
Automation: Robots taking off in commercial aircraft
Will this affordable and versatile class of multiaxis manufacturing hardware and software drivers enable airframers to reduce costs and speed deliveries?

Fig. 1: Robotic AFP. This 6.4m robot arm (KUKA Robotics Corp., Shelby Township, MI, US) incorporated into an Electroimpact (Mukilteo, WA, US) automated fiber placement system built for NASA is designed to lay up the largest one-piece launch vehicle components yet made. It is installed at the Composites Technology Center in NASA’s National Center for Advanced Manufacturing at Marshall Space Flight Center in Huntsville, AL, US. Source: NASA/MSFC / Photo: Fred Deaton

Fig. 2: FAUB system. KUKA Robotics Corp.'s robotic equipment is a key component of The Boeing’s Co.’s (Chicago, IL, US) FAUB construction of standard metal fuselage sections for the B777 commercial jet. Source: Boeing.

Fig. 3: ACSIS in-process inspection. The Automated Composite Structure Inspection System (ACSIS) for in-process inspection of automated fiber placement, under development by the National Center for Defense Manufacturing and Machining (NCDMM, Blairsville, PA, US), performs inspections in real time, as the part is manufactured. Source: Ingersoll
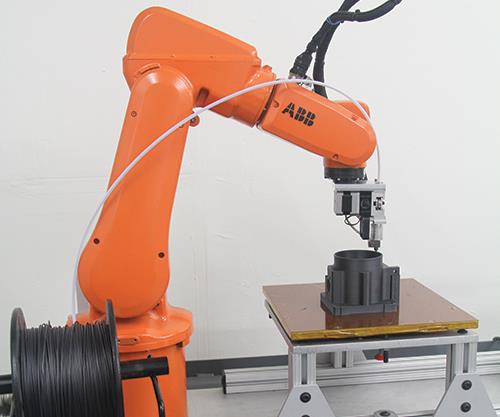
Fig. 4: RAMP adds z-axis fiber to 3D printing. The Robot-based Additive Manufacturing Platform (RAMP), developed by Arevo Labs (Santa Clara, CA, US), adds, for the first time, z-axis continuous fiber rein- forcement to 3D printing capability. Shown here printing an automotive engine spare part, the system has recently been installed by a major aerospace company. Source: Arevo
Share

The US Patent and Trademark Office (USPTO) reports patents granted in automation and control technology increased from 2,000 in 2004 to about 5,000 in 2013 — and that trend is expected to continue and could even escalate in years to come. A study by the Oxford Martin School, University of Oxford (Oxford, UK) in September 2013, found that about 47% of total US employment is at risk from computerization (defined as automation by means of computer-controlled equipment) of routine manufacturing tasks, but goes on to say that advanced robotic technology is capable of more. The study states: “The continued technological development of robotic hardware is having notable impact upon employment: Over the past decades, industrial robots have taken on the routine tasks of most operatives in manufacturing. Now, however, more advanced robots are gaining enhanced sensors and manipulators, allowing them to perform non-routine manual tasks.”
In the US, robot orders for automotive manufacturing exceed orders for all other industries. In comparison, robot orders for aerospace manufacturing are currently not even on the charts. CW is hearing, however, that this is a growth market, and that Boeing, Bell, Bombardier and other aircraft OEM manufacturers — even in China, despite its historically low labor costs — are increasingly turning to robotic assistance, provided by a variety of robot manufacturers and related suppliers. Notable names in the composites world include ABB Robotics North America (Auburn Hills, MI, US), Fanuc Robotics (Rochester Hills, MI), KUKA Robotics Corp. (Shelby Township, MI), OC Robotics (Filton, Bristol, UK), Rethink Robotics (Boston, MA, US) and Hypertherm Robotic Software (Hanover, NH, US). Robot manufacturers interviewed for this article see aerospace as an emerging growth market for robots. Robotic software producer Hypertherm believes “robots are poised to transform the aerospace industry the way they revolutionized automotive assembly” in the late 20th Century.



