
Creating a composite battery insert-stud solution for EV trucks
Bossard worked with an OEM and Tier supplier team to meet tight electrical insulation and packaging tolerances while reducing tooling, molding and assembly costs.



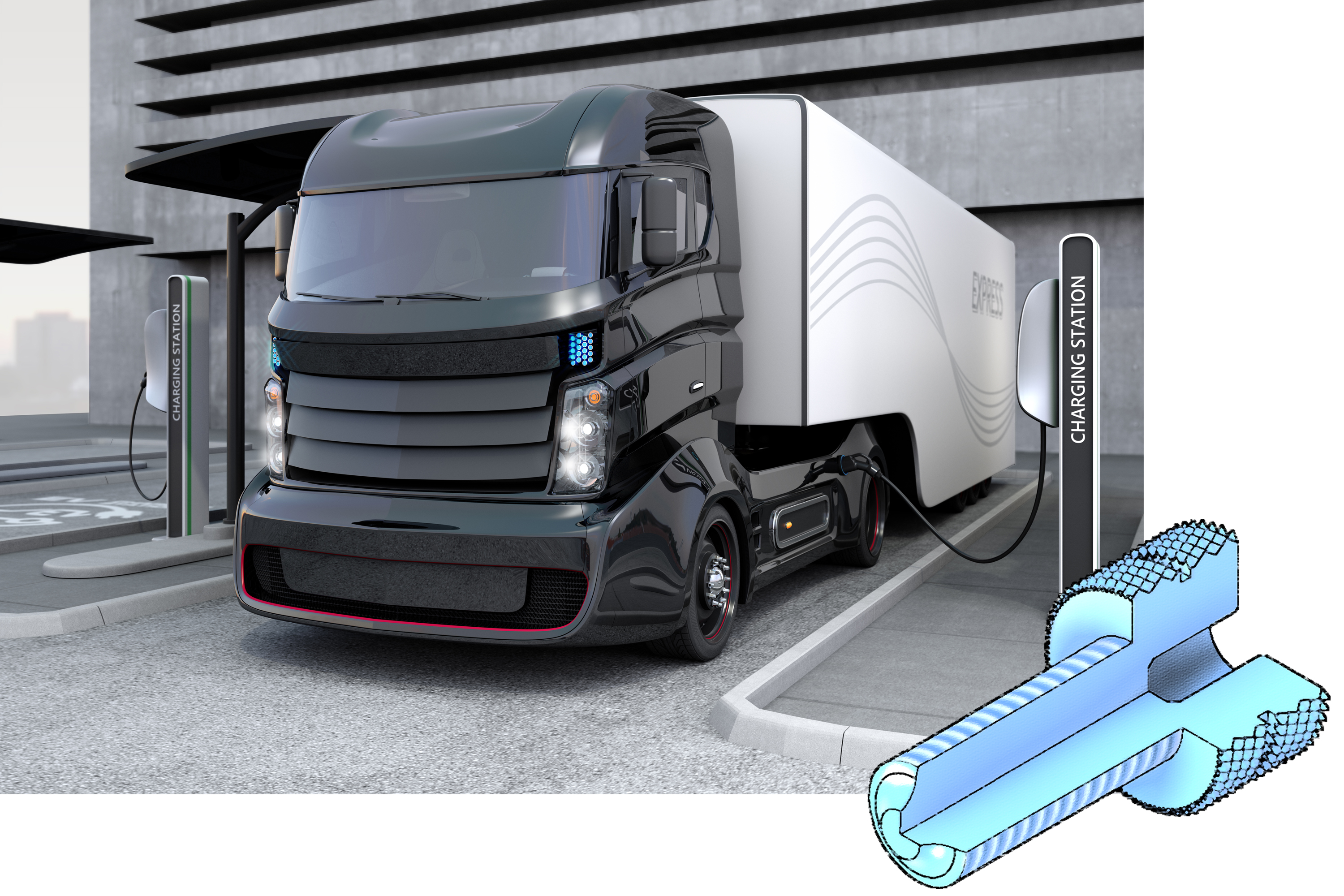
Collaboration with a truck OEM (generic EV truck shown here) highlights Bossard’s efforts to bridge the divide between design, manufacturing and assembly. The resulting embedded fastener solution (bottom right) meets packaging and electrical isolation constraints while respecting design requirements. Source (All Images) | Bossard
Electric vehicle (EV) manufacturers face a wide range of challenges, including how to get the maximum performance out of their battery in the smallest possible space. Fastening and assembly solutions are key, but OEMs often struggle with fragmented production processes where design and assembly are their responsibility, but manufacturing is completed by a Tier supplier. This can lead to costly trial-and-error approaches during design and manufacturing, as well as insufficient product quality and high maintenance costs for the end user.
