
Nanoparticles, nanotubes and nanocomposites
The first generation of nanofillers is emerging from R&D into commercial application in composites.




Source: GMThe composite cargo bed trim, center bridge, sail panels and box rail protectors of this GM Hummer use a molded-in-color, nanoclay-filled TPO.
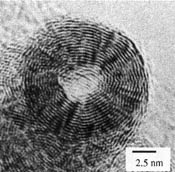
Source: Hyperion CatalysisTEM (transmission electron microscopy) photo at 700Kx magnification of the end-on view of a multiwall nanotube. In TEM, a very high-energy electron beam is placed on a sample that is thin enough to be partially electron transparent, and the electron "shadow" of the sample is viewed and recorded either on film or by computer. TEM imaging allows for magnifications up to 1 million times, and resolution of better than 2 nm.
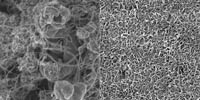
Source: ZyvexNanotube dispersion comparison: The scanning electron micrographs (SEMs) illustrate untreated multi-wall nanotubes vs. Zyvex functionalized tubes. The pictures were taken with 50Kx magnification at 300 nm resolution (samples were prepared with equal concentrations).

Source: Easton BicyclesEaston Bicycle's top-of-the-line triathlon handlebar, the DeltaForce with Aeroforce Clip-ons, incorporates nanotubes in the bar and the clip-ons for a total weight of only 535g/18.9 oz.

Source: Hyperion CatalysisAn SEM (scanning electron microscopy) image compares a single carbon fiber to dispersed nanotubes (the small specks) and agglomerated nanotubes (larger specks). SEM uses a fine beam of electrons to scan the surface of a specimen to generate electrons from its surface. These secondary electrons are then collected by a detector and processed to form images.
Federal funding for nanotechnology research and development has increased six-fold, from $116 million (USD) in 1997 to an estimated $961 million in 2004. In the U.S. alone, the FY 2005 budget request that President George W. Bush has sent to Congress calls for a total National Nanotechnology Initiative (NNI) budget of $982 million, which represents a 2 percent increase. With all this research, what has come out of the R&D pipeline ready for commercial application? As it turns out, plenty. The following are new and, surprisingly, not-so-new applications of two types of nanotechnology: ceramic nanoparticles and carbon nanotubes, used as highly functional fillers/additives in polymer products of interest to composites manufacturers. Introduction of these materials can result in the improvement of the polymer's mechanical properties in molded parts and coatings on a wide variety of fronts, including increased part strength, ductility and dimensional stability as well as resistance to damage by abrasion and exposure to caustic chemicals and/or extreme heat.
NANOBASICS: WHERE SMALLER IS BETTER



Nanotechnology involves the control and manipulation of materials at the nanoscale — particle sizes from 1 to 100 nanometers (nm), where 1 nm equals 1 billionth of a meter — to create new materials and structures that have novel properties due to their small size. Conventional multifunctional materials, such as fiber-reinforced or filled polymers, require a trade-off between various mechanical and physical properties, cost and processability. However, combinations of properties derived at the nanoscale provide opportunities to circumvent these traditional trade-offs. The transition from microparticles to nanoparticles leads to a number of changes in physical properties. One of the major factors is the increase in the ratio of surface area to volume. As the surface area of a particle increases, the portion of its constituent atoms at or near the surface increases exponentially, creating more sites for bonding, catalysis or reaction with surrounding materials, resulting in improved properties such as increased strength or chemical or heat resistance. Additionally, the fact that nanoparticles have dimensions below the critical wavelength of light can render them transparent, which has implications for part aesthetics.
NANOPARTICLES: SILICATES & METAL OXIDES
One of the most common groups of the new generation of commercial nanotechnologies is ceramics. Ceramics can be categorized into two subgroups: silicates (or silicon oxide), generally in the form of nanoscale flakes of clay, and metal oxide ceramics such as titanium, zinc, aluminum and iron oxides.
Nanoclays. The most common type is montmorillonite (MMT), a layered aluminosilicate in the smectite family of clays. MMT is a component of bentonite clay, formed when volcanic ash settled into ancient brine seas, and now mined in Wyoming, western Europe, China, Australia, Iran and elsewhere worldwide. Unlike clay minerals such as talc and mica that have been used as fillers for years, MMT can be delaminated and dispersed into individual layers only one nanometer thick by about 70 nm to 150 nm across. The result is a radical increase in the surface area-to-volume ratio: With a surface area of 750 m2/g, 20g of MMT platelets could cover a football field!
