
Corvette gets leaner with carbon fiber hood
Advances in materials and processing yield high-volume, low-mass hood for GM flagship.




Step 6: The inner and outer panels are bonded together in a vacuum fixture using a room-temperature, two-part polyurethane structural adhesive. Source: MacLean Quality Composites

Step 4: The prepreg is cured in an autoclave at 100 psi and 150°C/302°F. The cycle time in the autoclave is approximately two hours, including heating, cure and cooling. Source: MacLean Quality Composites

Step 2: After application of mold release, the first two plies of prepreg are layed into the mold by hand, followed by the remaining four-ply preform. Source: MacLean Quality Composites

Step 8: The assembled hood is inspected for dimensions, and then for surface quality in a specially designed light room. If required, surface defects are repaired prior to application of primer. Source: MacLean Quality Composites
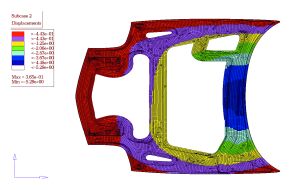
Finite element analysis: Prior to production, load simulations were conducted on the carbon fiber hood, including deflection analysis. Tests proved the carbon fiber hood equaled or exceeded the performance of the baseline fiberglass component at one-third less weight. Source: GM

Step 1: Following automated ply cutting, plies three through six of the hood outer panel are consolidated under vacuum on a male-form preform tool. Source: MacLean Quality Composites

The 2004 Chevrolet Corvette Commemorative Edition Z06 celebrates the success of the Corvette racing team at the 24 Hours of LeMans. The vehicle is the first North American production car with a carbon fiber exterior body panel. Source: GM

Step 5: Following cure, the carbon fiber hood outer panels are demolded and the edges trimmed on a 5-axis CNC router. Source: MacLean Quality Composites

Step 7: The bonded hood assembly shows the compression molded inner panel, supplied by Meridian Automotive Systems. Low-density SMC (light gray) is co-molded with carbon fiber SMC (perimeter of inner panel). Source: MacLean Quality Composites

Step 3: A formed silicone vacuum bag is used to evacuate the air. The reusable bag saves time and results in a smoother part surface than a disposable bagging. Source: MacLean Quality Composites
Any list of the world's most highly regarded sports cars includes General Motors' venerable Chevrolet Corvette. An icon in American automobile history, the Corvette is in its 51st year of production. Since 1953, when only 300 of the fiberglass-bodied vehicles were produced, more than 1.3 million have been sold to sports car enthusiasts worldwide.
The Corvette also serves as GM's leading technology platform, notably in the areas of braking, engine technology and materials. The Z06 Corvette Coupe, the version equipped for highest performance, has a 5.7L, 405 hp powerplant that delivers a top speed of 171 mph/275 kph and goes from a standing start to 60 mph/100 kph in a seat-pinning 3.9 seconds. The 2004 model represents the final year of production of the C-5 (fifth generation) Corvette, with the next-generation C-6 entering production this summer as a 2005 model. To send the current design out in style, GM management developed a Commemorative Edition Z06, with a unique "LeMans blue" paint and racing decor, a tribute to the Corvette race team's recent success at the famous 24-hour French endurance race (two teams placed 1st and 2nd in the GTS class in both 2001 and 2002; and finished 2nd and 3rd last year). It comes complete with a lightweight carbon fiber hood — the first application of the material on a painted, Class A exterior body panel offered as original equipment on a North American vehicle.



