
Big parts? Big tooling breakthrough
Electrically heated carbon fiber/PEEK/ceramic tooling and powdered epoxy resin system could revolutionize production of large composite aerospace structures.


Built using alternating layers of ceramic and carbon fiber-reinforced PEEK, with integrated electrical heating elements, this tooling produced a well-consolidated and fully cured 12.6m/41-ft long thermoplastic composite wind blade. Source: ÉireComposites

This cutaway blade root section shows how the carbon fiber/PEEK/ceramic composite tooling produces a one-piece blade with no gluelines. Source: ÉireComposites
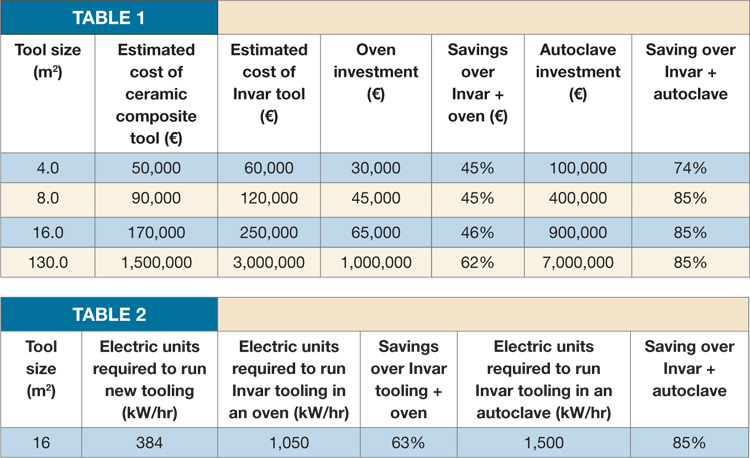
Tables 1 & 2

The MECHTool (Mold Efficient Cooling and Heating) system is currently used to manufacture reinforced thermoplastic catamaran hulls up to 4.57m/15-ft long. Source: ÉireComposites

After three ceramic cement and carbon fiber/PEEK layers, electrical heater elements are embedded within a ceramic layer, followed by a final iteration of composite and ceramic. Source: ÉireComposites

A closed mold for a wind blade section, ready for heating up to 200°C/392°F. Source: ÉireComposites
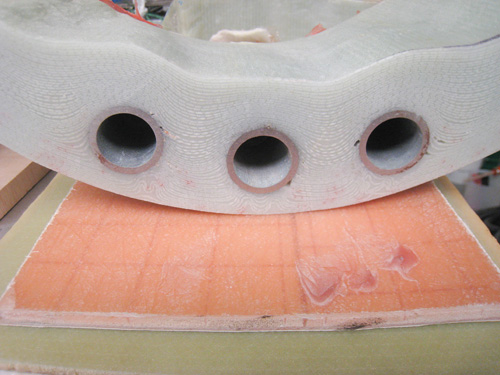
This blade root section was made in one shot, using powdered epoxy at 180°C/356°F, complete with molded-in root inserts for the bolts that connect the blade to the turbine hub. Source: ÉireComposites



The goal: Build a one-piece wind turbine blade. No adhesive lines. Molded in one shot. And with a two-thirds reduction in cycle time. Impossible? Not anymore. Not only has ÉireComposites Teo. (County Galway, Ireland) achieved this goal, but in developing the completely new molding solution required to process large thermoplastic composite structures at 200°C/392°F, it also has opened the door to new thermoset materials that might provide thermoplastic benefits without the cost typically associated with processing thermosets. Even better, the system promises to transcend many limitations inherent in autoclave and oven-cure processes used in the fabrication of large carbon fiber-reinforced thermoset parts in aerospace and other industrial applications.
The winding road