Southern Clay Products Inc. (Austin, Texas), a manufacturer of functional clay-based additives, began MMT product development in the early 1990s. The company's Cloisite additives, commercially available since 1999, consist of organically modified, nanometer-sized MMT platelets.
Unseparated MMT particles are often referred to as tactoids. When tactoids are partially separated in a polymer, they are referred to as being intercalated. When thoroughly separated, individual platelets are said to be exfoliated. To form a nanocomposite, the clay must first be modified with an appropriate organic surface treatment to enable complete dispersion into and miscibility with the polymer matrix. Then the tactoids must be exfoliated into platelets either through the shear stresses exerted during melt compounding or via chemical processes during polymerization of the matrix. As Karl Kamena, Southern Clay's commercial manager of Cloisite nanoclays, describes it, "The incorporation of single-digit percentages of high surface-area nanoclays into host polymer systems improves the performance of the specific polymer matrix without significant deterioration of properties." The numerous benefits that Cloisite can confer on the host polymer include increased mechanical properties, such as modulus, melt strength and scratch resistance, as well as increased heat resistance, dimensional stability and flame retardation. The extent of enhancement is related directly to the degree of exfoliation. Currently, about 40 percent of the MMT platelets can be fully exfoliated, with the remainder forming tactoids of 2 to 10 platelets. Southern Clay continues to improve exfoliation methods, anticipating that, eventually, remaining tactoids will contain as few as one to three platelets.
In 1998, Southern Clay began working with General Motors (GM, Detroit, Mich.) and resin manufacturer Basell (Hoofddorp, The Netherlands) to develop a nanoclay-reinforced thermoplastic olefin (TPO) that would outperform the talc-filled TPO then in use. An 8-micron Cloisite clay, each particle of which contains one million platelets, was selected as the filler. Work carried out jointly by the companies allowed the new material to be formulated to different shrinkage rates and to match color with conventionally filled molded-in-color parts. Early on, the 8-micron particles had a tendency during the extrusion stage (when the clay was mixed into the TPO) to aggregate into 200-micron clumps rather than exfoliate, causing surface defects and painting problems in the injection molded parts. The team then proved that this issue could be resolved by making adjustments to the extrusion temperature, the extruder screw rotation speed, the material feed rate and other variables during the nanocomposite manufacturing process. GM first introduced a 3 percent nanoclay-filled TPO on the step assists for the 2002 GMC Safari and Chevrolet Astro vans, which had been using a 20 percent talc-filled TPO. The same material moved into a higher volume application in the body side trim moldings for the 2004 and 2005 Chevrolet Impala, molded at Blackhawk Automotive Plastics (Troy, Mich.). Will Rodgers, GM staff research scientist, says GM saw weight savings of 3 to 21 percent on these redesigned parts. With increased confidence in the material, GM now is using 7 lb of molded-in-color nanocomposite parts to make this year's Hummer H2 SUT cargo bed trim (the center bridge, the sail panels and the box rail protectors), all molded by SportRack Automotive (Sterling Heights, Mich.). These are the first parts that GM has designed as nanocomposites from conception, choosing the material primarily because of its low coefficient of thermal expansion (CTE) and improved appearance (see CT June 2004, p. 14). For example, by varying the surface finish of the tool, three levels of gloss were molded into the box rail protectors to match adjoining parts, something that was never possible with talc-filled TPO. GM also reports better scratch/mar performance, increased cohesive strength between the paint and the part, greater ductility at low temperatures, lower flammability, a larger injection molding process window, sharper feature lines, improved knit line appearance and the elimination of tiger striping, (Tiger striping is caused when a filled material groups itself into lines of higher and lower fill weight or viscosity as it flows into a mold, giving the part a striped appearance.) Although the MMT-filled TPO is about an order of magnitude more expensive than the talc-filled material (about $3/lb vs. $0.35/lb), the improvements in part performance and appearance apparently justify the cost.
