
Accelerating thermoplastic composites in aerospace
ATC Manufacturing produces millions of thermoplastic composite parts per year, and is investing for future growth.




Continuous fiber-reinforced thermoplastic composites (TPCs) have been cited as an enabling technology for the future of sustainable aircraft, offering increased production rates of lightweight, high-toughness parts that can be joined without holes or fasteners into economical welded assemblies.



CW published a series of articles in 2018 on TPC tapes, in-situ consolidation and welding and presented two webinars in 2019 on TPCs in automotive applications and TPC developments for aerospace. Most of my articles and presentations to date reference TPC parts manufacturers and equipment suppliers in Europe, as well as Trelleborg’s Automated Dynamics division in the U.S. I also did a tour of U.S.-based Tri-Mack Plastics. But I have unfortunately overlooked another TPC parts manufacturer here in the U.S. that has been quietly pushing the technology and production envelope forward for 15 years. ATC Manufacturing — located in Post Falls, Idaho just outside of Spokane, Washington — produces one million parts per year, all continuous fiber-reinforced thermoplastics and all for the aerospace industry. Having developed a unique expertise in rapid forming of 3D parts, ATC is also a key partner in the RApid high-Performance Molding (RAPM) research program with the Boeing Co. (Chicago, Ill., U.S.) and the Defense Advanced Research Projects Agency (DARPA , Arlington, Va., U.S.) for the U.S. Department of Defense (DoD).

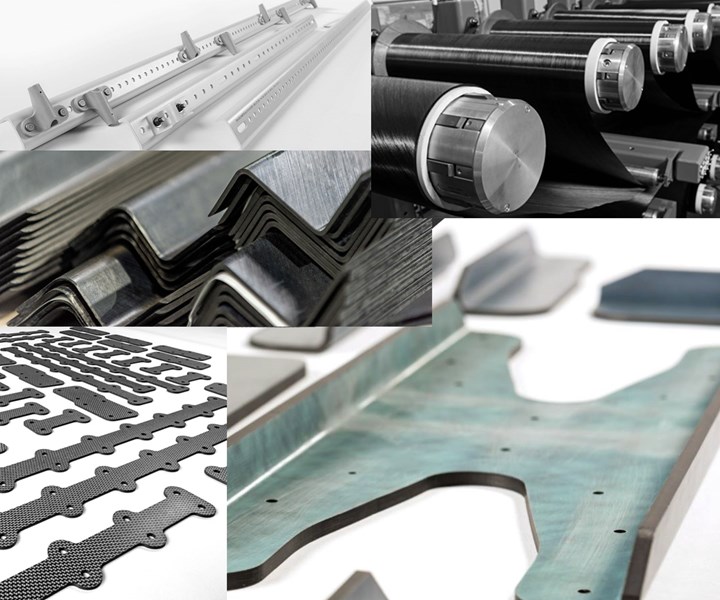
ATC Manufacturing produces one million thermoplastic composite parts per year for aerospace applications, including ribs, clips, brackets and stiffeners. SOURCE | ATC Manufacturing
Who is ATC?
ATC Manufacturing was founded in 2004 by former Boeing engineer Dan Jorgenson, who remains the company’s co-chairman. “We’ve always had a strong technical and engineering focus,” says David Leach, director of business development for ATC Manufacturing. The company also has a long history with Boeing, recognized as a Silver level supplier for the past five consecutive years and nominated as Boeing Supplier of the Year in 2016 and 2017. “We have been mainly a build to print company, starting in clips, brackets and smaller stamped parts,” says Leach. “But in recent years, we have progressed into more complex assemblies, as well as much thicker, larger parts — up to 60 inches in length — and parts aimed for primary structures.” The latter include structural wing tip components, long beams with tailored layups in a variety of cross-sections as well as fuselage and empennage structures.
The company has 150 employees with more than 20 engineers. Its manufacturing is focused in a single 67,000-square-foot facility, purpose-built in 2015 and designed for optimized workflow with room to expand. (Note, 52,500 square feet of space is already pre-planned for future growth.) “Everything is under one roof,” notes Leach, “which simplifies operations.” This includes nine stamp-forming presses with capacities ranging from 30 to 150 tons and platen areas up to 60 inches by 30 inches. “We are installing an additional 200-ton press which will be fully operational by the end of 2019,” he adds. ATC has 10 CNC machining stations capable of handling parts up to 12 feet in length and water jet cutting for parts up to 30 feet in length.

ATC Manufacturing operates 9 stamp-forming presses, including the 80-ton press shown here, with capacities up to 150 tons and platen areas up to 60 x 30 inches.
SOURCE | ATC Manufacturing
Non-destructive inspection (NDI) is also integrated into the facility’s operations and workflow design, including five C-scan tank systems providing pulse-echo and through transmission testing for parts up to 30 feet in length. Other in-house expertise includes all surface preparation and painting. “We’ve developed very efficient surface prep for thermoplastic composites, which can be difficult to paint and bond,” says Leach, noting that ATC has also worked on plasma treatment of TPC parts. The company paints 200,000 parts/year and edge seals 70,000 parts annually.
“We have also invested heavily into research, such as the RAPM program for DARPA, and we are members of the ThermoPlastic composites Research Center (TPRC, Enschede, The Netherlands),” he continues. ATC is participating in the TPRC’s 10-year anniversary conference titled “Future of Thermoplastic Composites” to be held October 8 at University of Twente in The Netherlands. “Corbin Chamberlain, ATC vice chairman will be on a panel session and we will also demonstrate aerospace structural parts that we’ve fabricated at an exhibition held in conjunction with the conference,” says Leach.