In 2008, ÉireComposites claimed it would achieve a two-thirds reduction in large wind blade cycle time by using its patented MECHTool (Mold Efficient Cooling and Heating) technology to form components from fiber-reinforced cyclic butylene terephthalate (CBT) thermoplastic resins (Cyclics Corp., Schenectady, N.Y.). CBT is unique in that it processes similarly to thermosets and, under heat, exhibits water-like viscosity that promotes resin flow and wetout in infusion processes, yet exhibits thermoplastic properties (toughness and resilience) when cured (see “Wind blade manufacturing, Part II," under "Editor's Picks," at top right).
That R&D program, called GreenBlade, included partners Mitsubishi Heavy Industries (MHI, Nagasaki, Japan) and Ahlstrom Glassfibre (Helsinki, Finland). Ahlstrom supplied the unidirectional fabric used in the spar cap and webs, and the 0°/90° biaxial fabric for the skins. According to Patrick Feerick, joint managing director of ÉireComposites, each of the various components (shell, spar cap, webs) was laid up and envelope-bagged separately, taking approximately five hours, and final assembly and processing required six hours. “This means that one production mold can yield a blade in six hours while component layup is carried out separately, in parallel, cutting production time significantly,” says Feerick.
Initially the company used cast-aluminum tooling, to which flexible metal electrical-heating tape was adhered by embedding it into high-temperature epoxy resin (see the sideber titled “Patented MECHTool System,” below). However, the epoxy resin did not have sufficient thermal durability to withstand repeated cycling up to 200°C/392°F. So the epoxy resin was replaced with a ceramic cement paste, resulting in efficient tooling capable of withstanding many hundreds of cycles to 200°C. Despite the improvement, ÉireComposites saw two problems with this approach: (1) the prohibitive cost of metal tooling larger than 5m/16 ft in any dimension, and (2) the coefficient of thermal expansion (CTE) mismatch between the metal tooling and the composite part, which results in large thermal strains (expansions) and significant problems as part dimensions increase to those of today’s full-size wind blades.
ÉireComposites’ 2009 and 2011 patents document how the company solved this problem: It replaced metal tooling altogether and formed the tool from an aluminosilicate-type ceramic cement, which offers low CTE, density, thermal mass and electrical conductivity. This material also becomes rigid at 60°C/140°F, enabling tooling to be built on inexpensive patterns. It was removed from the pattern after this initial lower-temperature cure and then processed to full temperature (200°C to 400°C or 392°F to 752°F) via a freestanding postcure.
Although it solved many problems, the ceramic brought with it a challenge of its own: low tensile strength. The company attempted to improve tensile properties first with glass fiber reinforcement, but it was not able to reach either the desired fracture toughness or thermal stability necessary to process very large parts. The solution: use carbon fiber (CF) as reinforcement and a high-performance thermoplastic polymer, polyetheretherketone (PEEK), to act as an adhesive between the carbon fiber and the ceramic.
Carbon ceramic tool build
Tool fabrication begins with a pattern. In the case of a 12.6m/41-ft wind blade, metal tubing serves as the longitudinal stringer, and plywood ribs define the pattern’s shape. Standard epoxy tooling paste is applied over the stringer and ribs and, after cure, it is machined to net dimensions. Following prep with a release agent, the pattern is coated with a high-temperature, vacuum-tight sealant layer, followed by alternating layers of cement and fiber-reinforced polymer. After three such iterations, electrical heating elements are embedded within a ceramic layer, followed by a final iteration of composite and ceramic.
After initial cure at 60°C/140°F, the tool is removed from the pattern and postcured at 200°C/392°F to fully cure the ceramic cement. However, for tooling using carbon fiber/PEEK reinforcement, a one-time temperature cycle to roughly 400°C/752°F is required to fully melt the thermoplastic and ensure a good bond between the thermoplastic, carbon fiber and ceramic. The in-plane CTE measured for a tool at least 15 mm/0.6 inch thick is less than 5.0 x 10-6/°C, which, according to ÉireComposites, is generally accepted as a “matching value” for most glass and carbon fiber composites. The heat-up rate is controlled by varying the electric power to the heating tape. Using an electrical wattage density of 10 KW/m2, suitable for processing thermoplastic composites, this type of tool surface can be brought to 200°C in less than 10 minutes.