A leading truck OEM faced such challenges in a demanding model introduction. Bossard (Zug, Switzerland) provided a solution by collaborating with the OEM designer and Tier supplier manufacturer to develop an insert stud for an EV battery application. The solution addressed all stakeholder requirements, not only ensuring precise fit in a tight packaging space and vital electrical insulation performance but also meeting assembly demands, including fastener retaining and sealing as well as loadability.



A long history in fastening and assembly
Bossard started in 1831 with a local hardware store in Zug, Switzerland, where customers could buy tools, fittings and screws. Today, with more than 2,900 employees at 82 locations in 31 countries, Bossard Group is a global provider of product solutions and services in industrial fastening and assembly for lightweight metal, composite and plastic applications. Bossard provides more than 1 million items as well as proven expertise in technical consulting and inventory management support to companies in automotive, railway, energy, medical and other industries to increase their productivity, optimize processes and reduce costs. The company has also developed intelligent production facilities in line with Industry 4.0.
Ultimately, Bossard’s approach is to bridge the gap between key stakeholders in design, manufacturing and assembly. This not only ensures that the assembly method meets numerous — and sometimes conflicting — requirements and demands, but also delivers a solution more quickly, ensuring production deadlines are met while maintaining performance and reliability.
Meeting the challenge of tight clearances

EV battery assemblies are inherently demanding, including tight space and electrical performance requirements.
In vehicle battery and electrical systems design, minimizing weight and space utilization leads to thin materials and tight spaces. Multiple components, wiring, connectors and busbars must fit within geometries that push design rules for polymer and composite molding to the limit. Form follows function to the extreme, sometimes down to the last 0.05 millimeter of polymer material thickness. Despite the need for adaptability in assembly design, maintaining intercomponent spacings and clearances is crucial for reliability in harsh operational conditions.
Molding the polymer or composite parts that house these complex, tightly constrained arrangements often requires equally complex tooling. In such cases, where the form necessitates multiple tool splits, sliders and ejection pins — in addition to providing for gate and runner systems — it can be simply impossible to accommodate conventional retaining and sealing mechanisms for fasteners and inserts. And yet, these remain crucial to overall performance.
Against this backdrop, Bossard designed an insert stud fastener for securing electrical components onto a polymer carrier, ensuring a fit within the myriad packaging and electrical isolation constraints, while respecting polymer molding design requirements, and thus facilitating a viable mold solution.
Understanding the materials and processes
Polymers like polyamide — e.g., PA6 and PA6.6 — reinforced with glass fibers are highly versatile materials for creating complex, durable and electrically insulating components in EV battery systems. Design optimization of such molded parts relies on rules like minimum wall thickness or maximum change in local material thickness. Bossard’s understanding of these rules enabled it to propose solutions for an embedded fastener in a tightly packaged assembly, without constant guidance from the injection molder or time-consuming referrals between the design and manufacturing stakeholders.
Bossard was also experienced in how fasteners interact with these materials — for example, in terms of pull-out resistance or over-torque resistance, and the associated sensitivity to polymer strength and elongation. This was vital to ensure optimal embedded fastener performance from the proposed designs.