"We had several reasons for putting a high-profile carbon fiber component on a production Corvette," explains Mark Voss, design release engineer in GM's performance car group. "From a marketing standpoint, new technology like carbon fiber creates enthusiasm among Corvette buyers. Further, this provided a perfect opportunity for GM to better understand and implement the technology and achieve weight savings in a key area, improving vehicle performance." Weighing only 20.5 lb/9.3 kg, the new hood shaves 10.6 lb/4.8 kg, or about 33 percent of the mass from the standard fiberglass sheet molding compound (SMC) hood, and is more than 50 percent lighter than an equal-sized steel hood. This translates into higher power-to-mass ratio, and improved fore-aft weight distribution. Between 2,000 and 2,500 Commemorative Edition Z06 Corvettes will be produced for 2004. To bring the hood to production, GM relied on aerospace autoclave and automotive SMC technologies and an intense development effort among molders and material suppliers.
Carbon prepreg leads a unique mix of materials
Key to weight reduction in the hood is the unidirectional carbon fiber/epoxy prepreg used for the outer skin panel. While identical in form and quality to traditional prepreg tapes produced for the manufacture of aerospace components and sporting goods, the material brings a unique set of properties suited to production of large automotive panels. "Obtaining high thermal and mechanical properties, combined with fast cure and friendly processing characteristics, was a real challenge in product development," emphasizes Andrea Dorr, business development manager for Toray Composites (America) Inc. (Tacoma, Wash.), the prepreg supplier for the hood. "Of course the pricing had to be attractive, so that ruled out traditional aerospace-qualified materials," she adds. The prepreg selected and qualified for the hood is Toray P3831C-190, a combination of Toray T60024K carbon fiber and Toray's G83 "quick cure" epoxy resin. The resin is formulated to maintain a traditional long shelf life and out life, yet fully cure in less than 10 minutes at 150°C/302°F, developing a glass transition temperature of 145°C/293°F (reported as onset of storage modulus loss by dynamic mechanical analysis). Aerospace epoxy prepreg systems typically require two or more hours to achieve the same degree of cure.
MacLean Quality Composites (West Jordan, Utah) is the Tier 1 supplier of the carbon fiber hood to GM's Bowling Green, Ky. Corvette assembly plant. MacLean uses the autoclave process, adapted to achieve high-rate production, to mold the highly cosmetic outer skin panels, and also is responsible for the adhesive bonding of the inner and outer panels and the surface quality of the finished hoods. Early in the program, MacLean and GM developed a 100 percent carbon fiber prepreg inner panel that, when assembled with the all carbon outer panel resulted in a hood weighing only 13.6 lb/6.2 kg, a 56 percent reduction over the baseline hood. While the performance and mass characteristics of the all-carbon solution were exciting, the complex inner panel, originally designed for the SMC process, was too expensive to produce in prepreg, and economics took over, notes Voss. The carbon fiber outer panel, at 1.2 mm/0.048 inch thickness, weighed 60 percent less than the 2.5 mm/0.100 inch standard density SMC outer panel, and was more practical to produce. Balancing tooling and piece costs against potential weight savings, GM elected to go with an autoclave-cured prepreg outer panel and a compression molded low-density SMC inner panel for the production version.
Supplied to MacLean by Meridian Automotive Systems (Dearborn, Mich.), the inner panel is molded at Meridian's Shelbyville, Ind. facility, which also produces the standard SMC hood used on all other Corvette models. The inner for the Z06 Commemorative Edition uses the same low-density (1.3 specific gravity) fiberglass SMC employed on the all-fiberglass hoods and is molded in the same tooling, but with a novel modification — the peripheral bonding flanges incorporate AMC-8590 carbon fiber SMC, supplied by Quantum Composites Inc. (Bay City, Mich.). Approximately 1.0 lb/0.45 kg of the material, first used for structural components on the Dodge Viper SRT-10, is placed around the edges of the inner panel and comolded with Meridian's low-density glass formulation.
"We found that the autoclave-cured carbon fiber bonded to the low-density SMC inner did not provide the overall system performance we expected, primarily due to the large mismatch in mechanical properties between the two materials," Voss explains. "Putting carbon fiber SMC in the bonding areas of the inner creates a transition zone, providing efficient transfer of stress loads between the panels, which was validated in performance testing." This testing matrix included thermal cycling, hood slam, deflection, torsion, durability and crash, among others. In every test performed, the hybrid carbon fiber hood met or exceeded the results of production SMC parts. Dent and hail testing showed the carbon fiber outer panels performed far superior to traditional steel body panels.
Industrializing the autoclave process
Putting the hood into production proved to be the trickiest part of the equation. After reviewing alternate methods, such as resin transfer molding and compression molding, neither of which were capable of achieving large, extremely thin profiles nor the required surface quality, GM opted to pursue autoclave processing for the outer panel. However, this decision posed new challenges. Autoclave processing is commonly used for European super sports cars priced above $250,000 and built at rates of one or two per day. But GM was looking for volumes approaching 16 parts per day, still relatively low by automotive standards, but far beyond the normal production requirements of the aerospace industry. Following an intensive supplier screening process, GM selected MacLean Quality Composites to build the hood, based on its extensive experience with carbon fiber in high-volume sporting goods and parent company MacLean-Fogg's history as a supplier of functional metal and plastic parts to the automotive industry.