Painted thermoplastic composite channels with fittings installed. SOURCE | ATC Manufacturing
Fabrics to UD tape, forming and fast cycle times
Although ATC’s manufacture of TPC brackets and clips started with fabric reinforcements, they have now migrated to using unidirectional (UD) tape. “We then evolved into larger structural parts because we’d already developed good experience with how to form 3D parts with UD tape,” Leach explains. “These parts, which range in thickness from 1-2 millimeters to 6.5 millimeters, must mate to other structures. We have to meet tight dimensional tolerances for faying surfaces, for example ± 0.010 inch (0.25 millimeter) profile tolerance and ± 0.5 degrees angular tolerance.”
The company then began developing long TPC profiles. “We make our own flat laminate stock using continuous compression molding (CCM),” says Leach. “We have two CCM machines for flat laminates and one that forms TPC prepregs into a continuous 3D profile, producing channels up to 75 feet in length.”

Thermoplastic composite profile being formed using continuous compression molding (CCM). SOURCE | ATC Manufacturing
When asked about the challenges in forming 3D profiles and shapes, ATC Manufacturing’s director of R&D engineering, Trevor McCrea, explains that with fabrics, “the weave itself controls a lot of the deformation that’s going on. With UD, there are different dynamics. For example, 90° to the radius wants to thin out or thicken, but you can’t have that in a structural part. These problems get worse with more complex shapes. You also have more challenge in how to manage the process in forming.”
Managing the process? “For us, this is much different than forming in thermosets because we only have 2 seconds to form,” says McCrea. “You can cover a lot of sins in an autoclave cycle,” he adds. “But we are using very fast forming and stamping processes without that leeway. We also must manage crystallinity.” This is because highly-loaded aircraft structures use semicrystalline thermoplastic matrix polymers — such as polyetheretherketone (PEEK), polyetherketoneketone (PEKK) and low-melt polyaryletherketone (LM PAEK) — which derive their notable mechanical properties and chemical resistance from the crystalline structure that develops as they cool. “You can crystallize isothermally, which is not too difficult for flat plates but gets much more challenging with 3D shapes,” says McCrea. “The materials must be sufficiently heated to form [note melting temperatures for these materials are between 300-400°C] but then rapidly cooled enough to hot demold in order to avoid thermal cycling the tools while managing shape, tolerance, crystallinity and surface finish.”
One of the reasons that TPC parts have grown in recent years is their capability to offer really fast cycle times. “We’ve made ribs for military aircraft demonstrators with a cycle time of 5 minutes, and our average cycle time is about 10 minutes,” notes Leach. “We can enable the high production rates currently being sought by aircraft OEMs.” That very fast average cycle time actually results in a constantly changing mix of parts. “We would love to just produce one part for months on end, but our rate capability outpaces that of aircraft manufacturing,” says McCrea. “So, we are always cycling through various parts.” Most of ATC’s manufacturing is on one shift per day, 5 days per week. “We have plenty of capacity to meet increased production,” notes Leach.

Thermoplastic composites structural straps and painted profile. SOURCE | ATC Manufacturing
Vision for the future
ATC offers a significant value via its decade plus of TPC production experience. “We frequently help our customers design parts for manufacturing,” says Leach. “We are often converting parts from thermoset composite, for example, a fuselage primary structure fitting that is produced to maintain the original thickness. But it could be a much lighter part if it was originally designed for TPC.” Why? “Because these semicrystalline TP matrix materials are higher performance,” he explains. “You’re not having to design for microcracking and damage tolerance as you would with a thermoset matrix, and there is also much less hot/wet knockdown. In fact, there is no wet knockdown at all in PEEK, PEEK or PAEK. There is also no hot knockdown unless you’re close to the Tg, which is typically ≈150°C. For the standard open hole compression (OHC) test for damage tolerance, for example, where you assess the strength as you transition the sample from RT to 120°C, there is hardly any knockdown at all.”
“We will be able to design thinner parts and also eliminate a lot of the aluminum and titanium that are in the current first generation designs for composites [such as the Boeing 787 and Airbus A350 wide body aircraft],“ adds McCrea. “We are continuing to advance the forming of these materials and that will continue to open new applications.”
Leach believes this will have a significant impact on future aircraft applications. “We are actually looking at parts now that you simply can’t produce using thermosets because of the properties and production rate being demanded.”
For more information, ATC Manufacturing will be presenting the technical paper ‘Cost Effective Thermoplastic Composites in Aerostructures’ by authors Corbin Chamberlain, David Leach and Trevor McCrea at CAMX 2019 in the Thermoplastic Materials and Applications Session, Wednesday, September 25 at 4:00 PM in Room 210C.
It also presented a joint paper with Boeing in a closed session at SAMPE 2019 (May 4-7, Charlotte, NC, U.S.) titled: “Rapid High Performance Molding of Structural Thermoplastic Composite Parts”. See my blog: https://www.compositesworld.com/news/darpa-presents-tff-program-for-rapid-low-cost-composites-to-replace-metals-in-small-parts-for-defense-applications







Related Content

Plant tour: Sekisui Aerospace, Orange City, Iowa, Renton and Sumner, Wash., U.S.
Veteran composites sites use kaizen and innovation culture to expand thermoplastic serial production, 4.0 digitization and new technology for diversified new markets.
Read More
Manufacturing the MFFD thermoplastic composite fuselage
Demonstrator’s upper, lower shells and assembly prove materials and new processes for lighter, cheaper and more sustainable high-rate future aircraft.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
JEC World 2024 highlights: Thermoplastic composites, CMC and novel processes
CW senior technical editor Ginger Gardiner discusses some of the developments and demonstrators shown at the industry’s largest composites exhibition and conference.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More