This tooling system produced a well-consolidated and fully cured 12.6m/41-ft, 600-kg/1,323-lb glass-reinforced CBT wind blade, with a fiber volume fraction of 50 percent. Feerick claims this is the largest high-fiber-volume thermoplastic composite structure ever manufactured in one piece.
Thermoplastic to thermoset
With a workable system in place, however, ÉireComposites then faced two practical barriers, both to do with scale. For one, the entire 5 million to 6 million lb/yr output of Cyclics’ CBT plant in Schwarzheide, Germany, would be consumed by just one product line if any of the major wind turbine OEMs adopt the technology. Cyclics would have to add capacity at the cost of hundreds of millions of dollars. Secondly, Feerick recalls, “We also did not really think we could get all the way to creating a one-piece blade via a one-shot process that was easily repeatable on an industrial scale.” Each of the components (e.g., spar cap, shear web, shell half) had to be enveloped in a sacrificial vacuum bag to preserve its shape. “We had to have the force of the vacuum to hold each blade part’s shape while we processed the resin,” he says. The bag film was chosen to be compatible with the CBT and did not affect the properties of the final structure.
The limited CBT supply forced ÉireComposites to look at other materials. The company realized it could use completely new thermoset systems, in particular heat-activated epoxy and polyester systems that exist as solid powders at room temperature. These systems are also completely free of volatile organic compounds (VOCs), have no special storage requirements and an indefinite shelf life, are not sensitive to moisture, and require a shorter dwell at their 180°C to 200°C (356°F to 392°F) cure temperatures than other out-of-autoclave (OOA) materials. By reducing the wattage density to 2 KW/m2, ÉireComposites’ new molding system could provide a ramp-up more suitable for processing thermoset composites, achieving 200°C within approximately 80 minutes.
QA for powder coating
ÉireComposites uses a powder-distribution technology from Germany that is able to control the fiber-volume fraction by adjusting the amount of applied powder, says Feerick, “like a powder coating thermoset prepreg line.” Used to make thin epoxy- and polyester-skinned panels for the transportation and building industries, the powderized matrix, like CBT, has a very low viscosity when activated by heat. During debulk and final processing, vacuum pressure forces the matrix down into the fibers, but unlike with infusion, where the matrix must travel long distances, the powderized matrix must travel only through the thickness of one ply. “We have done significant testing to investigate fiber impregnation, laminate consolidation and properties,” says Feerick. “Micrographs show excellent results, with void contents of 1 percent or less.”
The powder epoxies require an eight-hour processing cycle time. Feerick explains that cycle-time reduction is limited by the 70-mm/2.8-inch thick laminate: Because the risk of uneven material temperatures between the A- and B-sides is high, ramp up and cool down must be carefully controlled and monitored, which lengthens the cure cycle time somewhat. But Feerick contends that when layup is automated, this technology rivals the most advanced OOA techniques yet developed. Skins, stringers and ribs can be laminated in parallel on small inexpensive tools (parts only have to see 100°C/212°F); prestaged into easy-to-handle, solid pieces; and then placed inside the final tool/standalone processing system — an electrically heated CF/PEEK/ceramic with built-in cooling.
Seamless success
“When we switched to the powder epoxy technology,” Feerick recounts, “we found that the bags used with CBT were not compatible and did negatively affect the final laminate. This is when we changed our approach and took advantage of the fact that this material is solid at room temperature.” CBT cannot be prestaged, but the thermoset powder matrices can.
“With the powder epoxy technology, we use a heated vacuum debulk to produce solid preforms that can be assembled like a jigsaw puzzle and then processed at final temperature to produce a seamless wind blade,” Feerick says. First, the laminate for each piece is hand layed; then a vacuum bag is applied and the laminate is heated under vacuum to 100°C/212°F. “We can do this in minutes,” he points out, “and it allows the epoxy matrix to flow into the fibers.” The parts are cooled and the vacuum bag is removed, leaving solid preforms that are easily assembled within the final production tooling. “We then place all of these parts — root, spar cap, shear web and blade shell halves — into the CF/PEEK ceramic composite main production tool, apply [a] vacuum bag to the whole structure and heat the tooling to 180°C, melting all of the pieces into a single structure with no joints or glue lines.”
