
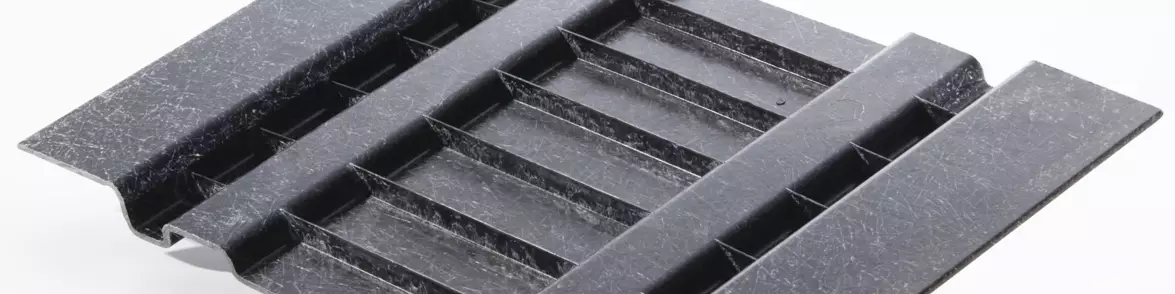





Johns Manville will roll out a new family of anionically polymerized, glass fiber-reinforced polyamide 6 organosheet products this fall that achieve higher FVFs (left) and better impregnation (right). A variety of fiber reinforcements — fabric weaves, NCFs and long chopped fibers — in glass fiber, glass and carbon fiber and carbon fiber alone are eventually planned. Initial matrix is caprolactam monomer polymerized into PA6, but other reactively polymerized thermoplastics are said to be under consideration. All photo credit: Johns Manville.
This fall, Johns Manville (JM, Denver, Colo., U.S.) plans to introduce the first products in its Neomera line. Initial offerings will be in situ-polymerized, woven fiberglass-reinforced polyamide 6 (PA6) organosheet, but the line will soon expand to include non-crimp fabrics (NCFs) and long chopped fibers. JM also says that additional reactively polymerized thermoplastic matrices are being evaluated, as are hybrid reinforcement structures (e.g., combining carbon and glass fibers) or even non-glass reinforcements. The company notes that owing to the different method used to manufacture these materials versus conventional organosheet and long-fiber thermoplastic composites, the Neomera products will offer higher mechanical properties at lower cost. Here’s what we currently know about these materials.
A new method for producing organosheet
Conventional organosheet — typically a specialized form of glass-mat thermoplastic composite (GMT) reinforced with woven fabric — is produced with either a polypropylene (PP) or polyamide 6 or 6/6 (PA6, PA6/6) matrix. Organosheet composites are most often used in semi-structural and structural components in the automotive, commercial truck, building/construction and sporting goods industries.



Several aspects make JM’s Neomera line different from what’s already available on the market. First, rather than melt impregnating fibers with fully polymerized PA6 resin, the company is anionically polymerizing caprolactam monomer into PA6 after the impregnation step. Because molten caprolactam has very low viscosity (~5 centipoise), it wets out rovings or fabric much more effectively than fully polymerized thermoplastics, which have far longer polymer chains and much higher viscosity. That means JM’s reactively polymerized resin system achieves much better wetout — more like liquid thermosets — than is possible with fully polymerized thermoplastics like PA6. In turn, this greatly reduces voids and provides the opportunity to create higher fiber volume fractions (FVFs) — on the order of 50% or higher — which, itself, improves mechanical properties.
Second, JM also is treating the glass fibers — whether chopped, woven or NCFs — with its own proprietary reactive glass sizing prior to impregnating with caprolactam. This, again, strengthens the fiber-resin bond and results in higher mechanical properties at comparable FVFs versus other organosheet products with the same type and percentage fiber loading and matrix.

