-Lock stitch technology to produce multiaxial fabrics. In addition to the normal advantages of a stitched fabric, V-Lock stitch holds the fibers in place even when the fabric is cut, preventing the fraying common with other woven and stitched fabrics. Standard fabrics include unidirectional, biaxial, double bias, triaxial and quadraxial architectures. V2 also produces tubular stitched fabrics with 0° (unidirectional longitudinal), 90° (unidirectional hoop) or 0°/90° fiber orientations. Unlike braids, the stitched tubes do not change diameter under tension or compression.
THREE-DIMENSIONAL MATERIALS
Most composites, including those made with stitched fabrics, are essentially stacks of two-dimensional plies held together by resin, which is relatively weak. As a result, a composite's through-thickness properties, such as interlaminar shear strength and impact resistance, are no match for its in-plane properties. A number of material suppliers are now producing some unique three-dimensional materials that feature through-thickness, or z-directional, reinforcement designed to rectify the imbalance.
Aztex Inc.'s (Waltham, Mass., U.S.A.) Z-Fiber process inserts reinforcing pins into uncured laminates. The most common pin materials include pultruded carbon and glass composite rod, and titanium, aluminum and stainless steel rods. The pins are supplied in a collapsible foam "preform." The preform is placed over the laminate to be reinforced and presses the pins into the uncured laminate with the aid of sound waves generated by an ultrasonic horn. After that, the laminate is cured normally.
Originally developed for the U.S. military, Z-Fibers replaced 4,600 mechanical fasteners on Northrop Grumman's F/A-18, in Aztex's first production contract. Although the Z-Fibers cost about the same as conventional fasteners, the program saved $83,000 in assembly costs and 15.9 kg/35 lb per aircraft. Joint shear strength increased because the very small-diameter Z-Fibers do not damage in-plane reinforcement fibers when inserted. Rather, due to the ultrasonic vibration, the fibers force their way between in-plane fibers and are distributed more uniformly than bolts (tests have shown up to a 266 percent increase in shear strength).
Aztex president Tony Bonnington sees increased interest throughout the composites industry, noting, for example, that all but two of this year's Formula 1 teams use Z-Fibers in their racecar designs. "Z-Fiber is a general fix for all kinds of delamination problems," he says, explaining that Z-Fibers can increase joint strength by a factor of two or more, without any increase in weight, and prevent crack growth, avoiding the catastrophic failures characteristic of co-cured or mechanically fastened joints.
Technicians armed with a few hours training and a $17,000 handheld ultrasonic unit can insert one square inch of Z-Fibers (equivalent to a single fastener) in just five seconds. The F/A-18 uses about 500 pins/in2 (0.28-mm/0.011-inch diameter); a typical racecar uses about 64 pins/in2 (0.51-mm/0.02-inch diameter).
Aztex also has two foam core products, X-Cor and K-Cor, which are reinforced with a 3-D truss of pins. In both products, the pins are inserted so they stick out slightly from the top and bottom faces of the core. X-Cor pins are made from fully cured composites or metal, and press through the facesheet material when it is applied. K-Cor pins are only partially cured, so they press down and splay out when the facesheets are applied. This makes K-Cor compatible with metal facesheets. Cores are supplied pre-shaped and reinforced to customers. Prices are currently competitive with shaped honeycomb, but larger production volumes are expected to bring prices down.
Z-Fiber adds local through-thickness reinforcement to a conventional 2-D laminate. In contrast, 3TEX's (Cary, N.C., U.S.A.) 3Weave is a true three-dimensional, non-crimp composite reinforcement, with structural fibers inserted in the z-direction. Thicknesses of glass and aramid fabrics can easily be 8.5 mm/0.33 inch or greater, and 3TEX has woven up to 51-mm/2.0-inch thick, heavy tow carbon fiber preforms. At these thicknesses, layup labor can be reduced by a factor of four or more, even compared to conventional stitched fabrics. Despite the thickness, though, these fabrics remain highly conformable: a single fabric panel has been used to mold a helmet without cutting, darting or other fiber damage. 3Weave also offers excellent permeability for infusion processes. In one VARTM test, a 3Weave panel wet out twice as fast as a woven roving panel of equivalent weight. In addition to flat panels, the preforms can be woven to near-net shape, and can include pockets, flaps, stiffeners and other features.
The through-thickness reinforcements, or z-yarns, increase interlaminar strength, which resists initial crack formation and suppresses delamination. When interlaminar cracks do form, the z-yarns bridge the cracks, providing significant residual strength. 3TEX has found that about 2 percent z-yarn by weight provides a significant improvement in the composite part's resistance to low-velocity impact damage. Short beam shear strength increases about 10 to 30 percent compared to 2-D laminates. Other structural properties improve as well, including compression after impact, fatigue, strength near holes and openings, and stiffener/skin attachment strength. Adding z-yarns does decrease the in-plane fiber volume, but the lack of crimping improves fiber performance, as with standard stitched fabrics. As a result, at low z-yarn percentages, in-plane properties are slightly better compared to 2-D laminates.