The challenge of using standard insert studs for manufacturing
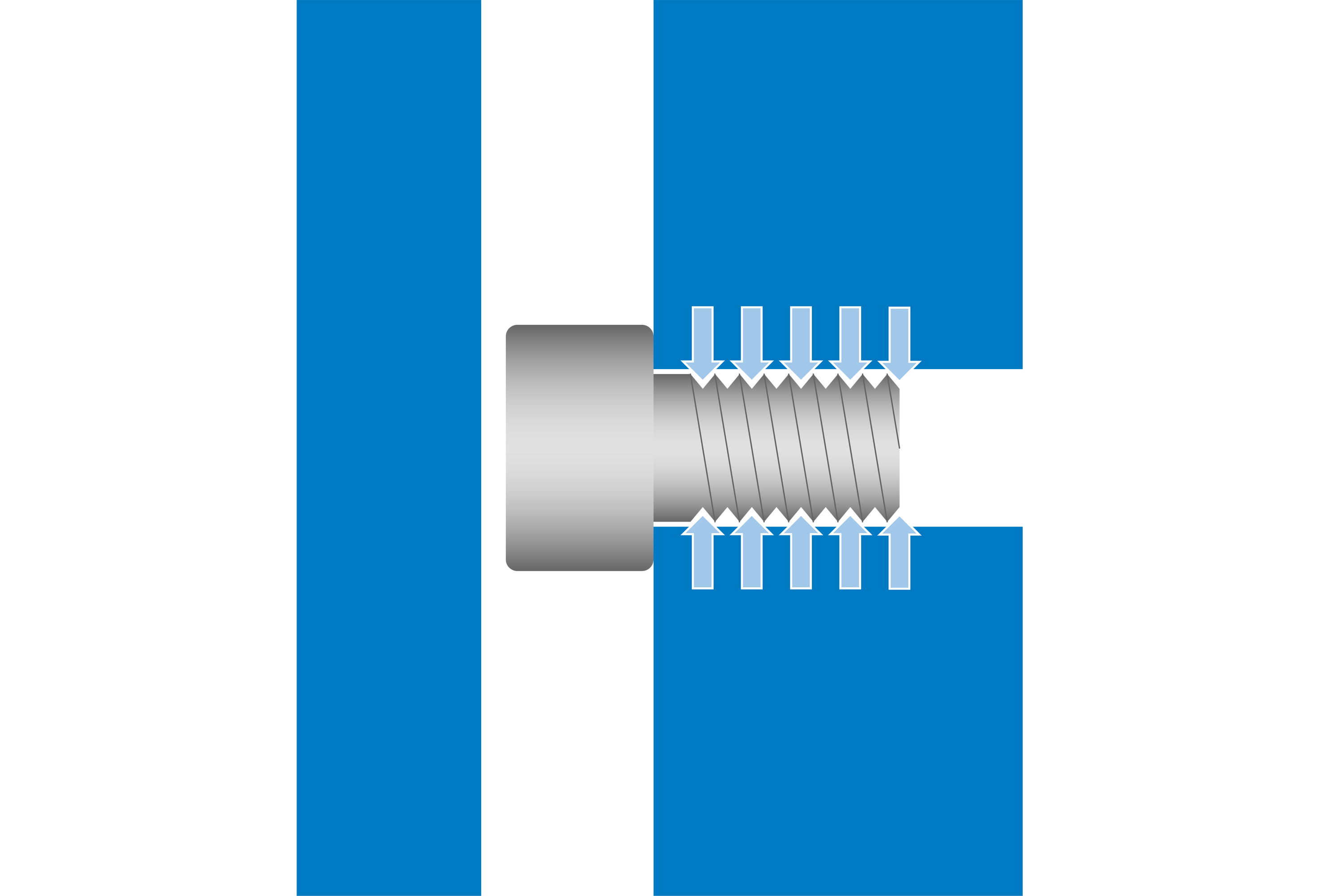
Figure 1. Conventional stud retention mechanism, which acts on external threaded section of stud fastener.
