
Tooling Helps Race Shop Take the Fast Lane
Cutting tools and expertise from Sandvik Coromant help this drag racing organization stay ahead.
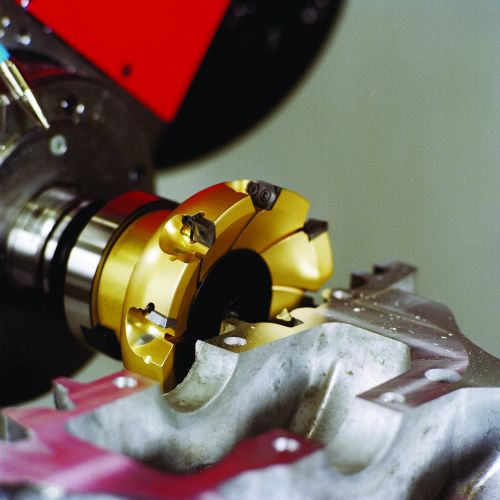
The light cutting of the CoroMill Century reduces loading and vibrations, thus minimizing tool damage and simplifying clamping. The tool’s design is also said to ensure a high level of rotational security.

DSR maintains a machine shop at its 120,000-square-foot facility to manufacture many of the parts for its racecars in-house.
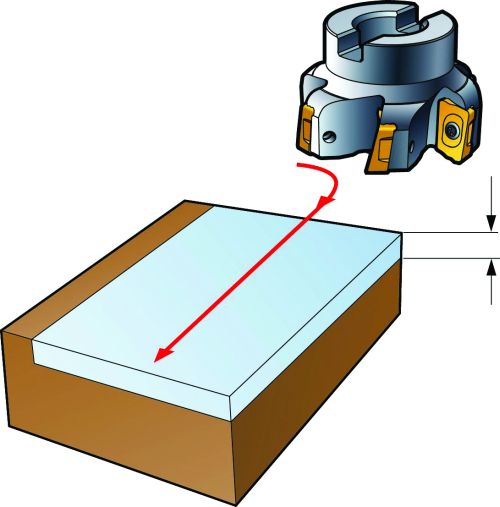
The roll-in milling technique recommended by Sandvik helped avoid vibration, poor finish and poor quality. Easing the inserts into the cut created a thick chip on entry and a thin chip on exit, resulting in a 58-percent increase in surface quality.

Initially, DSR was using a 6-inch cutter that required hand-loading to machine cylinder heads like the ones shown here. The more productive CoroMill Century cutter improved utilization by eliminating manual tool changes.



They’re called “funny cars,” but the engineering effort that goes into these dragsters’ success is no laughing matter. Behind every winning car is a team consisting not just of drivers and support staff, but also programmers and machinists tasked with producing top-quality parts on sophisticated manufacturing equipment. The recent experience of one racing organization, Don Schumacher Racing (DSR), demonstrates the value of having a supplier that can help get the most out of this equipment. Thanks to tooling and support from Sandvik Coromant (Fair Lawn, New Jersey), the company has re-vamped a troublesome cylinder head manufacturing process to improve part quality and reduce setup time, cycle time and tool costs.
overhang that caused vibration problems, and the tool often had to be sent out for resharpening. The tooling supplier recommended swapping that cutter for a 50-mm-diameter Coromill 790 router. It also brought in a Coromant Capto C5 shank to boost rigidity. Finally, the team modified the CNC program to incorporate circular interpolation techniques that reduced radial and axial cutting depth while increasing sfm and ipm. Altogether, these changes reduced the load on the spindle, reduced vibration, improved tool life and simplified tool changes, which are now a matter of changing two inserts, Mr. Keep says.












Related Content

Jeep all-composite roof receivers achieve steel performance at low mass
Ultrashort carbon fiber/PPA replaces steel on rooftop brackets to hold Jeep soft tops, hardtops.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
McLaren celebrates 10 years of the McLaren P1 hybrid hypercar
Lightweight carbon fiber construction, Formula 1-inspired aerodynamics and high-performance hybrid powertrain technologies hallmark this hybrid vehicle, serve as a springboard for new race cars.
Read More
SMC composites progress BinC solar electric vehicles
In an interview with one of Aptera’s co-founders, CW sheds light on the inspiration behind the crowd-funded solar electric vehicle, its body in carbon (BinC) and how composite materials are playing a role in its design.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More