Metal oxides. Scratch resistance is a highly sought quality in coatings, such as automotive finishes. However, use of silica or clay fillers in quantities sufficient to improve scratch resistance tends to make the coating hazy and reduce its viscosity. Alumina particles are harder than silica but also lead to haziness. This is particularly troublesome in clear coats. Nanophase Technologies Corp. (Romeoville, Ill.) and BYK-Chemie (Wesel, Germany) have teamed to address this problem with two new additives marketed under the tradenames Nanobyk-3600 and Nanobyk-3601. Both additives contain Nanophase's 37-nm diameter Nanodur aluminum oxide particles in concentrations of 30 to 50 percent by weight, and are intended for use with aqueous (Nanobyk-3600) and nonaqueous UV-curable coatings (Nanobyk 3601). Nanophase Technologies produces its aluminum oxide nanoparticles via physical vapor synthesis: Arc energy is applied to a metallic precursor to generate a vapor at a high temperature. A reactant gas is introduced to the vapor and then the mixture is cooled at a controlled rate so that it condenses and forms nanoparticles, which then are coated with a thin polymeric shell that ensures their compatibility with various polymers and fluids. When the additives are blended into resins and coatings at very low 1.5 to 6 percent concentrations, scratch resistance reportedly goes up dramatically. In Nanophase tests, particle loadings of 1 percent resulted in five- to ten-fold increases in scratch resistance, depending on the resin formulation tested, with less than 0.5 percent haze. (At greater than 1 percent haze, or about a 2 percent loading of Nanodur alumina particles, a resin is no longer considered "clear.")
NANOTUBES: CONDUCTIVITY & MECHANICAL PERFORMANCE
Exploration of carbon nanotubes is relatively new. Single-wall nanotubes (SWNTs) are long, thin cylinders made of carbon atoms arranged in a graphitic lattice structure that may or may not have closed ends. Multiwall nanotubes (MWNTs) are concentric cylinders of carbon in a similar graphite structure, held together by weak intermolecular-level forces. SWNTs and MWNTs have length-to-diameter ratios that can range from 100:1 to 10,000:1. Their large surface-area-to-volume ratios mean that carbon nanotubes (CNTs) affect matrix properties far beyond what would be predicted from rule-of-mixtures calculations. Nanotubes are currently being commercialized in applications where electrical conductivity and increased mechanical performance are primary design drivers.
Electrical properties. SWNTs can possess electrical conductivity of 1 billion amps/cm2, Young's modulus of more than 1 TeraPascal and a maximum strain of 10 percent. MWNTs have lesser properties but are easier to produce, though they also are less well understood, due to their greater complexity and variety. Orders of magnitude less costly than SWNTs, MWNTs are more attractive for commercial applications. While they have been used for the last 10 years in thermoplastics as a direct replacement for carbon black in electrical applications, recent developments are enabling their use in thermosets, and significant efforts are underway to exploit their mechanical properties as well. Carbon black and carbon nanotubes are both pure graphitic carbon and so have the same electrical properties. Carbon black particles, however, are spherical, and the rod-like CNTs have a higher aspect ratio, which means far fewer CNT particles are needed to form a conductive "bridge" through a nonconductive polymer. Typical carbon black loading in polymers is 7 to 18 percent (depending on the polymer and the level of conductivity needed), which will make the polymer brittle. CNT's achieve the same conductivity in 1 to 3 percent loadings. Moreover, the CNT's conductivity-versus-loading curve is more gradual and more easily tailored to a specific level of conductivity than carbon black's curve.
In 1984, Hyperion Catalysis (Cambridge, Mass.) was the first company to file a patent on a nanotube manufacturing method. Hyperion's MWNTs have 8 to 12 walls and are about 10 nm wide by 10 micrometers long, an aspect ratio of 1,000:1. They are made through a process which Hyperion's sales and marketing manager Pat Collins describes as "continuous, catalyzed vapor phase decomposition and recombination, using light hydrocarbon feedstock." When an atomized metallic catalyst comes in contact with a hydrocarbon gas in a reactor under appropriate time, pressure, and temperature conditions, nanotubes will grow on the catalyst. Each nanotube has a tiny remnant of catalyst inside it. The MWNTs, as formed, tend to clump together in aggregates, attracted to each other by intermolecular Van der Waals forces. The high shear forces which are necessary to disperse the CNTs into the resin are obtained by using a high-viscosity resin and a twin-screw extruder typically used to compound thermoplastics. The disentangled and dispersed nanotube/resin mixture is formulated in concentrations of up to 20 percent. A wide variety of nanotube-filled thermoplastics can be purchased, either ready to use with low CNT loadings or as a master batch with higher nanotube concentrations, which then can be let down (diluted) to the appropriate usage level. The ready-to-use resins are offered in antistatic, electrostatic dissipative and conductive grades, with volume resistivities ranging from 1010 ohm/cm for antistatic grades to 1 ohm/cm for conductive grades (as compared to 1.68 x 10-6 ohm/cm for copper). Because the nanotubes are in such low concentrations and are so small, their addition has little effect on the base resin's properties, allowing the material to be processed on the injection molder's existing equipment under conditions similar to those used to process the base resin. Hyperion's continuous process runs 24 hours a day, seven days a week, producing tons of pure (no byproducts, such as amorphous carbon) nanotubes per week.