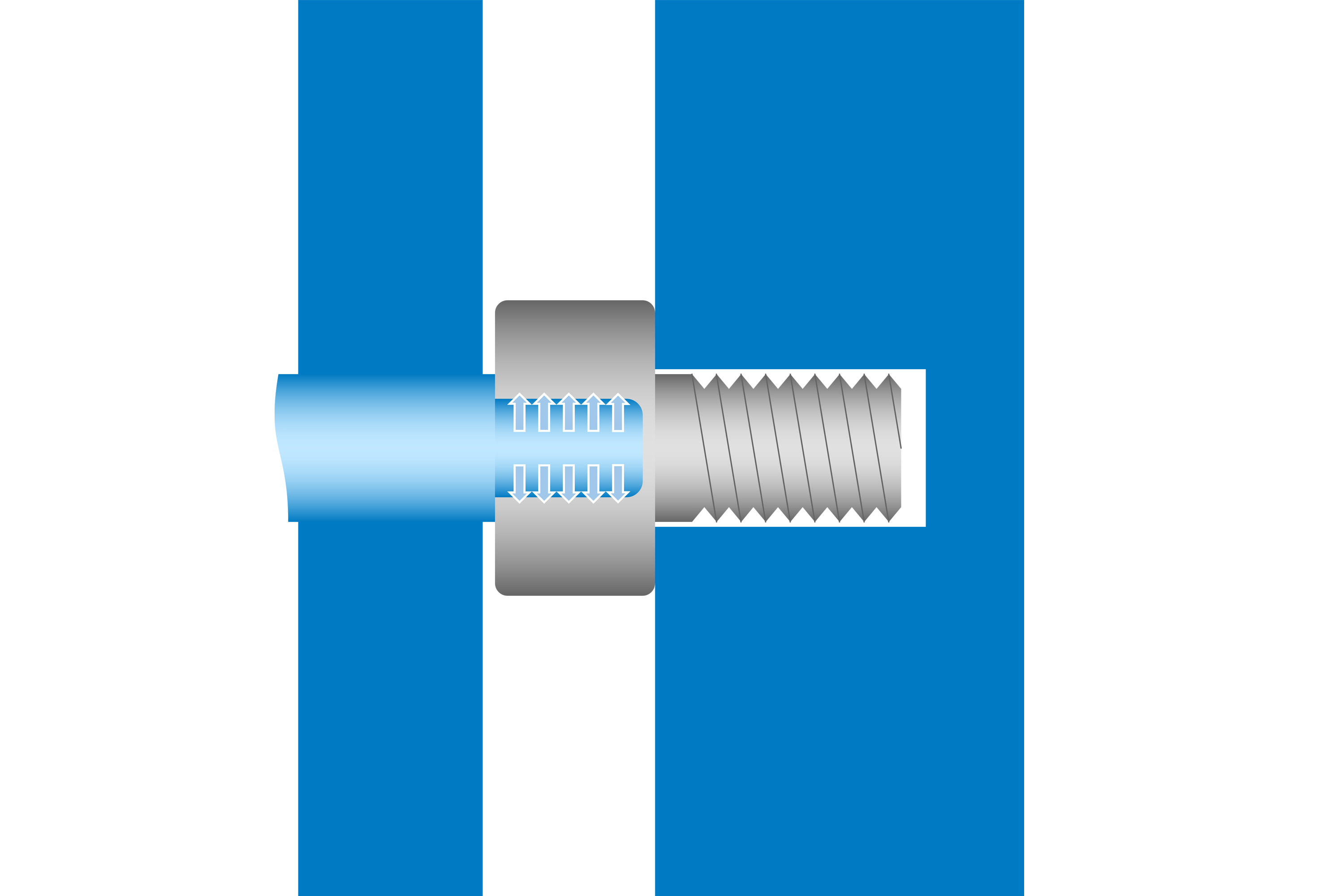
Figure 2. Core pin retention mechanism proposed by Bossard, which incorporated an internally threaded mechanism.
A standard method to retain insert studs in a mold is to use mechanisms acting on the stud’s external threads (Fig. 1). However, in this case, space constraints prevented the use of such mechanisms, posing a risk of unsecured inserts which could cause damage during molding operations.
To address this, Bossard collaborated with the tooling engineers to incorporate a core pin retention geometry into the insert stud design (Fig. 2). This solution was compatible with standard practices for internally threaded inserts. The fastener design required precise internal bore size and finish tolerance specifications, with strict quality control during manufacturing. Taking advantage of this fastening expertise during the design phase, Bossard helped the project team to ensure specification conformity, which benefited later manufacturing and assembly stages.
Meeting assembly loadability expectations
Adequate fastener loadability is essential for ensuring that assembly tightening torque callouts remain valid in any proposed design — for example, standardized values for PC8.8 or PC10.9 fasteners. Aside from correct material specification, the loadability of the fastener itself depends on having sufficient material thicknesses. To include a “standard” sized hole in the end of the fastener would have reduced these thicknesses, and therefore compromised the loadability of the fastener itself. This meant that failure could occur during initial assembly or during in-service maintenance operations.