Aerospace manufac ture, however, operates on a different paradigm: By comparison to those for automobiles, aircraft manufacturing tolerances are tighter, parts are larger and heavier, production volumes are significantly lower and the expected product lifecycle is longer by decades. That said, indications are that it might be possible for robots to provide the impetus needed for airframe manufacturers to soar past the “inflection point” and ramp up to the higher manufacturing volumes that will reduce the backlogs that are expected to increase in coming years.
Today, the highest-volume task for robots in aerospace is drilling holes for the tens of thousands of fasteners over the fuselage and wings of an airframe. “Rattling rivet guns are hard on the body, and a worker has to get into very oddly contorted positions to do some of that work, so that’s the application that we see most often with the airframe manufacturer,” says Dave Masinick, aerospace account manager for KUKA Robotics.
Robots are at work in numerous other aircraft operations as well, and although not all are composites applications, some robot manufacturers see composites as their next big growth area in aircraft manufacture.
From gantry to robotic arm
In the composite arena, as in others, CNC machine tools that cost millions of dollars are being replaced by robots that cost thousands of dollars. One major composites function robots are performing is the automated fiber placement (AFP) and automated tape laying (ATL) of primary structures — notably wings, fuselage, fairings and rocket fuel tanks.
Commercially available multiaxial robotic arms from KUKA Robotics Corp., for example, are mounted on automated machine tool systems, which ride on linear tracks alongside the part tooling. Notably, newer robotic systems can easily be changed from AFP to ATL capability because the fiber or tape spools are mounted directly on the AFP or ATL head, which in turn is mounted on the end of the robotic arm (Read more online about AFP- and ATL- capable robotic systems in “AFP/ATL evolution: Dual-process workcells” under "Editor's Picks" at top right). This comparatively simple system replaces the much more complex overhead gantry-and-bridge structure typically associated with conventional AFP and ATL systems: The gantry, which rides on two tracks in the x-axis, and the bridge, which provides motion in the y-axis, support the fiber or tape layup materials and the layup head that applies the material to the tooling. The head, attached to the bridge, draws fiber or tape from spools located in a separate creel, through a complex system that feeds fiber/tape to the head.
Masinick explains that robot-based systems are available more quickly than custom-built gantry systems, and they don’t have to be re-engineered every time someone wants to build an AFP or ATL system for a new composite wing design or other part. The equipment system carrying the robot can be designed for the designated range of motion, and the length of the linear track can be varied for the length of the part. KUKA’s KR-500 (500-kg payload capacity) or KR-1000 (1000-kg capacity) are typically used to carry an AFP head. KUKA partners with premier machine-tool manufacturers of systems for Boeing, Bombardier and others.
KUKA Systems Aerospace Group (Clinton Township, MI, US) developed a robotic system using KUKA robots for Boeing’s Everett, WA, US-based Fuselage Automated Upright Build (FAUB) factory. The FAUB approach was introduced by Boeing for building standard metal fuselage sections for the 777. In late 2014, Electroimpact Inc. (Mukilteo, WA, US) won the award to provide Boeing robot-based AFP equipment, using KUKA robots, to produce carbon fiber composite wings for the 777X. (Electroimpact and Boeing, in fact, pioneered the one-machine, multi-head concept back in 2003-2004, and, in 2006, Electroimpact delivered an AFP machine complete with two easily interchangeable heads to Spirit AeroSystems, Wichita, KS, US, for layup of the Boeing 787’s fuselage Section 41. Read more online about the early work by Electroimpact and others on AFP and ATL machinery in “ATL and AFP: Defining the megatrends in composite aerostructures” under "Editor's Picks" at top right).
Enabling NDI automation
Another important emerging application for robots is in aid of nondestructive inspection (NDI) of composite parts. As automated methods such as AFP and ATL reduced build time for wing, fuselage and other large aircraft structures, the mostly manual process of inspecting every part (a requirement for certified commercial aircraft) quickly became a production bottleneck. The result? Despite faster part production, lengthy backlogs and delays in customer deliveries persisted. Robotic scanning solutions have automated NDI, increasing its efficiency and freeing technicians to focus on the more important task of image evaluation rather than image acquisition.
KUKA Robotics and other robot manufacturers partner with companies that produce not only ultrasonic-, but X-ray- and laser-based inspection systems.
KUKA robots, in particular, can be found on ultrasonic NDI composite inspection systems by Genesis Systems Group (Davenport, IA, US) and on General Electric Measurement & Control’s (Billerica, MA, US) patented Hydrastar single- and dual-robot ultrasonic inspection systems for composite parts such as spoilers, flaps and ailerons. Hydrastar replaces traditional gantry systems with two standard 6-axis robots mounted on linear tracks.