Automotive fuel systems have to be designed for electrostatic discharge. The turbulent flow of fast-moving fuel creates a static charge which must be dissipated. If charge is allowed to build up it can cause pinholes to develop in the fuel system and may damage electronic sensors. On rare occasions, sparks may even discharge during refueling. The fuel system, which includes the filler neck, inlet check valves, fuel module (pump/sender unit) inside the tank, the fuel lines and the fuel filter, must all, therefore, be conductive. (The Society of Automotive Engineers (SAE) will soon issue its newly revised Recommended Practice, SAE J1645, which will outline how all materials that touch fast-moving fuel must be grounded.)
Fuel systems static dissipation is a rapidly growing segment of Hyperion's business, according to Collins. BASF (Ludwigshafen, Germany) has already commercialized a conductive polyoxymethylene (POM) with Hyperion nanotubes, specifically for automotive fuel systems. CNT-reinforced nylon 6, manufactured by Degussa (Parsippany, N.J.), is used for the tubing in the flexible portion of the fuel line in 70 percent of cars made in North America. O-rings in the system also must be conductive or they will build unwanted capacitance. Precix (New Bedford, Mass.) recently introduced its F98 series of O-rings, made by incorporating Hyperion's multiwall nanotubes into Precix's own proprietary flouroelastomer resin system. Compared to the company's carbon black-filled O-rings, the F98 compound is said to have three to five times greater resistance to fuel vapor permeation, with significantly reduced fuel swell (the expansion of part dimensions due to absorption of the fuel) as well as a durometer of 79 versus 88, allowing for much lower insertion pressure when assembling parts.
Hyperion also supplies various conductive thermoplastics to manufacturers such as GE Plastics (Pittsfield, Mass.) for use as injection molding material for electrostatically painted automotive body parts, such as mirror housings, door handles and fenders. According to a CT web search, the Renault Clio and Mégane currently sport fenders made from a nanotube-filled polyamide/polyphenylene ether (PA/PPE) blend. Since CNT loadings are typically 2 to 3 percent rather than the 12 to 15 percent necessary with carbon black, the plastics do not become brittle, thus negating the need for impact modifiers which would produce the undesirable side effect of reducing the plastic's glass transition temperature (Tg). The CNT-reinforced parts need no primer and can be painted at the same temperature and on the same electrostatic line used with metal parts, reducing cost and improving color matching. Because the CNT concentrations are low, the surface finish also is smoother than plastics with other types of conductive fillers.
Collins adds that Hyperion now has branched out beyond thermoplastics into thermosets, with nanotube-filled versions of Resolution Performance Products' (Ennis, Texas) Epon 1009 and Epon 828 resins. Epon 1009 is a high molecular weight, solid pellet form of bisphenol-A, which can be compounded into liquid epoxies or vinyl esters. Hyperion sells the Epon 828 nanocomposite in paste form, which is made by grinding the Epon 1009 nanocomposite pellets into a powder and blending the powder into the 828 with a multishaft double planetary mixer in a liquid dispersion process. Collins also notes that Hyperion will introduce easier-to-use liquid master batches of other nanotube-filled epoxies in the near future, primarily for electrical applications, such as conductive epoxies, potting compounds and connectors. Although the nanotubes may add $5/lb to $6/lb to the final polymer mix, Collins says there are many applications where the cost is justified either through cost savings in the final product manufacturing process or because the necessary properties cannot be obtained any other way.
