
Polyester resins: The basics
Polyester resins are widely used resin systems. Learn more about their chemical makeup and how they are used in the composites industry.



Editor’s note: This content was originally published on NetComposites.com. NetComposites was acquired by CompositesWorld’s parent company, Gardner Business Media, in February 2020.
Polyester resins are the most widely used resin systems, particularly in the marine industry. By far the majority of dinghies, yachts and workboats built in composites make use of this resin system.



Polyester resins such as these are of the “unsaturated” type. Unsaturated polyester resin is a thermoset, capable of being cured from a liquid or solid state when subject to the right conditions. It is usual to refer to unsaturated polyester resins as “polyester resins,” or simply as “polyesters.” There is a whole range of polyesters made from different acids, glycols and monomers, all having varying properties.
There are two principle types of polyester resin used as standard laminating systems in the composites industry. Orthophthalic polyester resin is the standard economic resin used by many people. Isophthalic polyester resin is now becoming the preferred material in industries such as marine, where its superior water resistance is desirable.
The figure below shows the idealized chemical structure of a typical polyester. Note the positions of the ester groups (CO – O – C) and the reactive sites (C* = C*) within the molecular chain:
Most polyester resins are viscous, pale-colored liquids consisting of a solution of a polyester in a monomer which is usually styrene. The addition of styrene in amounts of up to 50% helps to make the resin easier to handle by reducing its viscosity. The styrene also performs the vital function of enabling the resin to cure from a liquid to a solid by “cross-linking” the molecular chains of the polyester, without the evolution of any by-products. These resins can therefore be molded without the use of pressure and are called “contact” or “low-pressure” resins. Polyester resins have a limited storage life as they will set or “gel” on their own over a long period of time. Often small quantities of inhibitor are added during the resin manufacture to slow this gelling action.
For use in molding, a polyester resin requires the addition of several ancillary products. These products are generally:
- a catalyst,
- an accelerator, or
- additives for thixotropic properties, pigment, filler or chemical/fire resistance.
A manufacturer may supply the resin in its basic form or with any of the above additives already included. Resins can be formulated to the molder’s requirements ready simply for the addition of the catalyst prior to molding. As has been mentioned, given enough time an unsaturated polyester resin will set by itself. This rate of polymerization is too slow for practical purposes and therefore catalysts and accelerators are used to achieve the polymerization of the resin within a practical time period. Catalysts are added to the resin system shortly before use to initiate the polymerization reaction. The catalyst does not take part in the chemical reaction but simply activates the process. An accelerator is added to the catalyzed resin to enable the reaction to proceed at workshop temperature and/or at a greater rate. Since accelerators have little influence on the resin in the absence of a catalyst they are sometimes added to the resin by the polyester manufacturer to create a “pre-accelerated” resin.
The molecular chains of the polyester can be represented as follows, where “B” indicates the reactive sites in the molecule:

With the addition of styrene “S,” and in the presence of a catalyst, the styrene cross-links the polymer chains at each of the reactive sites to form a highly complex three-dimensional network as follows:
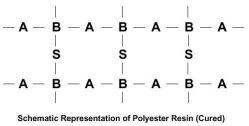
The polyester resin is then said to be “cured.” It is now a chemically resistant (and usually) hard solid. The cross-linking or curing process is called “polymerization.” It is a non-reversible chemical reaction. The “side-by-side” nature of this cross-linking of the molecular chains tends to means that polyester laminates suffer from brittleness when shock loadings are applied.
Great care is needed in the preparation of the resin mix prior to molding. The resin and any additives must be carefully stirred to disperse all the components evenly before the catalyst is added. This stirring must be thorough and careful as any air introduced into the resin mix affects the quality of the final molding. This is especially so when laminating with layers of reinforcing materials as air bubbles can be formed within the resultant laminate which can weaken the structure. It is also important to add the accelerator and catalyst in carefully measured amounts to control the polymerization reaction to give the best material properties. Too much catalyst will cause too rapid a gelation time, whereas too little catalyst will result in under-cure.
Coloring of the resin mix can be carried out with pigments. The choice of a suitable pigment material, even though only added at about 3% resin weight, must be carefully considered as it is easy to affect the curing reaction and degrade the final laminate by use of unsuitable pigments.
Filler materials are used extensively with polyester resins for a variety of reasons including:
- to reduce the cost of the molding,
- to facilitate the molding process, or
- to impart specific properties to the molding.
Fillers are often added in quantities up to 50% of the resin weight, although such addition levels will affect the flexural and tensile strength of the laminate. The use of fillers can be beneficial in the laminating or casting of thick components where otherwise considerable exothermic heating can occur. Addition of certain fillers can also contribute to increasing the fire-resistance of the laminate.
For the latest on poly/vinyl ester resins, visit compositesworld.com/zones/poly-vinyl-esters.








Related Content

Combining multifunctional thermoplastic composites, additive manufacturing for next-gen airframe structures
The DOMMINIO project combines AFP with 3D printed gyroid cores, embedded SHM sensors and smart materials for induction-driven disassembly of parts at end of life.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Recycling end-of-life composite parts: New methods, markets
From infrastructure solutions to consumer products, Polish recycler Anmet and Netherlands-based researchers are developing new methods for repurposing wind turbine blades and other composite parts.
Read MoreRead Next

Plant tour: Daher Shap’in TechCenter and composites production plant, Saint-Aignan-de-Grandlieu, France
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
Read More
VIDEO: High-volume processing for fiberglass components
Cannon Ergos, a company specializing in high-ton presses and equipment for composites fabrication and plastics processing, displayed automotive and industrial components at CAMX 2024.
Read More
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
Read More