Both 3Weave and 3TEX's 3Braid (three-dimensional braids) are available in pre-cured plates and bars — a product called 3CarbonBillet. These billets can be machined and tapped, making them a good substitute for many solid components that formerly were made solely from metals. Standard billets are available in sizes up to 3m/10 ft long, 0.45m/1.5 ft wide, and 13 mm/0.5 inch to 25 mm/1.0 inch thick.
FABRICS AS CORES
Some three-dimensional fabrics are used as lightweight cores in sandwich structures. Parabeam 3-D Glass Fabrics (Parabeam B.V., The Netherlands), for example, consist of two identical bi-directional woven E-glass deck layers, held together by vertical glass fibers. The interstitial portion of the fabric compresses when resin is initially applied, but then immediately springs back to its original height. The hollow core allows wires, de-icing fluids or other materials to be run through the laminate. Parabeam easily drapes over cylinders and, by selectively cutting or milling one facesheet and portions of the core, can be folded into a small radius or sharp, 90° corner. Edges can be closed out, panels joined and inserts attached using methods common with honeycomb and foam core panels. Compared to conventional sandwich constructions, Parabeam panels reduce weight by 10 to 40 percent, reduce labor time by 25 to 60 percent and reduce overall material costs. The through-thickness reinforcements also provide improved delamination- and impact-resistance. Common applications include storage tanks and liners, marine structures and truck and train components.
WebCore Technologies Inc. (Dayton, Ohio, U.S.A.) has two Fiber Reinforced Foam (FRF) composite core products: TYCOR A, made with carbon fiber; and TYCOR B, made with glass fiber. WebCore's patented process adds z-directional reinforcements to otherwise conventional low-cost, low-density foam core by stitching continuous dry glass or carbon fiber reinforcements through its thickness to create an angled three-dimensional architecture. TYCOR products are especially suited for use in liquid molding processes, where the channels created by the reinforcements fill with resin. The wet out reinforcements then cocure with the sandwich structure's skins. TYCOR preforms can be made with a variety of foams, fibers and fabrics. Most often the foam remains in the preform, but it can be removed after cure if the application requires a hollow core. As with other 3-D materials, TYCOR provides excellent damage resistance, shear and compression strength, and durability.
TYCOR core products have been used in watertight doors on U.S. Navy ships. The doors weigh 50 percent less than the steel doors they replace, while providing corrosion resistance and meeting all internal and external hydrostatic pressure requirements. On a vehicular bridge in Dayton, Ohio, U.S.A., four 2.44m by 5.91m/8 ft by 19.38 ft glass TYCOR panels were used as deck panels, supported by steel I-beams. The panels were 86 to 89 mm/3.4 to 3.5 inches thick, with continuous webs in one direction and standard, discontinuous webs in the other direction. Each panel weighed 545 kg/1,200 lb, with the core and fabric accounting for 55 percent of the weight. The composite deck was installed in one day, and then covered with an asphalt road surface. In a recent prototype program, WebCore demonstrated the use of TYCOR as airfield matting. The panels weigh less than 19.4 kg/m2 (4 lb/ft2) yet are capable of withstanding a repeated rolling wheel load of 13,608 kg/30,000 lb.
In contrast to these 3-D core materials, the sphere.tex family of materials from Spheretex GmbH (Hilden, Germany) are formed from standard 2-D reinforcements. A sphere.tex product starts as a woven fabric, non-crimp fabric, chopped strand mat, tissue or roving. Gas-filled microballoons, 5 µm/0.0002 inch in diameter, are evenly distributed within the material, between the individual fibers within the strands. A controlled thermal process is used to expand the gas within the microballoons, increasing their size up to 100 times their initial diameter. Final microballoon size is determined by temperature. This enables the fabricator to increase the volume of the fabric without adding weight. Offered in sheet form, sphere.tex fabrics are 1- to 12-mm/0.04- to 0.47-inch thick and can come in an unusually wide range of densities. For example, 2-mm/0.08-inch thick fabric density can be as low as 80 g/m2 (0.26 oz/ft2) to as high as 800 g/m2 (2.62 oz/ft2). Most sphere.tex products are made with glass fibers, but carbon, aramid and hybrids also can be used. The sphere.tex material can function as a core, with conventional fabric facesheets, or as a primary reinforcement. The core materials have excellent drapability, even over complex 3-D contours. The materials are compatible with just about any process, including hand layup, sprayup, wet winding, pultrusion, RTM and others.
