
Cobham Composites: San Diego, CA, US
An aerocomposites force since the dawn of the 1980s, this fabricator’s Big Idea is to move from quality control to in-situ process control on the strength of metrics powered by Big Data.


Aerospace & Defense Emphasis: Founded in 1979 as Sparta Composites, this facility in San Diego, CA, US, now bears a new logo but has a long history in composites fabrication for antennae and electronics applications, and has recently taken on work molding stators and other parts for the F119 and F135 jet engines. The company’s specialty is multiaxial compression molding — a rare and unique process in the world of composites manufacturing. Source: Cobham Composites – San Diego

Fig. 1: R&D with Pre-production Flare — Cobham Composites’ R&D area houses several Carver compression presses and Grieve ovens. The company does pre-production work in this room, including the compression molding of phenolic composite flares for the F-35 fighter jet. Source: CW/Photos: Jeff Sloan

Fig. 2: RTM Emphasis — Resin transfer molding (RTM) is being used increasingly by Cobham Composites - San Diego as the company looks for ways to minimize autoclave use. Source: Cobham Composites – San Diego
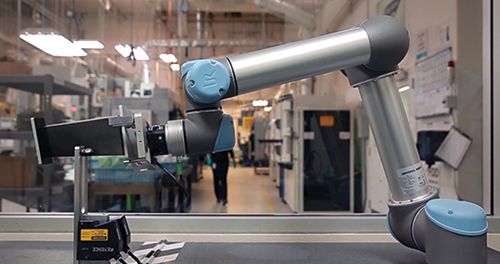
Fig. 3: Laser-based Inspection — Cobham Composites – San Diego relies heavily on robot-based laser inspection technologies to verify part dimensions. Source: Cobham Composites – San Diego
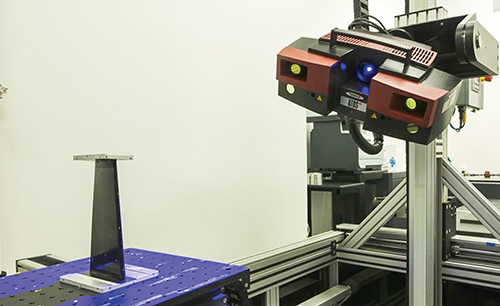
Fig. 4: Blue Light Part Scanning — This ATOS Triple Scan blue light scanner, manufactured by GOM GmbH (Braunschweig, Germany), is used by Cobham Composites – San Diego to measure parts. The system is effective because it can provide precise measurements regardless of environmental lighting conditions. Source: Cobham Composites – San Diego

Fig. 5: Resin Quality Control — Part of the company’s quality control program calls for verification of resin properties before it’s put into production. It uses an ARES-G2 rheometer, made by TA Instruments (New Castle, DE, US), to check resin viscosity properties. Source: Cobham Composites – San Diego

Fig 6: Optimizing Jet Engine Part Layup — The Pratt & Whitney layup room is where technicians do all of the hand layup for the manufacture of stators, inlet guide vanes and exhaust flaps for the F119 and F135 engines. The company uses pulse clocks to help keep work on schedule and prominently displays production data to help employees optimize their work environment. Source: CW/Photo: Jeff Sloan

Fig. 7: Multiaxial Compression — Many F119 and F135 parts are molded via multiaxial compression molding, in which pressure is applied on six sides of the mold. Cobham’s multiaxial compression molding operations are rare and unique in the world of composites fabrication. The company is using second-generation machines right now, but hopes to roll out third-generation technology soon that will include pressure transducers to help monitor process performance. Source: Cobham Composites – San Diego

Fig. 8: Letting the Data Talk — This Spinner Accountability Board is used to help workers identify and track tool, material and process issues. The company is employing what it calls Big Data to help it drive waste and inefficiency out of manufacturing, thereby reducing cycle times and increasing product quality. Source: CW/Photo: Jeff Sloan



Like most of the companies operating as composites fabricators, Cobham Composites in San Diego, CA, has a rich and long history that includes ownership changes and name changes. But on the shop floor, the expertise that brought the company thus far lives on, and is updated and fine-tuned to help position the company for substantial growth.
Cobham Composites – San Diego started life in 1979 as Sparta Composites, specializing primarily in fabrication of composite parts and component assemblies for antennae, electronics and munitions. Subsequently, jet-engine components became an emphasis at Sparta, and the company eventually won work with Pratt & Whitney (East Hartford, CT, US), compression molding carbon fiber/bismaleimide (BMI) parts for the F119 engine, which went on the F-22 Raptor fighter jet. Following this came similar parts for the F135 engine, on the F-35 Lightning II.



