
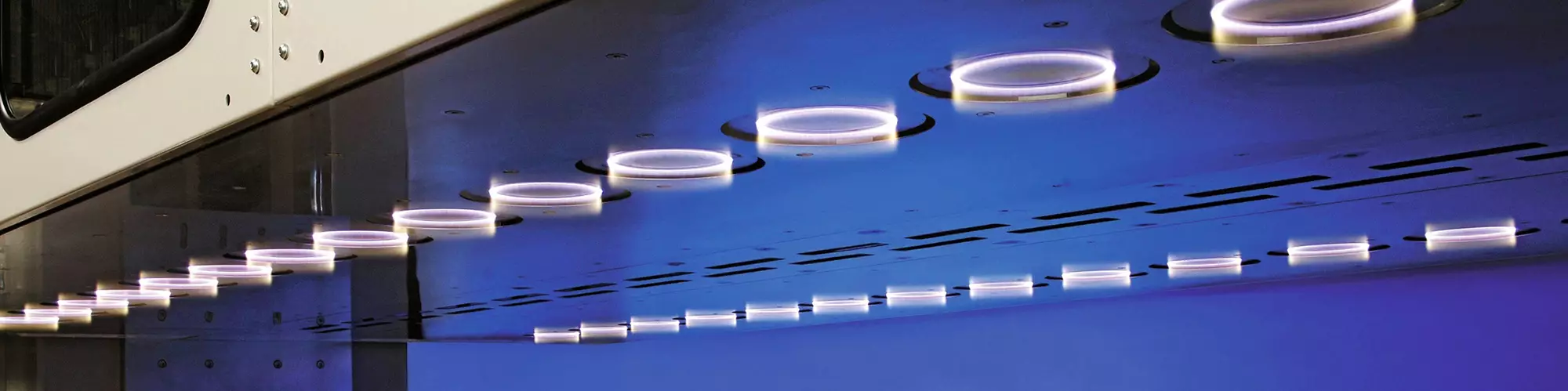




Plasmatreat’s Openair-Plasma technology carries out microfine cleaning, static discharge and surface activation via rotary nozzles (shown above). The plasma ensures full-surface wettability and significantly increases the adhesive characteristics of the material surface. Photo Credit: Plasmatreat
MonoPan Composites (formerly Wihag Composites, Thuringia, Germany) has manufactured ultra-lightweight polypropylene (PP) honeycomb sandwich panels for many years. Used for welded honeycomb panel box bodies for commercial vehicle applications, MonoPan’s panels offer a 500-kilogram weight reduction and 30% payload increase.
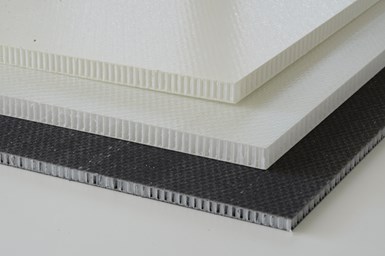
MonoPan Composites manufacturers polypropylene honeycomb sandwich panels with a glass fiber-reinforced PP outer skin to construct lightweight box bodies for trucks made by leading automotive manufacturers. Photo Credit: Plasmatreat
About 10 years ago, corresponding with the construction of a new coating plant and production facility, the company required an efficient, environmentally friendly and low-cost pretreatment solution, which would ensure long-term adhesion of paint on the nonpolar resins used for the panels. Concept requirements specified homogeneous wettability of large plastic surfaces, optimal adhesion of fillers and paints, continuous pretreatment of different panel geometries and high production rates. While several pretreatment methods were discounted, Plasmatreat (Steinhagen, Germany) rose to the challenge, and constructed its new plasma unit, the Openair-Plasma system, tailored specifically to meet MonoPan Composites’ requirements.