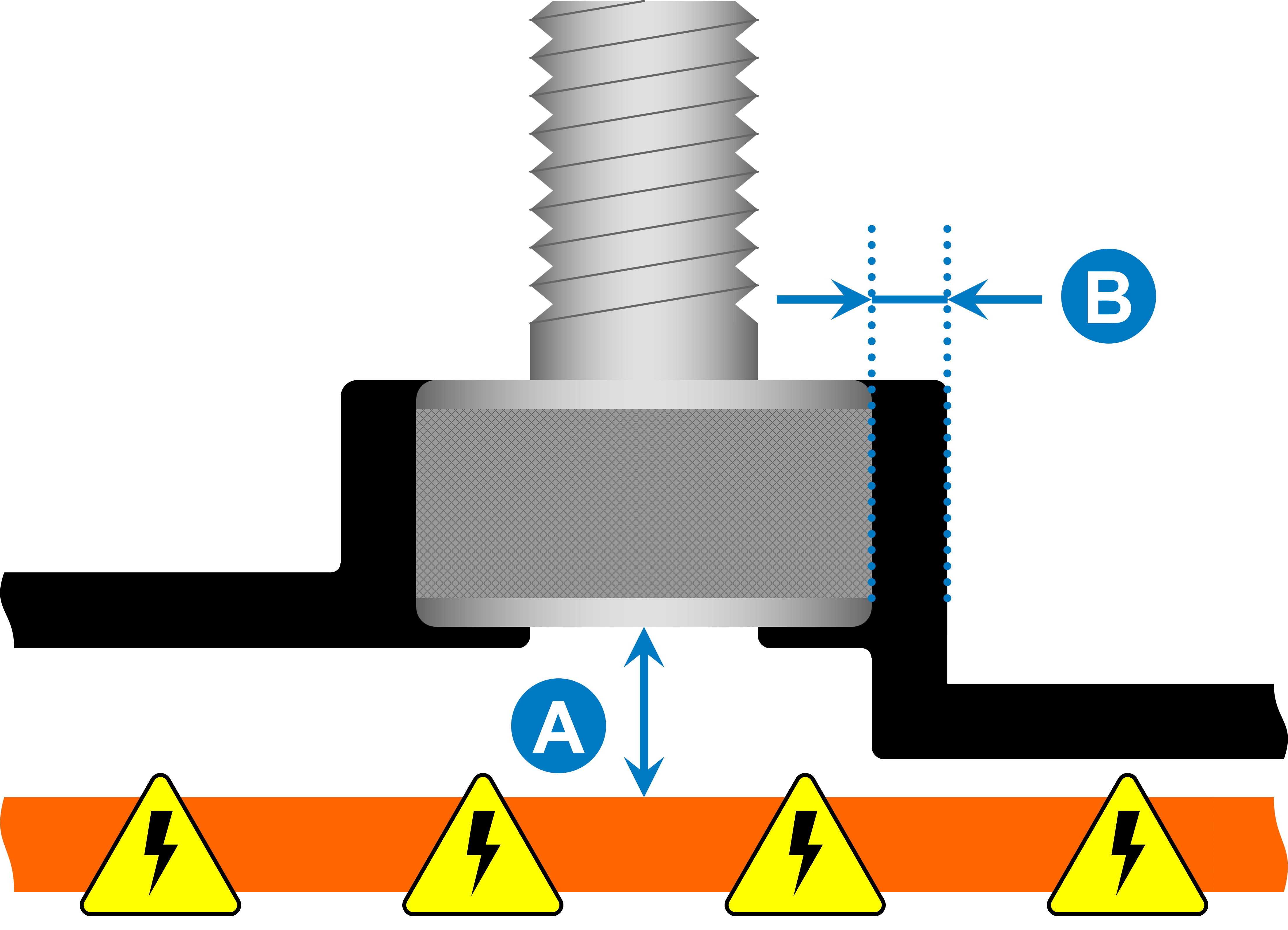
Figure 3. Adding thickness to fastener size could transgress anti-arcing requirements (A) while increasing fastener diameter could violate polymer section thickness or clearance requirements (B).