FOAM CORE PREFORMS
For infusion processes, COMPSYS Inc. (W. Melbourne, Fla., U.S.A.) has developed PRISMA, a unique preform product that uses conventional materials. Many composite structures (e.g., boats) incorporate geometric reinforcements, such as frames, beams and stringers. Recognizing that sizing, shaping and laying up these members accounts for most of their cost, COMPSYS developed its own preform manufacturing system. Dry fabrics are placed in a metal die, which allows core to be formed to tight tolerances. Liquid foam is shot into the die. The cure process expands the foam, pushing it against the fabric layer and die, creating a strong bond between the foam and fabric as the foam cures. Stock shapes are available, but COMPSYS also can produce custom shapes with integral piping, mounting plates, recesses or just about any other feature, assuming the size of the production run justifies the cost of the custom die.
The marine industry is the primary market for PRISMA, but the product also has been used in truck trailers, bridge decking, chemical tanks and theme park rides. Scott Lewit, president of COMPSYS, says PRISMA reduces stringer labor by 70 to 80 percent, and can increase overall productivity by 20 percent. For example, a conventional stringer system is typically bonded to a boat hull after cure. A PRISMA stringer system is infused at the same time as the hull, not only reducing labor, but producing a better bond as well. The PRISMA stringers include built-in edge radii and match the hull properties better than wood or fiberglass stringers, eliminating stress concentrations and the need for local hull reinforcements. Switching to PRISMA enabled boatbuilder Sea Ray (Knoxville, Tenn., U.S.A.) to cut 454 kg/1000 lb out of a 7.9m/26 ft hull.
INFUSION FLOW MEDIA
Initially, stricter emission regulations encouraged the use of infusion processes in marine and other composites applications, but in most cases, manufacturers have found it very cost-effective and, combined with these new core/preform concepts, a means to reduce weight while improving strength and stiffness. One challenge with infusion is getting the resin to flow to all areas of the part within a reasonable timeframe. Conventional infusion processes typically use some sort of surface ply that is discarded after cure. Verdant Technologies Inc. (East Providence, R.I., U.S.A.) has introduced Polybeam, a material targeted specifically at improving interlaminar flow, while doubling as an integral reinforcement material. Polybeam is a warp knit 3-D fabric, made with multifilament polyester in the xy-plane and polyester monofilament in the z-direction. The xy fibers can be replaced with a structural material, such as glass, carbon or aramid. The fabric compresses under vacuum, but retains enough free height to allow good resin flow. Pat Mack, Polybeam co-inventor and chief technology officer at Verdant, emphasizes Polybeam's dual role as reinforcement and flow medium. The fabric is designed to provide structural advantages to the part, such as increased stiffness, interlaminar strength, damage tolerance and damping, thereby reducing the amount of more expensive materials required. Since Polybeam remains in the part, it also reduces waste and disposal costs.
Lantor Composites (Veenendaal, The Netherlands) recently introduced Soric, a pressure-stable polyester honeycomb core material available in 2- to 5-mm/0.08- to 0.20-inch sheets for closed molding processes. The canals between the hexagonal cells improve resin flow. By doubling as both an interlaminar infusion medium and core material, Soric can cut part weight up to 35 percent compared to conventional infusion media. Soric's structure enables it to retain its thickness under vacuum and pressure. It can be used in RTM, cold and hot pressing, filament winding, pultrusion, infusion and other processes — demonstrating excellent compatibility and good permeability with all types of resins. Maverick's Ellig points to a 20-minute reduction in infusion time on one boat hull.
New reinforcing materials coupled with infusion processes give manufacturers greatly increased design flexibility. Ellig, who has been involved in his company's 18-month switch to infusion, sees the switch as an ongoing evolutionary process. "It's fun to play around with the different materials, but we don't have, as of yet, a fully optimized configuration." Maverick's new designs incorporate a variety of materials, including Vectorply fabrics, 3TEX's 3Weave, Verdant's Polybeam and Lantor's Soric. As more new materials are introduced, composite manufacturers will have — and use — even more design choices.








Related Content

Corebon, Composite Braiding partner to enhance TPC manufacturing
Collaboration aims to overcome production limitations with tubular thermoplastic composites (TPC) by using induction-heated tooling and high-quality commingled braids.
Read More
Co-molding SMC with braided glass fiber demonstrates truck bed potential
Prepreg co-molding compound by IDI Composites International and A&P Technology enables new geometries and levels of strength and resiliency for automotive, mobility.
Read More
Noble Gas Systems 350-bar conformable pressure vessels pass HGV2 standard tests
Conformable tanks with new materials pass technical tests for hydrogen storage, to compete with Type IV pressure vessels using CFRP.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More