
Inside-the-box thinking pays off for Honda
New Ridgeline pickup features innovative composite box with first-ever molded-in trunk.



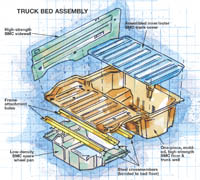

Source: Honda Motor Co.The SMC composite box has a number of molded-in features, including bed lights and tie-downs. The tailgate opens conventionally or swings open, as shown here.

Source: Honda Motor Co.Honda designed the Ridgeline to be compatible with other Honda equipment, especially the company's extensive line of motorcycles and all-terrain vehicles.

Source: Honda Motor Co.The Ridgeline's weatherproof "trunk" can hold three golf bags, a large cooler, or other outdoor gear. The spare tire rests on a sliding tray for easy access.
When Honda Motor Co. unveiled its mid-size Ridgeline four-wheel-drive pickup at the North American Auto Show in January 2005, the truck was certain to attract attention from both competitors and customers. After all, the Ridgeline is Honda's first entry into the highly competitive pickup market. With its bold styling and spacious interior, including a rear seat that folds up with one hand to accommodate a full-size mountain bike, the truck garnered its share of onlookers. But it is the back of the truck that holds some of the biggest surprises. The bed measures 1.52m/60-inches long (1.98m/78 inches with the tailgate down), and the distance between the wheel wells is 1.26m/49.5 inches, allowing standard 1.26m/48-inch-wide construction sheet materials to lay flat during transport. The Ridgeline is the only mid-size truck with this capacity. Engineered to support a 136 kg/300 lb dynamic load, the tailgate drops down conventionally, but also can swing open sideways like a door. And just inside the tailgate is a feature never before offered in a pickup truck — a lockable, watertight, in-bed trunk. It offers more than 240l/8.5 ft3 of storage, space enough for three golf bags or an insulated 68l/72-qt cooler and the spare tire and changing tools, as well. To create the bed and all its features, Honda turned to sheet molding compound (SMC), which represents the first time the company has used the material on a significant scale anywhere in the world.
The integrated trunk was conceived in response to complaints fielded from truck owners about their current vehicles. The team from Honda conducted more than a dozen focus groups, says Gary Flint, Honda R&D Americas' chief engineer. "Users told us they were concerned about a lack of secure storage, especially when traveling with a full passenger load," he explains. Tonneau covers and aftermarket, bed-mounted toolboxes were less-than-satisfactory solutions to this concern, because they interfered with other functions of the truck bed or reduced the space available for hauling large items like motorcycles.