However, simply increasing fastener size was not an option (Fig. 3). Adding 0.25 millimeter in thickness here or there could easily transgress anti-arcing requirements in the assembly’s electrical performance specifications (Fig. 3A). Meanwhile, adding 1 millimeter to the diameter could intrude unacceptably into the polymer section thicknesses or clearances to neighboring components (Fig. 3B).
Moving beyond the loadability of the fastener itself, Bossard looked to enhance value with patented knurling designs. Knurling is when a pattern of straight, angled and/or crossed lines are machined into typically metallic materials, often appearing as cross-hatched grooves. These ensure optimal engagement with the specified polymer type, boosting resistance to high mechanical loads and continuous duty cycles.
By having relevant fastener design expertise, and intimate knowledge of the assembly and molded component design, Bossard was able to work through the minute design details and propose a viable alternative each time packaging and clearance constraints evolved. Throughout the process, finite element techniques were used to quickly validate the mechanical performance of new fastener designs. Meanwhile, sharing of CAD data enabled the OEM designers to check assembly clearances swiftly and easily, and constant communication with the tooling engineers ensured the required pin geometry was within their capabilities. By connecting the dots in this way, the outcome was a fastener that offered benefits and value in multiple areas (Fig. 4), despite its potentially simplistic appearance. To quote one of the lead OEM engineers on this project, “working this way saved us about 3 months of back-and-forth design discussions.”
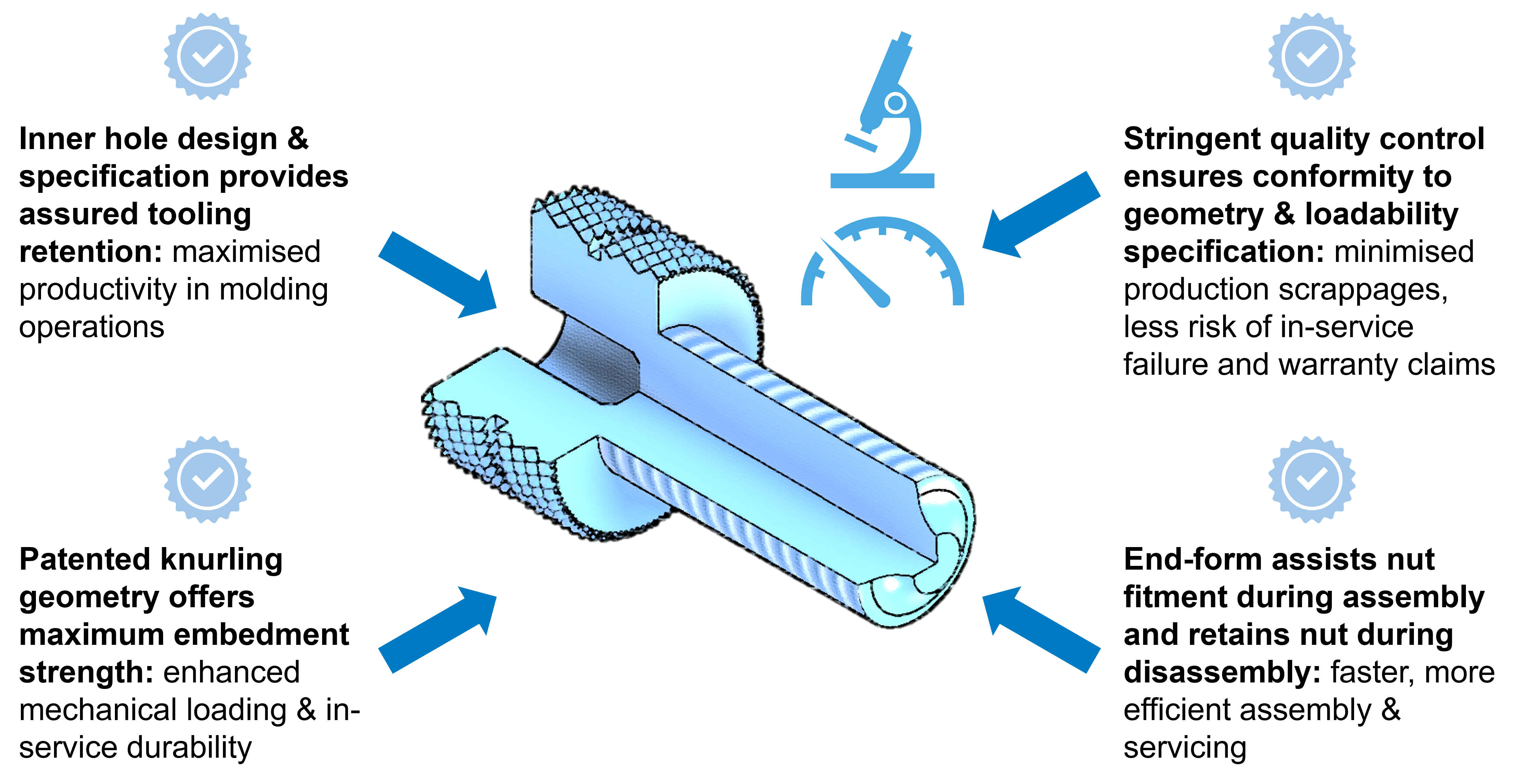
Figure 4. Benefits of specially designed insert stud fastener.