The webs and spar caps consolidate into each other, as do the shell halves and root, with no gap fillers or adhesives required. Feerick notes that this is exceptional: “With the traditional method of building composites, it is very hard to build large structures without having gaps.”
Can the epoxy preforms, like thermoplastics, really result in a homogeneous composite where the parts meet? “We have checked the bonds at the leading and trailing edges, for example, which have an overlap, and,” he asserts, “have found no reduction in the bond here, with properties that are the same as in the body of the blade shell.”
This changes the game, and not only for wind blades. “We see this technology as viable for any large composite structure,” says Feerick. This includes wind turbine nacelles, truck bodies and other parts that would have insufficient properties with hand layup and take too long to process in prepreg, and so must be made by resin transfer molding (RTM). “We are offering the properties of prepreg but at an overall cost similar to RTM.”
Aerospace applications?
Further, compared to the aerospace industry’s optimum tooling solution, Invar, ÉireComposites claims that its tooling system could yield an investment savings of 45 to 62 percent if an oven is used, and 74 to 85 percent vs. an autoclave (see Table 1). And the ceramic composite tooling, unlike Invar, is not limited by the size of the CNC machining centers used to shape it (currently a maximum 22m/72 ft by 6m/20 ft envelope).
Feerick asserts that the ceramic composite tooling is limited only by the logistics of getting it to the production site, and it can be manufactured onsite if necessary. However, Invar tooling has an extremely long useful life. ÉireComposites’ technology is still in development, but Feerick believes, based on initial testing, that lifetimes of 500 and 1,000 cycles at 200°C should be easily achievable. He explains, “The technology has been proven up to 1,000 cycles and continues to operate without any degradation of the materials. The expectation is that it will have a lifetime of several thousand cycles.”
Although reinforcements must first be coated with the epoxy powder, Feerick contends that “cost-wise, it is not anything like prepregging because it is much easier and faster. This converted material is lower in cost than traditional prepreg.” He adds that the properties of these epoxies are very similar to those qualified for use in aerospace structures.
“Our technology is suitable for OOA thermoset processing, which is something being sought after and used in aerospace right now,” he notes. “Aerospace manufacturers could use this tooling technology to process currently qualified epoxy aerospace prepregs without an autoclave and significantly reduce their cycle time.” Feerick estimates that up to 40 percent savings could be possible, with the limiting factor being the specific material’s required minimum heat-up and cool-down times. Feerick also predicts that manufacturers could drop their energy consumption and associated costs (see Table 2).
Revolution: Phase II
Feerick also sees applications of high-temperature thermoplastics in the technology’s future. “Because the wind industry was our initial target, we did not need to process at temperatures above 300°C [572°F]. But now we are looking to increase our long-term, repeatable tooling operating temperature to that required by the more advanced thermoplastics used in aerospace.” He explains that the heating elements and ceramic materials have operating temperatures of 700°C to 800°C (1292°F to 1472°F), but the ceramic is slightly porous, requiring a vacuum-tight seal. “This is the material that currently limits us,” notes Feerick. “The current material we are using is good for 300°C, but we are working now to prove out new systems with much higher temperature capability.”










Related Content

JEC World 2023 highlights: Recyclable resins, renewable energy solutions, award-winning automotive
CW technical editor Hannah Mason recaps some of the technology on display at JEC World, including natural, bio-based or recyclable materials solutions, innovative automotive and renewable energy components and more.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
ECOHYDRO project to enable recyclable composites for hydrogen storage
With the involvement of two schools from the Institut Mines-Télécom, the 4-year project aims to improve the intrinsic properties of a composite material based on Elium via four concrete demonstrators.
Read MoreRead Next

Wind Blade Manufacturing: Are thermoplastic composites the future?
In a market dominated by thermoset composites, some wind turbine blade manufacturers are actively pursuing new composite blade designs featuring faster-processing reinforced thermoplastics.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More