Box development was a significant engineering challenge for Honda, Flint notes. Since Honda had no prior experience in building pickups, its engineers had to develop a performance specification for the box from scratch, defining required strengths, durability requirements and other in-use characteristics. The trunk location was another issue: In most pickups, the spare tire is located beneath the bed behind the rear wheels. Since that was the ideal location for the trunk compartment, Honda engineers extended the standard mid-size truck's wheelbase slightly to allow placement of the spare above the rear differential, where it could be accessed through the trunk. From a material standpoint, Honda had extensive metal stamping experience but very little exposure to composites, so steel was considered first for fabricating the bed. Flint, whose previous experience included working with SMC some years earlier, says convincing Honda management that composites would be less expensive than steel, due to lower tooling and capital costs, was the easy part. Nonetheless, the company had to validate the material would meet Honda's exacting standards for quality and performance. Through a series of prototypes and tests, Honda came up with performance and material specifications that Flint claims are the most demanding in the industry. All of this activity took place in an atmosphere of extreme secrecy, with limited access, inside and outside Honda, to the final product.
Materials and process keys to functionality
One company with access to the project was Meridian Automotive Systems Inc. (Dearborn, Mich.). Selected by Honda as the box supplier during the early stages of the project, Meridian assisted Honda with the pickup box design, helped establish the material specifications and now molds the SMC components at its Huntington, Ind. facility.
A total of eight SMC moldings are used in the box assembly, including the bed floor (incorporating the trunk well), the headboard, two side box liners, the tailgate liner, the trunk lid inner and outer, and the spare tire pan. All but the spare tire pan are molded using a Meridian-developed SMC formulation that contains 47 percent by weight of 25.4 mm/1-inch chopped fiberglass supplied by Saint-Gobain Vetrotex (Valley Forge, Pa.). The matrix resin is a unique polyester/vinyl ester hybrid that optimizes the balance between structural performance and aesthetics, and is supplied by the Composite Polymers Div. of Ashland Specialty Chemicals Co. (Columbus, Ohio). The spare tire pan is a low-density (1.3 specific gravity) version of the material used elsewhere in the box — hollow glass spheres replace some of the chopped glass in the formulation. Molded on presses ranging from 1,000 to 2,500 tons, the eight components have a combined weight of just over 45 kg/100 lb.
Molding of the large bed floor was the most challenging, says Meridian's Steve Pelczarski, senior program manager for the box. "We faced a number of issues, including a part with deep draw and shallow draft angles, the need to avoid knit lines and the need to achieve a smooth finish with a high-glass structural material," he notes. Optimization of the charge pattern forced the knit lines into a cutout area for the spare tire pan, reducing their effect on part strength. While much of the surface area is 3-mm/0.120-inch thick, some areas of the part are as thick as 5.5 mm/0.22 inch, and one region at the rear of the trunk opening reaches 7-mm/0.28-inch thick, says Pelczarski.
All eight production molds are constructed of chrome-plated P-20 steel, and are outfitted with dielectric cure sensors that are connected to a SmartTrac processing unit supplied by Signature Control Systems (Denver, Colo.). The SmartTrac system detects the end of cure in the SMC and signals the press controls to open the mold. The sensors are placed in the slowest curing areas of the mold and ensure repeatable part quality at minimum cycle times (traditional SMC rates of several minutes per part). All of the aluminum prototype molds and subsequent steel production molds were produced by Century Tool and Gage (Fenton, Mich.).
Producing the box in multiple components offers greater flexibility than would an attempt to mold the sides and headboard integrally with the floor, emphasizes Andrew Swikoski, Meridian's account manager to Honda. Molding multiple components simplified the tooling and permitted the molding in of more details, such as wiring clips and lighting recesses. In addition, the shipping space for the parts is reduced. Meridian can load 30 full bed sets on a semi-trailer, compared to only 12 to 15 if the box was shipped fully assembled or molded as a single unit.
Durability more than skin deep
Following molding and trimming, Meridian bonds three hat-section shaped, high-strength steel beams across the underside of the bed floor, using Pliogrip two-part polyurethane adhesive supplied by the Specialty Polymers & Adhesives Div. of Ashland Specialty Chemicals. The beams increase the floor stiffness and are used to attach the bed to the steel truck frame during assembly, avoiding the through-bed cap bolts typically used with steel and other composite boxes, explains Honda's Flint. After the beams are attached, the spare wheel pan is bonded, and the trunk lid assembly is mechanically attached to the cargo bed.
To protect the composite bed from UV and scratch damage and to provide a slip-resistant surface, a specially developed two-layer coating is applied by Meridian to the exposed bed surfaces. First, a spatter paint, consisting of a two-component polyurethane mixed with crushed solid glass, is robotically sprayed, followed by a "monocoat" of an unfilled version of the same paint. Both coatings are supplied by Rohm & Haas Co. (Philadelphia, Pa.). To handle the highly abrasive glass filler in the spatter coat, Meridian engineered a dedicated pumping system that minimizes wear on the equipment.
Before the SMC box was approved for production, Honda engineers put the truck through a series of single-point strength and durability tests. To test the bed for global damage tolerance, large rocks were dumped into the bed from an elevated front-end loader. Only minor scratch damage was sustained in this test. Honda also dropped a metal toolbox, loaded to 20 kg/44 lb, from a height of 1m/39.4 inches onto the bed at several points, each time with the load concentrated at the toolbox's sharpest corner. This testing helped define the minimum thickness of the bed. Rough-road durability tests included rock roads, an embedded log course, a washboard track and a 23° slope with a rippled surface. Flint notes that approximately 10 percent of the durability schedule was performed with the bed in an overloaded condition, and included repeated 100-mm/4-inch curb impacts at 30 kph/19 mph.
When the truck box components arrive at Honda's assembly plant in Alliston, Ontario, Canada, they are integrated into the painted body-in-white chassis about one-third of the way through general assembly. Once bolted into the vehicle, the box contributes significantly to the overall vehicle stiffness, Flint says. The tie-down hooks in the bed are highly structural and are tied to the frame. Flint contends that the vehicle can be lifted off the ground, supported only by these hooks.
Since Honda is a major producer of motorized recreational equipment, the box has been configured to support the lifestyle of Honda customers. With the tailgate down, the Ridgeline can haul two of Honda's largest off-road motorcycle, the CRF450R, or one full size all-terrain vehicle (ATV). Four in-bed lights provide adequate illumination for nighttime loading and unloading. The bottom of the in-bed trunk includes a drain plug to allow rinsing of the storage area or loading directly with ice and refreshments for picnics and "tailgate parties."
The Ridgeline went on sale in March 2005 as a 2006 model vehicle, and Honda is projecting sales of 50,000 units the first year. Flint says the successful application of SMC on this vehicle has opened the door for composites use in other Honda programs.







Related Content

TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read More
Manufacturing the MFFD thermoplastic composite fuselage
Demonstrator’s upper, lower shells and assembly prove materials and new processes for lighter, cheaper and more sustainable high-rate future aircraft.
Read More
The next evolution in AFP
Automated fiber placement develops into more compact, flexible, modular and digitized systems with multi-material and process capabilities.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More