Assessing costs, successful product introduction
Cost is a key factor, especially for custom fasteners. Justifying this cost involves considering several aspects. First, Bossard was able to save time and resources by guiding the design process, avoiding trial and error. Second, the technical solution that Bossard helped to develop mitigated costs related to tooling damage, scrapped molded parts and product recalls. Bossard’s design expertise also aided in defining relevant requirements and then ensuring the designs met these.
There are often hidden costs like rejected fastener supply, production stoppages and extra testing due to supplier uncertainty. Collectively, this is called total cost of ownership (TCO) and can involve multiple factors (Fig. 5). Again, Bossard worked with the whole project team to eliminate these risks with tight quality and delivery protocols.
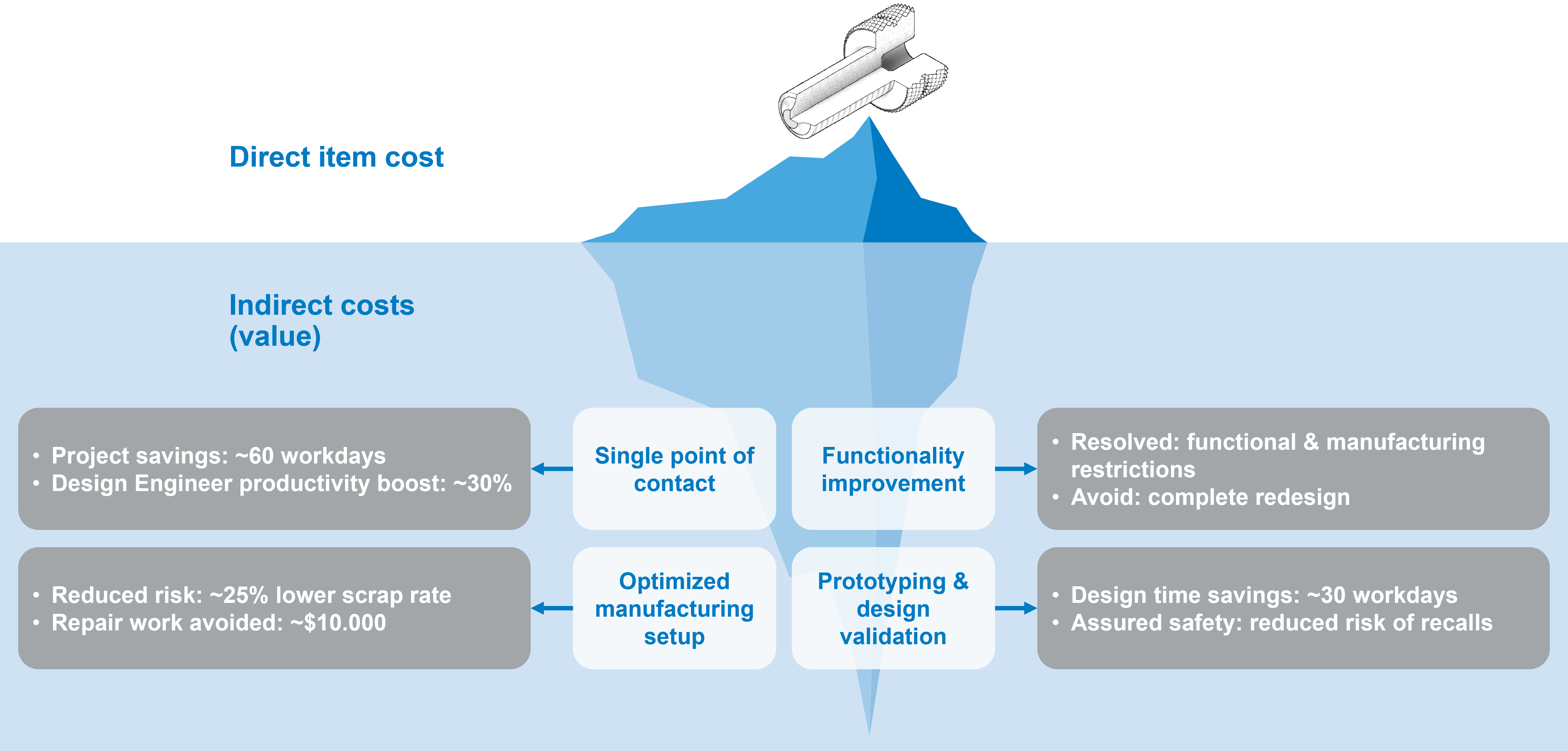
Figure 5. Visualization of direct and indirect costs for insert stud fastener solution.
In the end, Bossard was able to help its customer introduce a durable and safe product with reduced time to market. Its approach included connecting a range of project stakeholders within the OEM and Tier manufacturer, drawing on expertise to develop solutions while maintaining design flexibility to reduce system design bottlenecks. Bossard’s approach also provided a safeguard against in-service failures and de-risked production scrappage, part recalls and maintenance issues long-term for success over the whole product life cycle for this EV OEM.
It is important for companies to work with fasteners experts who understand not just metallic structures but also composite and plastic materials and manufacturing processes. This is key to reducing risk and speeding up the design process while avoiding trial and error.
About the Author

Dr. Lawrence Cook
With a wealth of experience in bonding fasteners and composites manufacturing, Dr. Lawrence Cook works as a development engineer at bigHead, part of the Bossard Group. Based in Cranfield, U.K., Cook works together with global teams on composites and plastics fastening projects. Follow Lawrence on LinkedIn.