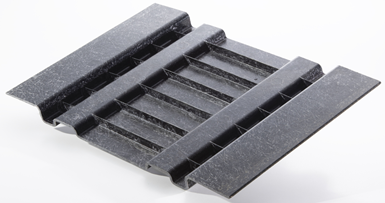
The innovative long-fiber organosheet offers random fiber distribution, complete fiber wetout and excellent fiber-resin bonding, as shown in the images above. On the left, glass fiber bundles are shown end-on, and the right shows that individual fiber bundles, top down, are fully coated with resin.
“The thing we want people to understand is that we’re not introducing another me-too organosheet product,” explains Mingfu Zhang, JM senior research manager - corporate R&D. “Because we’re starting with caprolactam, we can wet out fibers much more easily versus those using thermoplastic polymers can. As a result, we achieve better impregnation, higher fiber volume fractions and better performance. In fact, this allows us to create specialty products that aren’t even attainable in conventional organosheet.”
Last year JM announced it had developed the technology and was strategically sampling it. The plan is to do a soft launch of Neomera in September and then a hard launch the following month at the 2021 Composites & Advanced Materials Expo (CAMX, Oct. 18-21, Dallas, Texas, U.S.).
Phased rollout
The initial Neomera product — the OS-6 Series — will be reinforced with woven fabrics. “We plan to launch our product line by offering a twill-weave architecture in FVFs ranging from 45 to 50%, since we see a lot of demand for those types of composite,” notes Dana Miloaga, JM product leader - composites, corporate R&D. “Because it’s a balanced weave and provides good drapeability and orthotropic properties, it’s easier for engineers used to specifying metals to work with in order to achieve lighter, higher performance parts.”
Woven forms of the new organosheet family will be followed by the NCF-6 Series featuring heavier NCFs, which traditionally have proven challenging to impregnate with conventional thermoplastics. Finally, a discontinuous but still longer fiber (>25 millimeters) version is planned. Called the CR-6 Series and said to possess consistent fiber lengths that help maintain pseudo-isotropic properties, this product line will compete with long-fiber thermoplastic technologies such as GMT and direct-long-fiber thermoplastic (D-LFT). JM reports that molders will be able to use each Neomera product alone or in combination with other types. For example, a compression-moldable hybrid structure consisting of a strip or sheet of woven or NCF organosheet could be used to reinforce load paths, while discontinuous fiber-reinforced organosheet could be used in locations where more complex geometry like ribs or bosses are positioned. “In testing, our CR-6 products with discontinuous fiber have been shown to offer better moldability than traditional chopped-fiber GMT,” adds Zhang.
As far as molders or moldmakers are concerned, JM’s new products will process like conventional organosheet or GMT. Mold construction requirements are also similar. The only adjustment needed is to preheat and mold the Neomera organosheet with PA6 matrix at higher temperature than is typical for PP due to the latter’s lower melt and molding temperatures. Interestingly, unlike some GMT products, there is no lofting of glass fibers after preheating due to springback, so the material stays fully consolidated. This is enabled, says Zhang, by the fact that the fibers are fully impregnated with caprolactam and that — since the monomer is then polymerized in situ — they are achieving much higher molecular weight than conventional organosheet with PA matrices.
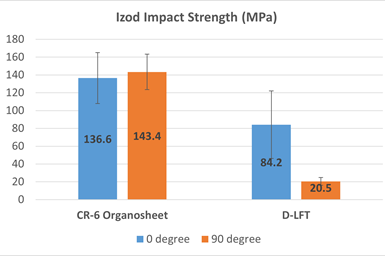
Not only is it said to flow better, but JM’s new discontinuous-glass organosheet is said to offer higher performance.
JM researchers also have been conducting basic materials characterization to help design engineers more accurately simulate part performance. “We’ve been working closely with customers to identify the most important data they will initially need to do more detailed simulation work,” explains Miloaga. “We plan to generate building blocks they can use early on, as it usually takes six months to do the characterization necessary to develop a full material card.”
For each product line that is introduced, the company says it is qualifying two global suppliers to ensure a robust supply chain and global access and consistency. JM’s production-scale line in the Denver area has been producing sample quantities of the materials for customers, but initial commercial production will take place in Trnava, Slovakia.
Neomera products will be offered in black, with the option of “natural” (off-white) and the possibility of custom colors. Initially, as commercial production ramps up, product will be made and cut to order although, longer term, the plan is to stock standard sizes.
An interesting aspect of JM’s process is that it can produce thick sheets in a continuous process. “One of the challenges with existing organosheet is that it’s typically produced in half-millimeter-thick sheets, so in order to supply a customer with a 3-millimeter-thick product, they have to post-consolidate multiple sheets to make a laminate,” explains Zhang. “We can skip that whole post-consolidation step since we can make a 3-millimeter-thick sheet directly. In fact, that’s one of the most unique aspects of our technology. We knew caprolactam had water-like viscosity, but we were still surprised by how well suited our technology is for producing thick laminates. This gives us a lot of flexibility in what we can offer customers. Besides, by skipping the post-consolidation step, our products avoid another heating cycle.”
What was challenging was controlling the manufacturing process in order to handle the moisture-sensitive anionic polymerization of caprolactam. “Before we started working on this project, anionic polymerization of caprolactam into PA6 had really only been done in closed molds, so adapting that to a continuous process to produce a very consistent product took a lot of work,” Zhang adds.
What’s next?
When asked why a glass supplier like JM would want to manufacture intermediate products rather than just licensing the technology, Klaus Gleich, JM senior research scientist - corporate R&D says, “Given the nature of our manufacturing process, there really aren’t a lot of people who would be able to make the material. We know the chemistry very well and know its challenges, so we are best positioned to scale it up and commercialize it. Beyond that, our R&D group specifically developed this innovative technology to expand our business and return greater value to our owners at Berkshire Hathaway [Omaha, Neb., U.S.]. We want to be innovators and create new market opportunities.”
“We see the trend of thermoplastic composites moving into semi-structural and true structural applications to make lightweight and sustainable components as very much in alignment with our new organosheet technology,” adds Miloaga. In fact, she says that the first commercial applications using the Neomera family aren’t far off. JM has been trialing materials in motorsports, and there is also interest in other transportation segments like automotive and commercial trucks plus sporting goods. “The key is that we’re solving problems,” she adds. “The competition is pricey and has a limited portfolio. We can produce products that are higher performing and yet more cost-effective — a win-win combination.”








Related Content

Plant tour: Sekisui Aerospace, Orange City, Iowa, Renton and Sumner, Wash., U.S.
Veteran composites sites use kaizen and innovation culture to expand thermoplastic serial production, 4.0 digitization and new technology for diversified new markets.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
Thermoplastic composites: Cracking the horizontal body panel nut
Versatile sandwich panel technology solves decades-long exterior automotive challenge.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreRead Next

SGL offers high-performance organosheet and thermoplastics for overmolding
“Thermoplastic toolbox” includes LFT, UD tapes, woven semi-finished sheets and carbon/glass hybrids in PA and polyolefins for automotive and other high-volume applications.
Read More
All-recycled, needle-punched nonwoven CFRP slashes carbon footprint of Formula 2 seat
Dallara and Tenowo collaborate to produce a race-ready Formula 2 seat using recycled carbon fiber, reducing CO2 emissions by 97.5% compared to virgin materials.
Read More
Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More