Mechanical properties. Zyvex Corp. (Richardson, Texas) approaches the market from a different angle, seeking to use specially modified carbon nanotubes to increase the mechanical performance in sporting goods, aerospace and defense applications. Zyvex does not make its own nanotubes, but instead uses SWNTs and MWNTs from other suppliers, and certifies them for quality and batch-to-batch consistency using a series of standard analytical tests. Zyvex uses a patented process to functionalize the surface of the nanomaterials with a non-covalently bonded "Kentera" molecule which non-covalently bonds the nanomaterial surface via pi-pi bonding and also adheres well to the host matrix. Pi-pi bonding, which involves a slightly stronger molecular force than the intermolecular forces that cause the nanotubes to clump together, enables the Kentera molecule to slip between the nanomaterials and disperse them. Zyvex offers its NanoSolve functionalized nanotubes and nanofibers as dispersions in solvents or water additives, or in solvent-free concentrates, which can be used in thermoplastics and a subset of thermosets comprising polyurethanes and epoxies. This includes concentrates in Resolution Performance Products' Epon 826, 828 and 862 at customized weight loadings specific to an application, whether it is thermal, electrical or mechanical. Marni Rutkofsky, NanoSolve chemist and technical sales representative, is overseeing third-party ASTM physical and mechanical testing on several materials. She says preliminary results at less than 5 percent loading of MWNTs in thermoplastic polycarbonate show increases of 80, 50 and 150 percent, respectively, in tensile strength, elongation and Young's modulus. Results at similar loading in polyurethane show a four-fold increase in thermal conductivity. Data on epoxy is expected later this year.
One beneficiary of Zyvex research is Easton Sports (Van Nuys, Calif.) a leading manufacturer of bicycling, hockey, baseball, softball and archery equipment. Three years ago, Easton embarked on an ambitious project to explore the advantages that nanotubes could bring to bicycle components bladder molded at its production facility in Dongguan City, Guangdong Province, China. Easton drum winds its own prepreg and planned to incorporate CNTs into the resin before introducing the resin to the fiber. The challenge was to find a nanotube chemistry that would remain well dispersed in the resin during the course of Easton's manufacturing process and yield improved properties at a reasonable cost. Zyvex and Easton tried several iterations of the resin filled with the CNT/Kentera chemistry before developing a formulation that met the challenge.
"We were looking more for strength increase than weight decrease," says John Harrington, VP of Easton's Bicycle Div. "Our products are already some of the lightest on the market, and we want to be conservative with weight reductions when we are using a new material." However, Easton has shaved 10g to 20g from most of the CNT-filled prepreg components, while achieving an average 15 percent increase in product flexural strength. Road, mountain, and triathlon handlebars, forks, seatposts and OEM seatstays and chainstays are already on the market. The CNT Technology logo distinguishes components which have incorporated nanotubes, and most of the rest of Easton's bicycle components will follow suit. Retail prices on the logoed components have gone up an average of only 10 percent — an increase that Harrington says consumers are willing to pay for the increase in performance.
While nanosized fillers aren't an overnight revolution, it is clear that there is significant activity on many fronts, with increasing use on all. Beyond the applications highlighted here, nanofillers have been incorporated into in golf clubs and golf balls, tennis rackets and a number of other products, with many more to come. The main barriers to nanomaterials use now seem to be development cost and the end-user's ability to obtain proper dispersion in and compatibility with resins. However, all of the nanosuppliers interviewed above are focused on making materials less expensive and more accessible by scaling up production, stan- dardizing products, issuing test data and offering them in user-friendly forms.








Related Content

Belzona composite wrap restores corroded carbon steel pipeline
Two-part epoxy paste, epoxy structural adhesive, composite wrap and anti-corrosion coating prevent environmental and economic loss for customer.
Read More
Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read More
Pontacol thermoplastic adhesive films are well-suited for composite preforms
Copolyester- and copolyamide-based adhesive films eliminate the need for sewing threads or binders when stacking laminates while improving the final part’s mechanical properties.
Read More
Pittsburgh engineers receive $259K DARPA award for mussel-inspired underwater adhesion
The proposed META GLUE takes inspiration from hydrogels, liquid crystal elastomers and mussels’ natural bioadhesives to develop highly architected synthetic systems.
Read MoreRead Next

All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More