About the Author

Krystian Jakubiuk
With more than a decade of experience in metals and composites, Krystian Jakubiuk works as global business development manager for composites and lightweight applications at Bossard Group. Using a customer-centric approach and deep understanding of manufacturing processes, Jakubiuk excels in engineering, development and sales of fastening solutions for composite and lightweight materials.







Related Content

Natural fiber composites: Growing to fit sustainability needs
Led by global and industry-wide sustainability goals, commercial interest in flax and hemp fiber-reinforced composites grows into higher-performance, higher-volume applications.
Read More
Combining multifunctional thermoplastic composites, additive manufacturing for next-gen airframe structures
The DOMMINIO project combines AFP with 3D printed gyroid cores, embedded SHM sensors and smart materials for induction-driven disassembly of parts at end of life.
Read More
TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Bio-based acrylonitrile for carbon fiber manufacture
The quest for a sustainable source of acrylonitrile for carbon fiber manufacture has made the leap from the lab to the market.
Read MoreRead Next

Solar-Powered Photonic Cooling Enables Energy-Saving Coating
Passive cooling technology can reduce interior temperatures 5-13°C, offering weight, cost and CO2 benefits for cars, construction, aircraft and more.
Read More
Optimizing machining for composites: Tool designs, processes and Industry 4.0 systems
Hufschmied moves beyond optimized milling and drilling tools to develop SonicShark inline quality control system and Cutting Edge World cloud platform for optimized tool use and processes.
Read More
Fastener selection for composite materials
How to navigate terminology, materials and functionality in choosing the right fastener for components or assemblies involving composite materials.
Read More