
VEC Shield Eliminates Gel Coat And Post-mold Painting
Thermoformed outer shell for molded fiberglass cuts emissions and provides a stronger, more durable, nearly Class A finish.




Source: Better BathThis shower unit, developed by Better Bath for the manufactured home market, was one of the first VEC Shield products.

Source: GenmarVEC Shield has passed Genmar's 200+ hour on-water-testing program.
The Virtual Engineered Composites (VEC) closed molding process, developed by VEC Technology (Greenville, Pa., U.S.A.) in the late 1990s, has been an unqualified success for parent company Genmar Holdings Inc. (Minneapolis, Minn., U.S.A.). The computer-controlled resin injection process features a manufacturing cell that comprises two matched composite molds situated between two fluid-filled pressure vessels. Each mold floats on a fluid (usually water) and forms a tight seal over the vessels. Adapted for use on select models from Genmar's Four Winns, Glastron, Larson, Seaswirl and Wellcraft boat lines, VEC improves part quality, cuts layup time by a factor of four, and reduces styrene emissions by more than 90 percent, compared to open molding — garnering environmental awards from the U.S. Environmental Protection Agency (EPA) and the state of Minnesota along the way. Recently, Genmar premiered VEC Shield, the next generation of VEC, which introduces to boatbuilding and fiberglass molding a new surface finishing technology that not only reduces process emissions even further, but is both tougher and more aesthetically pleasing than traditional gel coat, as well.
SAYING GOODBYE TO GEL COAT