Meanwhile, aerospace and defense giant Cobham plc, headquartered in Dorset, UK, was looking to expand its composites capabilities and, in 2008, bought Sparta Composites and renamed it Cobham Composites.
The San Diego facility is, today, one of three plants in the group. The other two can be found in Leicestershire and Hertfordshire, UK, and between the three locations there are about 360 employees.
The San Diego plant comprises two buildings. One occupies about 3,300m2 and is home to Cobham Composites – San Diego’s ply cutting and kitting, assembly, coordinate measurement machine (CMM)-inspection and compression-molding operations and its business offices. The other, at 3,667m2, accommodates two large cleanrooms, machining and additional assembly and compression molding activities.
Birth of operational discipline
In 2008, Cobham Composites – San Diego embarked on a three-pronged strategic growth program. Since then, the first prong has emphasized the optimization and solidification of legacy materials and processes; the second prong has emphasized application and process diversity to even out the ebb and flow of the legacy work; and the third prong has emphasized product development, to help customers make the transition from the lab to production with prospective projects.
Michael Louderback, GM, says the company emphasizes “operational discipline” to maintain accountability. “When any road blocks or production issues arise that hinder the scheduled delivery of product from any of the value streams, these issues are immediately promoted to a management accountability meeting and these issues are assigned to department managers for resolution”. This has not only changed the company culture, it has catapulted the company forward in achieving its three-pronged strategic growth plan.
Dave Hahn, Cobham Composites – San Diego sales engineering manager, served as CW’s tour guide. Hahn explains that, practically speaking, Cobham’s diversification effort has revolved primarily around getting out of the autoclave, which has led to increased use of resin transfer molding (RTM) and expanded use of multiaxial compression molding, a very rarely seen and highly specialized composites fabrication process — one we would become more well-acquainted with later. Along the way, the company has opened its eyes to the value of process and quality control, as well as waste minimization, with heavy emphasis on accountability, continuous improvement, root cause and corrective action measures and technology application designed to help the company mitigate risk. This has led, as well, to systematic emphasis on the collection, analysis and application of manufacturing data to help improve manufacturing efficiency.
Spinner complexity
Hahn’s tour began in the smaller building’s R&D area, which houses Cobham Composites – San Diego’s low-rate production operations. The room (Fig. 1, at left) is home to five small Monarch presses (from Carver Inc., Wabash, IN, US) and several Grieve Corp. (Round Lake, IL, US) ovens, used to manufacture phenolic composite flares for the F-35. At full-rate production, Cobham Composites-San Diego will make more than 4,000 munition housings a month, likely via resin transfer molding (RTM). The program represents, says Hahn, “a nice consumable that keeps volumes high for us for a long time.”
We were led next into the spinner tool room, where Cobham Composites – San Diego does complex hand layup of spinner caps and spinner assemblies for Pratt & Whitney next-generation turbofan engines. Most complex is the spinner assembly, which is bladder compression molded and comprises DuPont Protection Solutions (Wilmington, DE, US) Kevlar-brand aramid fiber and glass fiber prepregged with epoxy. Prepreg for the spinners is cut and kitted on a semi-automated cutting table supplied by AGFM (Chesapeake, VA, US). Kitted pieces are then hand layed in a spinner tool. The tool is “clocked” around its rim (markers are etched in the tool) to show workers how and where the 150-plus plies should be located and overlapped as they’re placed. Manufactured alongside the spinner assemblies are the spinner caps, also compression molded using epoxy and Kevlar.
Hahn says the labor required to manufacture spinner assemblies is significant, and Cobham Composites – San Diego has developed some potential tooling changes for Pratt & Whitney that could streamline and optimize the process. The company is in line to manufacture about 1,000 spinner assemblies annually at full-rate production.
Next up was what the company calls the Javelin room, where the company fabricates the four cylinder sections used to assemble the FGM-148 Javelin anti-tank missile, built by the Javelin Joint Venture Co., co-operated by Raytheon (Waltham, MA, US) and Lockheed Martin (Bethesda, MD, US).
This missile housing comprises a nose section, two center sections, and a tail section, all made with carbon fiber/epoxy. Hahn describes this compression-based legacy cylinder manufacturing process as “heavily mechanized,” and, indeed, Cobham Composites – San Diego has developed highly specialized tooling and consolidation presses exclusively for this application. First, prepreg is layed up around a male core mold, which is placed in a load frame on a four-sided vertical tool, with a cartridge heater on each side. These tools are then shuttled into one of 12 closer stations (compression presses) for consolidation. Molded cylinders are then machined, drilled and trimmed to spec.
All in vane
We were led next into the larger building to view what Hahn called the Pratt & Whitney layup room (Fig. 6), where Cobham Composites – San Diego does hand layup for the manufacture of jet engine stators, guide vanes and exhaust flaps for the F119 (on the F-22 fighter), and a newer version for the F135 (on the F-35 fighter). The company supplies these engine parts and fabricates more than 5,000 units per year. During CW’s visit, 10 technicians were doing layup in the room. Each technician’s actions were governed by a pacing clock the company uses to encourage a steady workflow.