According to MonoPan Composites, one year of preliminary testing immediately proved Plasmatreat’s Openair-Plasma technology’s effectiveness for optimal paint adhesion. Surface tension levels determine skin wettability. The higher the surface tension, the better the wetting capabilities. Test inks used to evaluate the activation of the PP surface using Openair-Plasma reportedly showed that the surface tension — approximately 18 millinewtons per meter (mN/m) to 20 mN/m before plasma treatment — rose to 34 and 36 mN/m after plasma treatment. This increase in surface tension, and thus, the wettability of the skin, enabled the skins to be printed, something that is not possible with a surface tension of less than 20 mN/m.
Additional factors leading to its adoption were simplification of inline integration and a high level of process reliability. The system also allows the pretreatment process to be adjusted rapidly and flexibly to suit different panel thicknesses. Plasmatreat says the technology can entirely replace wet-chemical and mechanical pretreatment processes in most cases.
Based on a jet principle, Openair-Plasma operates at atmospheric pressure. With the aid of an electric arc ignited in the jet and a working gas — typically air — a plasma is generated, which then flows onto the product to be treated. Rotary nozzles carry out this task, simultaneously activating and electrostatically discharging the material surface, while also performing microfine cleaning. Depending on jet geometry, the emergent plasma is said to be effective over a working range up to 25 millimeters wide and at a treatment distance of 40 millimeters. The emergent plasma beam is also electrically neutral, greatly extending application range.
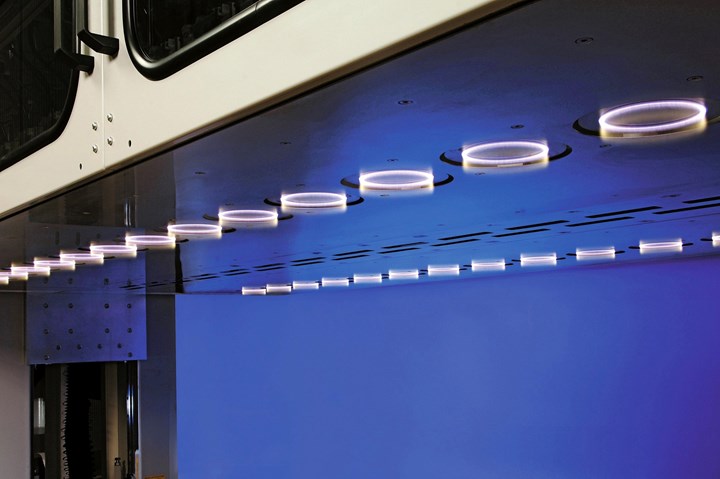
Modeled on natural atmospheric discharges, the Openair-Plasma technology generates plasma via high voltage for pretreating material surfaces. Photo Credit: Plasmatreat
In 2009, the tailor-made, 2.80-meter-wide atmospheric plasma system was officially integrated into MonoPan Composites’ manufacturing process to pretreat PP panels up to 2.75 meters wide and 17-30 millimeters thick. PP panels were processed at a feed rate of 8 meters per minute, although Plasmatreat says this can be increased as required, and the unit ensures panel height differences are specified to an accuracy of 1 millimeter. Twenty-eight type RD1010 Openair rotary nozzles, arranged in two staggered rows, and each with a 100-millimeter pretreatment width, successfully clean and activate the entire panel width. In all, the process is said to take only 20-40 seconds, depending on the size of the panel.
“The system automatically recognizes the width of the panel to be pretreated and activates only the requisite number of plasma nozzles,” says Winfried Meyer, who was the Plasmatreat project manager at the time. Further, as an addition to its maintenance-friendly design, Plasmatreat says the unit’s plasma nozzles could be raised to the desired height and access via two walkways.
Today, MonoPan Composites pretreats more than 120,000 square meters of panel material per year. For the panel manufacturer, to this day, the process is a significant means of ensuring consistent product quality.
“Plasmatreat’s plasma jet technology has proved the perfect solution for the rapid, reliable pretreatment of our large-format glass fiber-reinforced polypropylene panels before coating,” says MonoPan Composites managing director Fabian Reich. With nearly 10 years’ experience using atmospheric pressure plasma, says Reich, the process will enable the company to continue supplying dry box bodies under 3.5 tons and with optimum quality for the growing market segment.







Related Content

Bio-based acrylonitrile for carbon fiber manufacture
The quest for a sustainable source of acrylonitrile for carbon fiber manufacture has made the leap from the lab to the market.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read MoreRead Next

Surface treatment for adhesive bonding: Thermoset vs. thermoplastic composites
According to BTG Labs, common surface treatment methods like abrasion and plasma treatment work best for different materials.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More