Until recently, Genmar's VEC process used a conventional gel coat to achieve a good cosmetic finish. The lower, female mold is gel coated via sprayup, dry reinforcements are arranged on the cured gel coat surface, the two vessels are clamped together, then resin is injected. The water is used to heat the part to cure temperature while the fluid pressure supports the molds. In all, the VEC computer system controls over 500 processing variables. After cure, the mold automatically opens, the upper mold and vessel are lifted off the lower section, and the part is removed. (For a review of the VEC process in greater detail, see CT November/ December 2000, p. 34).
Although gel coats are a standard in the marine industry, they do have some limitations. Application of mold release and gel coat increases layup time. The gel coat must be applied when the mold is open, which allows volatile organic compounds (VOCs) to be emitted. Finally, gel coats are susceptible to cracking, crazing, blistering and other types of environmental damage. VEC Shield overcomes these problems by eliminating the gel coat altogether. In its place, a thin, thermoformed plastic shell is bonded to the fiberglass laminate during the VEC molding process.
BUILDING ON BORROWED TECHNOLOGY
Much of the press surrounding VEC Shield has focused on its marine applications, but a bathtub-and-shower manufacturer drove initial development. Better Bath (Waxahachie, Tex., U.S.A.) manufactures thermoformed sanitary products for the manufactured housing, do-it-yourself (DIY) and export markets. The manufactured housing sanitary market is divided roughly evenly between plastic and fiberglass products. Better Bath has an 80 to 85 percent market share in plastics, according to Better Bath's Rich Clark. Five years ago, the company began looking for a product to compete against fiberglass. The company tried several approaches, such as spraying foam on the back of thermoformed skins, but nothing worked.
Then, about three years ago, Better Bath came up with the idea of marrying the VEC process to thermoformed plastics. Sam Hughes, vice president of technology for Genmar and president of VEC Technology, was aware of other efforts to reinforce thermoformed shells with fiberglass, usually by spraying chopped glass onto the shell. These attempts had failed, due primarily to warping problems and the exotherm of the resin during cure. The VEC process, though, could overcome these problems. Maintaining fluid pressure during cure would keep the part from warping, and the flowing water would draw the excess heat away from the part.
Finding the right thermoplastic sheet material, and figuring out how to bond the plastic to the fiberglass, would be key to the success of the program. The two companies brought in GE Plastics (Pittsfield, Mass., U.S.A.) and Spartech Corporation (St. Louis, Mo., U.S.A.) to help with the materials development. Bill Phillips, vice president of sales for Spartech, explains that they started with a GE Plastics WeatherPro-G sheet previously used on the Ford THINK neighbor and the DaimlerChrysler Global Electric Motorcar (GEM). Because the material was developed for vehicles, it already had great chemical and scratch resistance, impact strength, depth of image, and gloss — all properties that would also be important for bath and boat applications. The material is also easily repaired, using the same techniques developed for gel coats and painted surfaces.
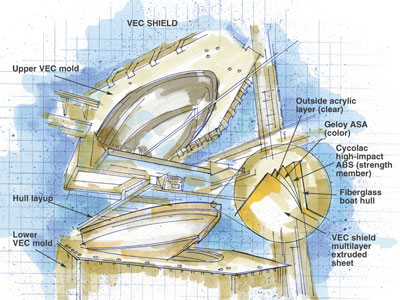
VEC Shield uses a multilayer extruded sheet. A clear, outer acrylic layer provides chemical and scratch resistance, gloss, and depth of image. Just below the acrylic, a second layer composed of Geloy ASA (GE Plastics), available in solid or metallic colors, adds color and provides UV resistance. Phillips says that Spartech will switch to a new Geloy resin, to be introduced in late 2003, that offers better pigment dispersion and more color dimensions. The next layer, Cycolac high-impact ABS (GE Plastics), provides strength sufficient to maintain structural integrity until the shell can be bonded to the VEC composite. The development team further customized the sheet to provide superior adhesion to the VEC composite.
The sheets are produced on extrusion lines with custom dies and machines developed by Spartech. Although thin gauge packaging sheets may have up to seven layers, it is very unusual for heavy gauge sheets to have more than one or two layers. Microscopes are used to check the gauge of the individual layers during extrusion. Surface finish is extremely important, so only virgin materials are used, and the finish is checked continually during the process. The finished sheets are protected with a thin film before shipping on a flatbed trailer. Company wide, Spartech has over 110 extrusion lines. Spartech is increasing the number of lines that can manufacture the specialized WeatherPro-G product, in response to increasing demand for large VEC parts. Current production is handled by the company's U.S. facilites in Cape Girardeau, Mo. and La Mirada, Calif.
BUILDING A BETTER BATHTUB
Better Bath thermoforms the sheets at its own facility. They have one VEC cell, which will begin part production around November 2003. Initial plans are to produce about six different products, including standard 889-mm by 1,219-mm (35-inch by 48-inch) showers and 889-mm by 1,524-mm (35-inch by 60-inch) showers, as well as 762-mm by 1,524-mm (30-inch by 60-inch) tub/shower units. The single VEC cell, working one shift, can meet the first year's production goal of 20,000 parts. After cure, the parts are trimmed on a 5-axis, CNC mill. The trimming process removes excess material from the edges, ensures the front apron is straight and cuts out drain and plumbing holes.
"The VEC Shield parts have all the inherent properties of fiberglass," says Clark, "with the benefits of plastic on the front." VEC Shield is at least as strong as conventional fiberglass, but the finish reportedly will never crack or spiderweb. The parts are about 15 percent lighter: VEC Shield has a specific gravity of 1.1, versus 1.3 for fiberglass and gel coat. Finally, the VEC process produces extremely consistent parts. Fiberglass sprayups are operator dependent; wall thickness can vary throughout the day, or even on a single part, which can make it difficult to fit the tub or shower into its alcove. The VEC Shield products currently cost a bit more than their fiberglass competitors, though they do bring added value. Kinro Composites, another subsidiary of Better Bath's parent company Drew Industries (White Plains, N.Y., U.S.A.), has been formed to expand VEC Shield into other sanitary product markets. While Better Bath is established in the manufactured housing market, the Kinro name is better known in the residential, retail and some industrial markets.
BOATS THAT LAST A LIFETIME
VEC Shield is an even bigger change for the boating industry, where gel coats are standard and thermoformed plastics are entirely new. The VEC Shield finish allows Genmar to offer an extended warranty against cracks, imperfections and osmosis blistering, a first for the marine industry, according to Genmar chairman Irwin Jacobs. This is on top of the limited lifetime warranty, transferable to a second owner, currently offered on VEC boats. VEC Shield provides additional cosmetic benefits over gel coats, including greater abrasion resistance, more colors, greater depth of image, deeper gloss and a near Class A finish.
The sheet material used for boats is virtually identical to the material used by Better Bath. "There are some minor differences, but it would take a chemical engineer to tell the difference," says Hughes. The shell size, of course, is much larger. Initial shells were made by Better Bath, but Thermoform Plastics Inc. (TPi, St. Paul, Minn., U.S.A.) now forms the shells at its Belmont, N.C. facility, on a thermoforming machine that is 3.0m/10-ft wide by 6.7m/22-ft long, with a 1,270-mm/50-inch draw.
Structurally, boats are more demanding than bathtubs — they travel over 96 km/hr (60 mi/hr) through waves and sometimes pull skiers — so Genmar has put VEC Shield through extensive testing. Over 1,000 laboratory tests were performed on the materials alone. Three full prototype runs provided 20 to 25 boats for structural and on-water testing. Genmar found that the thermoplastic material adds strength and stiffness to the boat hull and deck, allowing for a thinner laminate and thus lower overall boat weight. The lower density of the sheet material further reduces the final weight, resulting in a faster and more fuel-efficient boat.
Genmar will introduce VEC Shield in its 2004 Four Winns line. Eventually, all of Genmar's fiberglass boats below 7.3m/24 ft will be converted to VEC Shield. Hughes says that converting existing designs to VEC Shield is not difficult. "The challenge was designing a molding process that could account for the shrinkage of the thermoplastic material, and the dimensional variations between the fiberglass and thermoplastic."
VEC Shield has many applications beyond the boat and bath industries. Automotive, heavy truck, agricultural vehicle, personal watercraft, and even aerospace manufacturers have all expressed interest in the product. VEC Shield is especially attractive for replacing post-painted parts. Painted products must be shipped to a painter after molding, then shipped back and possibly reworked if there has been any damage. The VEC Shield plastic can be matched to any OEM color, and is more durable than paint. Analysis has shown that painting can account for as much as half the total part cost. Against that, VEC Shield is very competitive.








Related Content

Plant tour: Arris Composites, Berkeley, Calif., U.S.
The creator of Additive Molding is leveraging automation and thermoplastics to provide high-volume, high-quality, sustainable composites manufacturing services.
Read More
Watch: A practical view of sustainability in composites product development
Markus Beer of Forward Engineering addresses definitions of sustainability, how to approach sustainability goals, the role of life cycle analysis (LCA) and social, environmental and governmental driving forces. Watch his “CW Tech Days: Sustainability” presentation.
Read More
Natural fiber composites: Growing to fit sustainability needs
Led by global and industry-wide sustainability goals, commercial interest in flax and hemp fiber-reinforced composites grows into higher-performance, higher-volume applications.
Read More
Composites end markets: Electronics (2024)
Increasingly, prototype and production-ready smart devices featuring thermoplastic composite cases and other components provide lightweight, optimized sustainable alternatives to metal.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More