"The demands of the automotive industry really force you to think differently about processing," emphasizes MacLean operations manager Tim Daily. "What you do has to be both fast and repeatable, and small time savings at all process steps really add up." To achieve the required part volume, two molds are processed simultaneously in MacLean's 1.8m/6 ft diameter autoclave, supplied by BondTech Corp. (Somerset, Ky.). Daily explains that MacLean is turning the molds every three hours, or eight times per day on a round-the-clock, five-day-per-week operation. For each cycle, this includes application of mold release, layup and vacuum bagging of the parts, loading the autoclave, pressurization to 100 psi/6.8 bar and ramp up to 150°C/302°F, followed by cool down to just above 43°C/110°F, unloading the autoclave and part removal. Daily notes that significant engineering effort was involved in optimizing the pressure/temperature profile of the cure cycle to obtain the best surface finish on the molded part.
A significant constraint on the process time is the heating and cooling of the large Invar molds, each weighing almost 2,500 lb/1,136 kg. Although lightweight carbon/epoxy tooling would provide faster heating and cooling, and might suffice for low-volume production, GM wanted molds durable and accurate enough to produce thousands of parts, including the potential for aftermarket production. An iron alloy with 36 percent nickel content, Invar was selected because of its near-zero coefficient of thermal expansion (CTE), similar to the CTE of carbon fiber composite. Beyond its weight, Invar's thermal conductivity is one-fourth that of steel and one-twentieth that of aluminum, slowing heat transfer. The molds were produced by Visioneering Inc. (Fraser, Mich.) and Models & Tools Inc. (Troy, Mich.).
The production process begins with automated pattern cutting of the unidirectional tape on cutting machinery supplied by Cutting Edge, now part of Gerber Technology (Tolland, Conn.), followed by vacuum preforming of four of the six plies on a fiberglass male tool. Preforming for one set of parts occurs while the previous set is curing in the autoclave. After application of the mold release, the two outer plies of the hood are formed by hand in the mold cavity, followed by placement of the four ply preform, then application of separator film, breather and a reusable vacuum bag, which evacuates the air between the part and the mold. The vacuum bag, supplied by Torr Technologies (Tacoma, Wash.) is a thermoset silicone rubber, formed to near-net shape, and supported by an aluminum frame. Following a vacuum check, the molds are loaded into the autoclave. Through repetition and proper sequencing, Daily says MacLean has reduced the time to complete these steps to only 45 minutes, with separate teams working on each mold.
After molding, the outer panels are trimmed on a 5-axis CNC router. A two-component polyurethane adhesive, supplied by Ashland Inc. (Dublin, Ohio), is robotically applied to the outer panel in the areas of the corresponding bond flanges of the inner panel. The adhesive is a room-temperature version of the heat-cured polyurethane used by Meridian on the all-SMC hoods. Ashland did considerable thermal- and water-aging of test panels to prove excellent bond strength, as measured by lap shear, between the carbon prepreg and the carbon SMC. The autoclave-cured outer and Meridian supplied inner panels are mated in a dedicated bonding fixture, designed to achieve accurate location in space of all surfaces. After curing at room temperature in the fixture for about 30 minutes, the hood assembly is inspected for dimensions (with many tolerances under 1.0 mm/0.40 inch), and for surface appearance.
The latter characteristic was a source of frustration and a major development target, Daily points out. "The as-molded surface of the outer panel is excellent by aerospace standards, but the standard for automotive Class A is much more critical," he notes. "A single pinhole or void on the painted hood is cause for rejection." Daily explains that pinholes, when they occur, are relatively easy to find and fill, yet the more difficult defects are extremely small surface voids, some smaller than 2 mm/0.080 inch long that are aligned with the fiber direction. These "linear voids," as he terms them, are prohibitively expensive to identify, fill and sand, so either a surface film or a primer capable of filling these is required. After extensive testing, MacLean and GM, working with painting subcontractor ASC Inc. (Southgate, Mich.), identified a primer that solves the problem. Following receipt of the assembled hoods from MacLean, ASC's Bowling Green, Ky. facility applies a low-temperature curing primer, supplied by Akzo Nobel Coatings (Troy, Mich.). The primed hoods are shipped into the nearby Corvette assembly plant in Bowling Green, Ky., where final painting (a process involving temperatures as high as 143ºC/290ºF) is completed with the remaining body panels. The use of Synskin surfacing film, from Henkel Aerospace (Bay Point, Calif.) has been qualified by GM as an alternate method for addressing linear voids.
A winner in the showroom, too
GM's Voss says the 2004 Commemorative Edition Z06 is a big hit with customers, and demand easily exceeds GM and MacLean's capacity to supply. Moreover, there are significant implications going forward. "In addition to being the first to implement Class A carbon fiber at these volumes, we have learned a tremendous amount that can be applied to future vehicles, and on a broader scope," says Voss. For obvious competitive reasons, he won't reveal exactly where GM next plans to implement the technology, but confirms the company considers carbon fiber "the right fit for certain niche vehicles." Lower tooling and fixture costs, especially at these volumes, help offset the premium cost of carbon fiber composites.
MacLean's Daily also is enthused about the prospects, especially after surviving the growing pains associated with making the autoclave process more streamlined and economical. He refers to a number of "firsts" with the Corvette program, in the areas of materials, tooling, design, production rates and part quality. "We've proven it is possible to produce large, Class A carbon fiber body panels in these kinds of volumes," he declares. "And the fact that we have moved past theoretical application and into production gives us a unique position in the composites industry."







Related Content

TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read MoreRead Next

VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More