The part exiting this room at the highest volume is the stator. Stators look like fans, with small blades radiating from a central core section. They are stationary in the engine, located between fans to help build air pressure as it accelerates through the engine. The stators are molded in doublets, in cube-shaped molds, and then 20-plus doublets are assembled to create one unit. Cobham Composites – San Diego makes two sizes of stator, both for the F135 — carbon fiber prepregged with BMI for one, and carbon fiber prepregged with polyimide for the other.
The method used to mold the stators is Cobham Composites – San Diego’s previously noted multiaxial compression molding process. Rare and unique, these systems compress the mold from multiple sides simultaneously (see Fig. 7). The challenge with the stators, says Hahn, is that polyimide foams and outgasses as it cures. Therefore, a method had to be devised to allow gasses to escape the mold. This led Cobham Composites – San Diego to develop what it calls a “foaming gap,” where the mold is held slightly open in the initial stages of compression to let gasses release before full closure and final consolidation.
After molding and postcure, stators are trimmed, cut and finished on a Haas Automation Inc. (Oxnard, CA, US) Super VF CNC machine. Cobham Composites – San Diego also applies an erosion coating on the flow surface of some vanes.
From QC to PC
Finally, each stator must go through extensive quality assurance steps (see, for example, Figs. 3 and 4). “There’s a very tight tolerance on vane thickness,” Hahn notes, pointing to a six-axis robot as it guides a Renishaw Plc(Wotton-Under-Edge, Gloucestershire, UK) probe over a stator blade. Such a check, he says, “gives me one or two datapoints before we make too many other off-spec parts. This material is $300-plus per pound, plus labor. So, out of the mold, we’ve almost spent the majority of the budget on this part. We can’t afford to make many defective parts, so in-process inspection is critical.” Cobham Composites – San Diego’s yield rate on the stators is greater than 95%, Hahn adds.
The company hopes, eventually, to move quality control closer to process control by implementing in-mold sensor technology that will let the multiaxial press monitor and track mold performance in situ. In so doing, the press could track stator blade thickness variation and signal an alarm when the specification is violated. The multiaxial presses in use today are second-generation versions, designed and built in-house. Hahn says the company is working on third-generation press technology that will provide higher levels of control and, possibly, eliminate the need for postcure.
No such thing as too much data
Over-arching everything that Cobham Composites – San Diego does is the collection, analysis and application of what the company calls Big Data. The belief, says Hahn, is that composites manufacturing can and, indeed, must be driven by metrics that the company can use to increase throughput and efficiency, drive down cost, improve quality, reduce waste and push high-quality product out the door faster.
“We’re basically running a big science experiment,” quips Ray Ringleb, director of sales and marketing. “And it’s being driven by SPC [statistical process control] and quality control. We’re trying to develop a more stable, less risky process.”
As part of this effort, Cobham Composites – San Diego has begun rheological testing of all resin when it’s delivered (see Fig. 5).
“Sometimes we find that a resin characteristic falls at one or the other end of the specified spectrum. And if we know the rheology, then we can find ways to adjust our processes to accommodate variations in resin spec,” says Hahn.
On the shop floor, Cobham Composites – San Diego has begun a concerted effort to put manufacturing data in plain view, so that employees can readily see how the quality of their work affects company performance. The pulse clocks in the layup room (Fig 6) are one example. Another is the Spinner Accountability Board (pictured in Fig. 8), used to track production issues with spinner assemblies. Hahn admits that, initially, employee reaction to such use of data was not entirely positive. But that was then. “Now,” he says, “it allows us to bid to the minute. It helps employees talk about how to get back on schedule when they’re behind.”
Ringleb says, “Our employees have begun to embrace this and see it as a positive. We’ve made it visible, and the data becomes a point of pride. Measurables give employees a chance to see where improvement opportunities are.”
Going forward, the company plans to digitize data that is currently displayed on paper — such as that on the accountability board. Cobham Composites – San Diego is also implementing radio frequency identification (RFID) technology to help track material, equipment and parts, from start to finish.
Cobham Composites – San Diego is correct that the collection and application of manufacturing data is required if composites fabrication is to remain relevant and competitive, and the company seems properly poised to leverage its data-based strategy into long-term growth.








Related Content

Pull-wound carbon fiber poles enable lightweight, compact, rigid emergency stretcher
Based on military feedback, Epsilon Composite developed an optimized, foldable stretcher that combines telescopic pull-wound carbon fiber tubes.
Read More
TenCate Advanced Armour renamed to Integris Composites
With its rebranding, Integris maintains the ability to develop, test and manufacture ballistic armor and survivability solutions while expanding into new markets where composite solutions can be advantageous.
Read More
LifePort acquires Aeromatrix Composites advanced materials line
The aircraft manufacturer solidifies its capability to provide next-generation advanced materials solutions to aerospace and defense customers.
Read More
Airbus presents unmanned Wingman concept
Fighter jet model unveiled at ILA Berlin, made from an iron structure and composite outer skin, will deliver more tactical options, supporting future combat missions.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More