Thus far, however, NDI systems, manual or robotic, have enabled inspections after the part is cured — an additional step. A new robotic system is aimed at eliminating that step by enabling automated inspection as the part is manufactured. The Automated Composite Structure Inspection System (ACSIS) for in-process inspection of AFP is under development by the National Center for Defense Manufacturing and Machining (NCDMM, Blairsville, PA, US) in partnership with Ingersoll Machine Tools Inc. (Rockford, IL, US) and Orbital ATK (Dulles, VA, US). In October 2015, the partners announced the successful completion of Phase I of a three-year effort to place a system at the Air Force Research Laboratory (AFRL) at Wright-Patterson Air Force Base (Dayton, OH, US). Manual inspection during such layups, of course, is not only time-consuming but challenging because defects are difficult to find visually. Even with proper equipment, manual NDI would be impractical. But because the ACSIS inspections occur in real time, at speed, as the composite structure is being fabricated, defects and anomalies, such as twisted fibers, voids and other flaws, can be found and repaired before cure.
For the ACSIS, Ingersoll incorporates a standard KUKA KR-16 robotic arm (16-kg capacity) into its AFP machinery design to carry the inspection scanning head. The robot/scanning head is programmed to follow the same path traced by the AFP layup head after it places each layer of carbon prepreg on the airframe tooling. The robotic NDI system reportedly will work with either gantry-based, horizontal or robotic AFP systems.
Although previous efforts to develop in-process inspection have not fully reached fruition, Phase I testing for the ACSIS reportedly achieved a defect detection rate of up to 99.7% during inspection of a part as it was laid up by AFP over a tool surface geometry that ranged from flat to complex (read more about the Automated Composite Structure Inspection System online in “NCDMM, Ingersoll, Orbital ATK complete automated composites inspection system” under "Editor's Picks" on the top right). If this technology continues to display its early high percentage of success, then it will be a tremendous advantage to the Air Force and to airframe OEMs.
3D printing ... in 3D
AFP/ATL and NDI are not the only aerospace-related technologies to benefit from robotic assistance. Additive manufacturing, also known as 3D printing, is a recent and tool-free addition to the aerospace manufacturing toolbox, and it’s beginning to realize robotic advantages in aircraft applications. Additive manufacturing builds parts in thin two-dimensional layers, based on data drawn directly from CAD files. Although 3D printing processes bypass the toolmaking step, the composite parts that result are typically reinforced with milled or very short fibers. In the rare cases where the reinforcement is continuous fiber, the fiber orientation has been limited to the x/y dimensions inherent to the 3D printer’s layering process.
Arevo Labs (Santa Clara, CA, US), however, has introduced an innovative process for exploiting multiaxis robots to “print” stronger parts with fibers oriented in three dimensions (x, y and z) for aircraft parts such as brackets, support structures, UAV bodies and wings.
Hemant Bheda, Arevo’s co-founder and CEO, explains, “Our Robot-based Additive Manufacturing Platform (RAMP) produces complex parts in three-dimensional construction by utilizing the 6-axis capability of the robot.” Specifically, a 6-axis robot, model IRB 120 from ABB Robotics, enables the addition of z-directional continuous fibers, which reportedly augment the strength of the part to as much as five times that of injection molded parts, using continuous carbon fiber-reinforced thermoplastics. The process reportedly also would work with glass fiber and, possibly, other thermoplastic resins but, as is the case with all current 3D printing processes, not with thermoset resins, Bheda notes. “We are currently focusing on high-performance polyetheretherketone (PEEK) and polyaryletherketone (PAEK) resins,” he says, adding that the RAMP system has recently been installed by a major (unidentified) aerospace company.
Bheda notes that 3D printing offers the advantage of simplifying supply chain logistics by obviating the need for molds in the manufacture of many parts. This eliminates the need for making new molds as well as the necessity of storing active molds.
The RAMP equipment consists of a standard robot with an end effector that positions the material, and a comprehensive software suite capable of providing six degrees of freedom. The end-effector carries a deposition head with advanced thermal management technology for processing high-performance carbon fiber-reinforced thermoplastics.
Bheda says his company is working on extending the software to construct a system with multiple robots, the benefit of which would be two-fold. First, two or more robots could increase the throughput of the process, with one robot depositing the material and the other robot holding the part — which, additionally, provides more flexibility in positioning of the part, thereby widening the scope of complex shapes. Second, multiple robots would increase fiber orientation options and, thus, expand the potential for further strengthening the part. The RAMP software also is scalable for larger robots and larger parts.
The brains behind the robots
Robots, however, are only as good as the software that drives them. And software for robots differs from the software that drives CNC systems. Bheda, in fact, says Arevo’s RAMP platform represents a paradigm shift in the way software can be developed and applied to competitive additive manufacturing technology.
Mathew Nalbandian, marketing and media director for Hypertherm Robotic Software, agrees, pointing out that programming software for robots is made uniquely complex by four factors: “singularity, collisions, reach limitations and motion granularity.”
In mathematics, a singularity is a point at which a function takes an infinite value. A robot singularity occurs when robot axes are aligned or redundant — in other words, when a robot is trying to go to a designated point but encounters an infinite number of solutions, which can cause unpredictable robot motion and velocities.
Collisions are difficult to foresee when a robot will be moving around a complex path. To protect against this risk, Hypertherm’s Robotmaster, for example replicates the actual workspace environment in its simulator, allowing the user to detect and avoid potential collisions.
The software must also account for reach limitations, any point in the process that the robot’s end effector, simply due to physical obstacle or lack of robot arm length, cannot access.
Not so self-explanatory is motion granularity. Robots move in a manner that is very different from the movement of CNC machine tools. One example is that robots are designed to perform in the optimal cycle time: A robotic system will typically compromise the shape of the programmed path by, for example, rounding a square corner to achieve the shortest possible elapsed time. This is not generally acceptable in modern aerospace applications, which require precise execution of programmed paths. Robotmaster, therefore, offers unique tools for optimizing robot playback of programs and for setting motion parameters that are most suitable for high-accuracy applications.
Nalbandian says aerospace companies now use Hypertherm’s Robotmaster software to program their robots for the making of landing gear, fuselages, window frames, interior components, trimming of airplane skins and painting of the aircraft, as well as composite trimming, drilling and riveting. “Robotmaster software streamlines programming, simulation, code generation and path optimization into one integrated solution,” he maintains.
Pluses outweigh minuses
Implementation of robotics in aerocomposites manufacture still poses challenges. The biggest appear to be in meeting requisite tight tolerances and precision placement standards on very large parts, such as fuselage components, during operations such as drilling and filling (with fasteners), composite layup, sealing and dispensing. These difficulties are being resolved by R&D involving high-powered vision systems and metrology technologies capable of more precise measurement and alignment during assembly of large parts, such as wings onto fuselage sections. Laser technology for measurement and scanning also is advancing.
That said, robots can perform complex tasks with extremely high repeatability and improve throughput so that manufactured goods move through the factory faster and with greater efficiency. And, compared to large machine-tool production systems, such as gantry-based AFP systems, robotic systems can be commissioned at significantly lower total capital cost. Further, they can be applied to a wide range of repetitive and often physically difficult tasks, relieving technicians from work that is hard on their bodies, and thus prevent injuries.
Masinick concludes, “Aerospace is definitely a growth area for robotics. The OEMs are finally accepting robotic automation as the way to go and the robot companies are seeing in aerospace what we saw in automotive — a way to improve their process, improve their throughput, and improve their quality.”








Related Content

CirculinQ: Glass fiber, recycled plastic turn paving into climate solutions
Durable, modular paving system from recycled composite filters, collects, infiltrates stormwater to reduce flooding and recharge local aquifers.
Read More
Novel composite technology replaces welded joints in tubular structures
The Tree Composites TC-joint replaces traditional welding in jacket foundations for offshore wind turbine generator applications, advancing the world’s quest for fast, sustainable energy deployment.
Read More
CCG FRP panels rehabilitate historic Northamption Street Bridge
High-strength, composite molded, prefabricated panels solve weight problems for the heavily-trafficked bridge, providing cantilever sidewalks for wider shared use paths.
Read More
Composites-reinforced concrete for sustainable data center construction
Metromont’s C-GRID-reinforced insulated precast concrete’s high strength, durability, light weight and ease of installation improve data center performance, construction time and sustainability.
Read MoreRead Next

AFP/ATL evolution: Dual-process workcells
Independent contractor and occasional CE columnist Carroll Grant draws attention to a recent phenomenon in the development of automated lamination equipment: machinery capable of operating interchangeable AFP and ATL heads.
Read More